Saldatura a punti su un microcontrollore. Temporizzatore a microcontrollore per spotter. Circuito di controllo con blocco indicatore per spotter per saldatura a punti
Ciao, cari visitatori. Questo articolo si concentrerà su un timer digitale progettato per una saldatrice a punti. Lo schema del dispositivo è mostrato nella Figura 1.
La base di questo timer è il microcontrollore PIC16F628A. In generale, il programma scritto nel controller è un programma contatore sottrattivo. Per far funzionare il microcontrollore, viene utilizzato il suo oscillatore interno. Il conto alla rovescia viene eseguito con un periodo di 100 ms. Il tempo massimo di esposizione, per non complicare il programma, l'ho fatto, venticinque secondi e mezzo. L'impostazione del tempo di esposizione viene impostata utilizzando i pulsanti SB1 e SB2. Utilizzando il pulsante SB1 aumentiamo il valore del ritardo temporale e utilizzando il pulsante SB3 lo diminuiamo. Inoltre, quando si imposta l'ora, il periodo di modifica delle letture non è costante. Inizialmente, le letture cambieranno con un periodo di mezzo secondo. Quindi questo periodo diminuirà a 25 ms. Questo viene fatto per aumentare l'efficienza dell'impostazione della velocità dell'otturatore richiesta.
Quando si accende il timer per la prima volta, sull'indicatore dalla EEPROM del controller verrà visualizzato un ritardo di 10,0 secondi. Successivamente, i tuoi valori verranno scritti nella memoria non volatile.
Il timer viene avviato tramite il pulsante “Start”, dopo averlo premuto, il fronte del segnale di controllo appare sul pin 15 di DD1 e inizia immediatamente il conto alla rovescia del tempo di permanenza impostato. Trascorso questo tempo, la tensione sul pin 15 di DD1 scende quasi a zero: l'impulso di controllo diminuisce. È possibile premere nuovamente il pulsante solo dopo 3 secondi, se la velocità dell'otturatore impostata è inferiore a questo tempo, o dopo la fine dell'impulso di controllo, se la durata dell'impulso è superiore a 3 secondi.
Nel circuito del timer è stato introdotto un ponticello J1 che consente di utilizzare indicatori sia con anodo comune che con catodo comune. Se manca il ponticello, il programma di indicazione funzionerà per un indicatore con un anodo comune e, se il ponticello è installato, il programma funzionerà per un indicatore con un catodo comune.
I valori delle resistenze pull-up R1... R4 possono variare da 4,7k a 10k. I valori dei resistori di spegnimento R5... R12 sono selezionati in base alla luminosità richiesta dei segmenti dell'indicatore. Utilizzo sempre resistenze da 510 ohm. Ciò riduce il carico sulle uscite del microcontrollore e aumenta la durata dell'indicatore stesso. Lo stabilizzatore di tensione del microcircuito DA1 può essere installato a qualsiasi corrente di carico appropriata e tensione di uscita di cinque volt. Ad esempio, KR142EN5A. La tensione di ingresso massima dipende dal chip stabilizzatore scelto. La tensione di ingresso massima per il microcircuito KR142EN5A è di 15 volt. Poiché la saldatura a resistenza produce molto grandi campi elettromagnetici L'intero dispositivo deve essere accuratamente schermato per evitare guasti al programma e la tensione di alimentazione potrebbe dover essere fornita attraverso un filtro LC. Durante l'installazione del circuito, il condensatore C2 viene saldato direttamente ai pin corrispondenti del microcontrollore. Il programma e il diagramma sono stati sviluppati su richiesta di uno dei visitatori del sito, quindi controlla l'hardware questo diagramma non è ancora possibile. Il timer è stato modellato in Proteus.
Con il termine “spotter” in questo articolo si intende un impianto di saldatura a punti a resistenza, utilizzato principalmente da automobilisti e allestitori, per la rapida saldatura a punti di vari elementi ausiliari alla carrozzeria, quali rondelle, ganci, filo, ecc., per la successiva trafilatura e livellamento della superficie.
La saldatura a punti si basa sul principio della generazione di calore in corrispondenza della resistenza di transizione degli elementi saldati a contatto.
Pertanto, il compito dello spotter è quello di fornire un potente impulso di corrente (I=800..1200 A, U=5 V) al punto del contatto saldato quando si preme il pulsante corrispondente sulla “pistola”. Durante la saldatura a punti, è necessario controllare la durata dell'impulso (di solito non supera 0,5 s). Più avanti nell'articolo verrà discusso il principio di funzionamento del circuito di alimentazione, il circuito e il principio di funzionamento del timer.
Un circuito abbastanza comune per la parte di potenza di un trasformatore spotter fatto in casa è il circuito mostrato nella Figura 1.
Come si può vedere dallo schema, la commutazione viene eseguita da un tiristore sul lato dell'avvolgimento primario del trasformatore di potenza. Puoi anche usare un triac, quindi non sarà necessario un ponte a diodi. Per impostare la durata dell'impulso di corrente in uscita, è necessario mantenere la tensione sull'elettrodo di controllo del tiristore per il tempo appropriato (durata dell'impulso in uscita). Ma va tenuto presente che anche se la tensione di controllo è già stata rimossa, un tiristore convenzionale non acceso non si chiuderà finché la corrente che lo attraversa non scende al di sotto della corrente di mantenimento (in questo circuito, la corrente raggiunge zero 100 volte al secondo). Il modo più semplice per controllare un tiristore è un circuito RC con un resistore di regolazione (per modificare la costante di tempo) e ricaricare il condensatore da una fonte aggiuntiva
bassa tensione

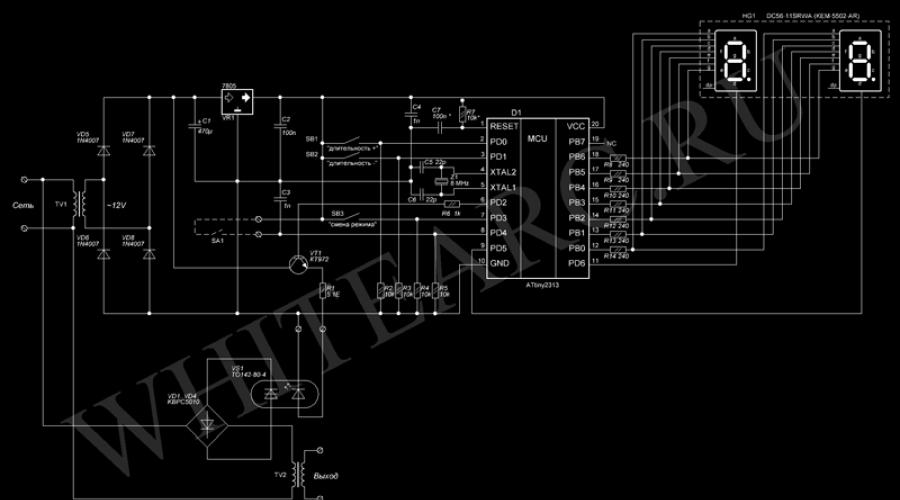
. Ma questo metodo non viene considerato ulteriormente. Per impostare con maggiore precisione la durata, è stato sviluppato un semplice timer basato sul controller ATtiny2313. La durata dell'impulso è regolata da due pulsanti e può assumere valori da 0,01s a 0,5s con una risoluzione di 0,01s. L'indicatore a 7 segmenti visualizza i numeri corrispondenti alla durata specificata in centesimi di secondo.
Figura 2- *
Schema completo
Lo schema funziona come segue.
Quando viene fornita alimentazione al circuito di controllo, l'esecuzione del programma da parte del controller inizia dal momento in cui il condensatore sul ramo Reset viene caricato a una tensione logica. Dopo l'avvio, il controller esegue le funzioni di indicazione dinamica e interrogazione dei pulsanti. I pulsanti vengono interrogati su un timer circa 4 volte al secondo. Quando si preme il pulsante a impulsi sulla "pistola" (indicato da una linea tratteggiata), sulla gamba PD2 appare un'unità logica (5 V), l'unità viene rimossa dopo un tempo specificato, che viene visualizzato sull'indicatore LED sotto forma di centesimi di secondo. Il segnale proveniente dall'uscita del microcontrollore viene amplificato in corrente da un ripetitore sul KT972, poiché per controllare l'optotiristore TO142-80 utilizzato è necessario fornire una corrente di almeno 120 mA al suo LED interno. Il tipo di tiristore optoaccoppiatore è stato scelto per la semplicità di organizzazione dell'isolamento galvanico dei circuiti di controllo dai circuiti di alimentazione. Il firmware del controller implementa due modalità operative: pulsata (per impostazione predefinita) e continua. La selezione di una modalità e l'impostazione della durata (più/meno) si effettuano utilizzando tre pulsanti. In modalità continua, la durata del segnale di controllo del tiristore dipende dalla durata della pressione del pulsante sulla pistola.

Per spiegare il funzionamento della sezione di potenza, uno schema semplificato è mostrato in Figura 3. La Figura 4 mostra un diagramma temporale del circuito di alimentazione con
carico attivo
e un tiristore ideale (tempo di accensione = 0, caduta di tensione nello stato di accensione = 0).
Figura 3 – Schema della sezione di potenza. Figura 4 – Diagramma temporale del funzionamento dell'interruttore. La pratica ha dimostrato che con un vero tiristore, il circuito di potenza considerato (Fig. 3), se utilizzato con trasformatori sufficientemente potenti, non sempre commuta in modo affidabile la corrente dell'avvolgimento primario durante un cortocircuito nel secondario (modalità operativa spotter). Per bloccare in modo affidabile il tiristore, è necessario applicare una tensione inversa ai suoi terminali di alimentazione. carico attivo-induttivo.
Figura 5 - Immagine di un relè a stato solido.

Figura 6 – Utilizzo di un relè a stato solido in uno spotter.
File per l'articolo:
spotter_002.zip (210 kb) - guarnizioni, firmware, modello in Proteus, diagramma + elenco degli elementi.
Aggiunto:
002_for_ca.hex (948 b) - firmware del controller quando si utilizza un indicatore con un anodo comune.
Il timer sopra descritto è stato modificato.
I principi di funzionamento di base rimangono gli stessi, è stato aggiunto l'isolamento del segnale di controllo ed è stato eliminato lo sbiadimento del display dinamico durante l'emissione di un impulso di controllo.
| Commenti | 04.11.2015 |
| #46 messaggio dall'amministratore | |
| Alessio, ciao. Non l'ho provato con il carbone. Teoricamente, a causa dell'elevata resistenza del carbone, la corrente di saldatura sarà inferiore. Ma il carbone stesso si riscalderà e scioglierà il metallo. Se la corrente è insufficiente, puoi provare ad aumentare la tensione secondaria. | 03.11.2015 |
| #45 messaggio da Alexey | |
| Ciao! Voglio assemblare il tuo circuito, dimmi se ha la capacità di funzionare con un elettrodo di carbonio per riscaldare il metallo? Oppure come puoi implementarlo tu stesso? | 02.11.2015 |
| #44 messaggio dall'amministratore | |
| Se hai bisogno di 3 secondi, posso rifare il firmware per questo hardware dalla seconda versione. Sarà possibile regolare fino a 10 secondi e non ci saranno i difetti presenti in questa versione del firmware (sbiadimento dell'indicatore, ecc.). Scrivo in ASM. | 30.10.2015 |
| #43 messaggio da Roman | |
| Buon pomeriggio. È possibile modificare la durata dell'impulso a 2-3 secondi? In che lingua è stato scritto il programma MK? E' possibile risalire alla fonte? | 24.09.2015 |
| #42 messaggio da Alex | |
| Lo farò, mi è piaciuto! Dimmi, cosa è collegato ai connettori sullo schema al pin 8 del MK e al collettore del transistor? | 08.09.2015 |
| #41 messaggio da Andrey | |
| Qualcuno può dirmi se i fusibili sono impostati correttamente nel programma avrdude? | 08.06.2015 |
| #40 messaggio dall'amministratore | |
| Perché extra? È nell'elenco e nello schema, c'è un posto sul cablaggio. | 05.06.2015 |
| #39 messaggio da Alexander | |
| Cioè, un SMD extra pari a 0,1 uF?) | 04.06.2015 |
| #38 messaggio dall'amministratore | |
| Buona giornata. Sotto C3 (che si aggrappa alle gambe 8-10) ci sono le risposte. Ma ce n'è uno SMD - C7. | 03.06.2015 |
| #37 messaggio da Alexander | |
Buon pomeriggio Grazie per lo schema, ho assemblato tutto, non ho ancora controllato, ma nel tuo schema e nell'elenco delle parti ci sono 6 condensatori kernel e sul circuito stampato ce ne sono solo 5 o ho capito male qualcosa? Nello specifico K10-17b 1nF 50V in posizione C3, dove collegarlo? Non c'è nessun buco nel tabellone (grazie!
Quando andavo al lavoro in bicicletta, era scomodo portarla nello zaino: la schiena suda. Portarlo sul bagagliaio è scomodo: il pacco scivola e cerca di entrare nei raggi. Hai bisogno di un piccolo cestino per il bagagliaio che impedisca la caduta di piccoli carichi. Dato che non producono cestini così piccoli, ho deciso di realizzarli io stesso. Per assemblare un cestino del genere è necessaria la saldatura a resistenza, che può anche saldare le batterie.
Il processo di assemblaggio del cestello del bagagliaio, delle batterie e della saldatura stessa è descritto di seguito.
"Corpo saldato"- trasformatore da forno a microonde.
L'avvolgimento secondario è stato rimosso con un seghetto e le piastre tra primario e secondario sono state rimosse. Consiglio un seghetto; un Dremel o una smerigliatrice possono facilmente danneggiare l'avvolgimento primario, ma è comunque necessario. Un filo PV3 di 70 millimetri quadrati è stato inserito (imbottito, martellato) nella finestra dell'avvolgimento secondario in 4 mani, 1 metro è sufficiente. Il filo è molto duro, ci sono volute due persone per fare rifornimento.
Sul filo bruciatore a gas Le punte di rame stagnato venivano saldate, ma non era possibile saldare quelle puramente di rame. Gli elettrodi sono attaccati alle punte: 10 quadrati di rame per saldare batterie e rettangolari per bacchette o fogli di saldatura. 

Nel caso degli elettrodi rettangolari, permettono di saldare sia il filo, se gli elettrodi sono posizionati piano su piano, sia una lamiera se si ruota l'elettrodo superiore obliquamente, come in foto.
Gli elettrodi rettangolari sono piastre del kit di installazione per trasformatori di corrente; non erano utili durante l'installazione elettrica, ma eccoli qui.
"Cervelli Saldatori"- un timer fatto in casa sul microcontrollore PIC16F628A, il cui collegamento si trova nel titolo della recensione.
L’ho acquistato dal mercato cinese Super Electronic, non è la prima volta che lo faccio lì, e non credo che sarà l’ultima. Quando si ordina $ 15-30, viene inviato per posta con una traccia normale, ben confezionato e non rovina il pacco. Inoltre, i suoi prezzi sono solitamente minimi o vicini ad essi.
Oltre a Pikukha, è stato acquistato
- , 10 articoli, 5 pezzi ciascuno - $ 2,7 lotto 50 pezzi.
- 50 pezzi $ 1,28
-10 pezzi 4,8 $
- 10 pezzi 1,6 $
- - 10 pezzi 13,8 $
Sulla base del diagramma da

La parte di potenza è stata presa dal circuito e si è deciso di scrivere io stesso il firmware.
Non mi è piaciuto l'uso di due pulsanti nel circuito: è più veloce e conveniente controllare l'encoder, l'intervallo della velocità dell'otturatore è ridotto.
Ho già rivisto l'alimentatore; gli è stato aggiunto uno stub da 5V. Due tensioni di alimentazione, 5 V principale e 12 V di controllo, vanno al controller. Quando l'alimentazione viene spenta, la tensione a 12 V inizia prima a diminuire e passa attraverso un partitore resistivo alla gamba del controller (trimmer blu, impostato su 3 V); Il controller vede lo zero sulla gamba, salva i parametri e va in modalità sospensione.
L'uscita della gamba PIC fornisce un segnale al fotoaccoppiatore, il fotoaccoppiatore apre il tiristore, che a sua volta accende il trans primario. Non è stato notato alcun riscaldamento delle parti. È possibile utilizzare un relè a stato solido, come nell'articolo precedente su questa risorsa. Nella mia precedente saldatrice utilizzavo anche un corpo solido, ma il fotoaccoppiatore + tiristore è più piccolo ed economico se acquistato in quantità di 10 pezzi.
Il codificatore è stato acquistato
Dispone già di resistenze pull-up, l'encoder non solo ruota ma viene anche premuto.
Quando si preme l'encoder, il numero inizia a lampeggiare in modo fluido (ho cambiato la luminosità secondo una sinusoide) - mostra il numero di impulsi fino a 9, ovvero è possibile cucinare con un impulso ripetuto o triplo, la pausa tra gli impulsi è uguale alla durata dell'impulso, il ciclo di lavoro è in generale del 50%. Quando si preme nuovamente l'encoder, ricorda il parametro in memoria (controlla se è cambiato) e torna alla modalità operativa.
Indicazione su due indicatori LED a sette segmenti, indicazione dinamica.
Durante la saldatura, di solito sono necessarie entrambe le mani libere; per iniziare a saldare è stato realizzato un pedale: un pulsante del campanello.
All'accensione, il timer per 1 secondo mostra e ricorda il numero di impulsi.
Poi l'indicazione della velocità dell'otturatore
0,2 -0,02 secondi
0,2 -0,2 secondi
2,2 -2,2 secondi.
massimo 9,9 secondi, minimo 0,01 secondi.
Quando si preme il pedale e si calcola la velocità dell'otturatore, viene visualizzato - -
Le pinzette non dovrebbero contrarsi durante l'elaborazione della velocità dell'otturatore, non ha funzionato molto chiaramente.
funzionamento con timer 1,33 min
Fisicamente, il timer è assemblato nell'alloggiamento dell'alimentatore della stampante HP; da esso viene utilizzata una scheda come elemento di supporto e un connettore di alimentazione, un fusibile e condensatori di filtro in ingresso.
Qualcosa è assemblato su supporti, qualcosa è incollato con colla a caldo, in generale, tutti gli elementi della fattoria collettiva. Stranamente, tutto funziona.
I deboli di cuore e i perfezionisti non dovrebbero guardare le foto delle frattaglie



Chiodi a saldare 4+4mm.
Risultato dopo
Risultato della saldatura




Portapacchi, 1 kg di filo zincato da 3 mm era sufficiente per entrambi i portapacchi, prezzo circa $ 1,5-2
La mia cella è 4*4 cm, la cella della borsa da bici di mia moglie è 5*5 cm 


Batterie di saldatura per avvitatori 



Residui di zincatura 

AGGIORNAMENTO.
Aggiunta foto più grande 
Breve descrizione del principio di funzionamento e assemblaggio:
La saldatura a resistenza è il processo di formazione di un giunto saldato permanente riscaldando il metallo che lo attraversa scossa elettrica e deformazione plastica della zona di connessione sotto l'azione della forza di compressione. (Vicki)
Cioè, sono necessarie una grande corrente e una forza di compressione. Negli apparecchi industriali la forza e la corrente di compressione sono regolate elettronicamente; esistono saldatrici a compressione idraulica; Quelli più semplici sono quelli in cui si stringe con le mani, come nella mia versione. La corrente è ancora necessaria. Il trasformatore del microonde consente di sostituire l'avvolgimento secondario; al posto dell'avvolgimento step-up installiamo un avvolgimento step-down. Voltaggio di grande importanza non ce l'ha, la corrente è sufficiente. Quando si utilizzano trasformatori più grandi, sono possibili danni al cablaggio; le correnti dell'avvolgimento primario nel trasformatore a microonde sono circa 15-20 ampere, una buona opzione domestica.
Oltre alla parte di potenza, che fornisce corrente e talvolta pressione, a volte è necessaria una parte elettronica. Può essere posizionato nell'avvolgimento primario interruttore automatico a 16A, come nel quadro carraio, e utilizzandolo con le mani “ad occhio” impostare il ritardo temporale dell'attivazione dell'effetto in corso.
Ad esempio così 
Se vuoi un po' di comodità, tenendoli entrambi con entrambe le mani, puoi aggiungere un pulsante. Ma non tutti i pulsanti possono sopportare correnti di 15 ampere; per questo è possibile utilizzare un relè a stato solido o un avviatore. Se la bobina di avviamento o l'ingresso del relè a stato solido è a bassa tensione, non a 220 V, è necessaria un'alimentazione. Questa opzione è nella prossima immagine. 
L'alimentatore fornisce 12 o 24 o qualsiasi altra tensione sicura, accende il relè/avviatore tramite il pulsante K, è comodo premere con il piede e il pulsante non si brucia.
Per tempi di posa lunghi dell'ordine di 2-5 secondi e dettagli di grandi dimensioni, questo è accettabile. Ma quando si saldano le batterie, vengono solitamente utilizzate piastre di spessore 0,1-0,2 mm e sono necessari tempi di permanenza brevi di circa 0,01-0,1 secondi. Tali velocità dell'otturatore sono difficili da ottenere manualmente; superare il tempo dell'otturatore brucerà le piastre e talvolta la batteria, e non sono economici.
Per garantire la ripetibilità del risultato, è installato un timer elettronico che genera le brevi esposizioni necessarie.
L'immagine successiva mostra un circuito con un timer. 
In totale, quasi l'opzione più avanzata: un trasformatore con un secondario sostituito, un pulsante timer, un alimentatore, puoi combinarlo secondo i tuoi gusti. Ad esempio, se il timer è a 220 V, non è necessario un alimentatore, ma la gamba potrebbe frirsi se sul pedale sono presenti 220 V.
Brevi istruzioni di montaggio:
-Trova un microonde, smontalo, rimuovi il trans (è 2/3 del peso del microonde).
-Controllare se l'avvolgimento primario è vivo, solitamente è avvolto con un filo più spesso, ad anello. Non accenderlo! Sull'avvolgimento secondario e sull'alloggiamento del trasformatore potrebbe apparire alta tensione.
-Rimuovere con attenzione l'avvolgimento con il filo più sottile, se quello grosso è sotto tensione. Bloccalo in una morsa, taglialo con un seghetto o qualsiasi altro strumento non molto potente, i resti verranno eliminati.
-Rimuovere gli shunt (piastre tra l'avvolgimento primario e quello secondario).
-Ci sono molti altri giri dell'avvolgimento del filamento. Può anche essere cancellato.
-Avvolgere l'avvolgimento secondario nella finestra libera. Per saldare batterie sono sufficienti 35 quadretti di rame, per materiali più spessi 70-100 mm. Potrebbe essere necessario rimuovere l'isolamento di fabbrica e isolare con nastro termoretraibile/nastro adesivo. Di solito sono sufficienti due o tre giri. Il filo si chiama PV3*70 o filo di saldatura. Forse PV5*70, ma non li ho visti.
-Termina il filo. In genere vengono utilizzati capicorda in rame stagnato e capicorda in rame. Puoi crimparli o saldarli o entrambi.
-Attaccare gli elettrodi alle estremità del filo. Per saldare le batterie sono sufficienti 10 quadrati di rame (PV3*10). Per i metalli più spessi, gli elettrodi sono costituiti da barre di rame di grande diametro, affilate alle estremità. Migliore è la connessione tra gli elettrodi e il filo e più corto è il filo, maggiore sarà la corrente e migliore sarà la saldatura.
- Aggiungi un timer, un pulsante, un corpo a piacere. È possibile aggiungere un LED al braccio dell'elettrodo superiore per illuminarlo zona di lavoro. Puoi aggiungere un altro avvolgimento di 3-5 giri e saldarvi un cicalino da 5 V (il filo bianco è nella mia foto), emetterà un segnale acustico durante la saldatura.
Collegamento al firmware
RV2 regolare su 3v, registro inferiore. 0 e c'è un comando per salvare in memoria.
Encoder motore, due pulsanti per azionarlo, un pulsante trigger e un pulsante encoder
porte B per indicatore - ABCDEFG-2345610
Ho indicatori sc56-11gwa, cioè un catodo comune.
Oscillogrammi
Il titolo mostra la velocità dell'otturatore in secondi.
Nella prima la velocità dell'otturatore è di 0,01 sec, pulsa uno per uno manualmente, a destra 5 impulsi da 0,01 ciascuno
il resto sono tutti e 5 gli impulsi automatici dopo una pausa pari al tempo di posa. 
Saldatura della batteria di una bicicletta elettrica
Questo è un video di una saldatrice precedente, ci sono 3 giri * 35 mm
Il filo è più sottile e flessibile, l'essenza è la stessa.
Piastra 0,1 x 4 mm Ho intenzione di acquistare +135 Aggiungi ai preferiti Mi è piaciuta la recensione +160 +286
Energia schema elettrico Lo spotter ha superato da tempo le fasi di sviluppo e sperimentazione e viene utilizzato per raddrizzare le auto in svariati modi. Dopo aver acquisito esperienza con il dispositivo, è nata la questione del controllo automatico delle modalità operative del dispositivo con regolazioni più precise e delle protezioni necessarie. Spotter con modalità e spotter like saldatrice Per funzionare, gli elettrodi devono avere durate e potenze di impulso diverse. Il punto di saldatura potrebbe rivelarsi debole o troppo forte, il che creerà ulteriori difficoltà durante la riparazione dell'auto.
Foto 1. Lo spotter è indispensabile quando si eseguono lavori di carrozzeria automobilistica.
I parametri principali che richiedono una regolazione precisa per un risultato di lavoro di alta qualità sono la potenza dell'impulso e la sua durata. Lo schema proposto consentirà di selezionare e salvare le impostazioni dei parametri sia nella modalità saldatrice che durante la saldatura a punti.
Il circuito è assemblato su tre schede ed è composto da due parti funzionali:
- La scheda su cui si trova l'alimentatore. L'aspetto può essere visto nella foto 1.
- Due schede, una delle quali contiene un controller e la seconda con pulsanti di commutazione e un indicatore a quattro cifre.
Alimentazione e suo circuito
![]()
Lo schema di alimentazione è mostrato in Fig. 1. Convenzionalmente può essere suddiviso in tre componenti:
- circuito di potenza dell'avvolgimento primario del trasformatore step-down;
- trasformatore step-down;
- avvolgimento secondario con ponte a diodi e stabilizzatore di tensione.
Un filtro contro le sovratensioni è installato nel circuito dell'avvolgimento primario del trasformatore, solitamente utilizzato in blocchi di impulsi nutrizione. Qui viene utilizzato per proteggere il chip del controller dagli impulsi creati nella tensione di rete durante il funzionamento dello spotter.
Qualsiasi trasformatore con una tensione di 220 V/24 V può essere utilizzato quando si opera da una rete a 220 V. Quando si opera da una rete a 380 V, è necessario utilizzare un trasformatore appropriato e un filtro contro le sovratensioni.
All'avvolgimento secondario è collegato un ponte a diodi con condensatori di livellamento e uno stabilizzatore di tensione sul chip LM2574. Dall'uscita del microcircuito, una tensione nominale di 5 V viene fornita al connettore di uscita X1 attraverso una catena di filtri LC per eliminare le interferenze ad alta frequenza. Le linee di collegamento contrassegnate da una linea tratteggiata devono avere una lunghezza minima e posizionarsi il più vicino possibile alla seconda gamba del chip IC1.

Figura 1. Schema di alimentazione.
La tensione sul terminale 1 del connettore X1 viene utilizzata dal controller per determinare il livello zero.
La tensione del terminale 7 del connettore X1 viene utilizzata per avviare il controller con una semionda positiva tensione di rete.
Un circuito fatto da sé, se non ci sono errori nell'assemblaggio, inizia a funzionare senza impostazioni aggiuntive. La presenza di una tensione di 5 V controllerà il LED1.
L'avviatore K1 è progettato per collegare la tensione di rete quando l'interruttore S1 è chiuso.
È possibile invece utilizzare un interruttore automatico con protezione della potenza richiesta o collegare direttamente la tensione, se sono presenti fusibili nella rete di alimentazione.
Ritorna ai contenuti
Controllo dello spotter per saldatura a punti con tiristore di potenza

Foto 2. Vista esterna della scheda della centrale con controller.
Per la gestione tiristore di potenza oppure un triac utilizza il microcircuito MOS3052. Questa serie di microcircuiti è specializzata per l'uso in dispositivi di questo tipo e quando sostituiti con analoghi. Allo stesso tempo, è necessario valutare attentamente specifiche tecniche l'opzione proposta.
Quando si alimenta il circuito da una tensione di rete di 380 V, è necessario utilizzare un triac di tipo VTA40 - 800v, rispettivamente, la tensione operativa del condensatore C11 è di 630 V, varistori di protezione R14 e R15 di tipo 20D241. Per installare un triac, è necessario utilizzare un radiatore. Il design dell'elemento è sicuro e non ha alcun collegamento con il dissipatore di calore. Per controllare la temperatura è consigliabile installare sul radiatore un termostato con temperatura di apertura dei contatti di 60-80°C. Un trasformatore di potenza può essere dotato di un controllo simile. È possibile collegare al controller un segnale di allarme proveniente dai termostati per interrompere il funzionamento quando la temperatura supera la temperatura consentita, con il segnale corrispondente visualizzato sugli indicatori.
Per gli osservatori ad alta potenza, possiamo consigliare un'altra versione del circuito di controllo a tiristori. Utilizza tiristori di tipo 70TPS12, controllati da optoaccoppiatori MOS3052. I tiristori di questo tipo hanno il collegamento elettrico ai dissipatori di calore e devono essere installati su radiatori separati o con distanziatori dielettrici.
Ritorna ai contenuti
Circuito di controllo con blocco indicatore per spotter per saldatura a punti

Figura 2. Schema dell'unità di controllo per lo spotter.
L'aspetto della scheda dell'unità di controllo con il controller è mostrato nella foto 2.
La foto mostra aspetto blocco indicatore con pulsanti di comando senza pannello decorativo. Pannello indicatore con pulsanti e installato pannello decorativo mostrato in un'altra foto 3.
Il circuito di controllo ha un minimo di elementi ausiliari. Tutti i processi sono controllati da un microcontrollore AtMega 16 installato nella versione DIP. L'elemento del produttore Atmel ha un costo contenuto e un gran numero di pin. Il dispositivo controller consente di utilizzare segnali di ingresso e uscita su qualsiasi gamba del microcircuito, quindi la scheda è il più semplificata possibile. Oltre alle funzionalità di configurazione, il controller è dotato di RAM ad alta capacità e memoria non volatile, ecc. Nel circuito di controllo dello spotter, viene utilizzato circa il 20% delle sue capacità.
Ritorna ai contenuti
Breve descrizione del funzionamento dello spotter per saldatura a punti
Lo schema schematico dell'unità di controllo è mostrato in figura (Fig. 2). Quando viene fornita la tensione di alimentazione vengono caricati i dati memorizzati nella memoria non volatile relativi al primo pulsante. L'indicatore visualizza le informazioni fornite dal controller. Parallelamente all'emissione delle informazioni, viene monitorato lo stato dei pulsanti; quando viene rilevato un pulsante attivato, viene avviata la subroutine corrispondente. Le informazioni sulla bacheca vengono aggiornate in relazione alla nuova richiesta.
Ogni volta che si azionano i contatti dei pulsanti si sente un segnale acustico; la sua assenza significa che il controller non funziona correttamente o è bloccato.

Foto 3. Pannello indicatore dello spotter.
Utilizzando i pulsanti è possibile selezionare modalità richiesta lavorare, impostare i parametri di impulso desiderati. La modalità selezionata può essere salvata in memoria per un uso successivo.
Nella modalità "Operazione", il controller funziona come segue:
- Gli indicatori si spengono, il controller monitora il livello di tensione sul contatto AIN1.
- Quando la tensione scende a zero, il contatore si avvia con un periodo di pausa impostato.
- Alla fine del conto alla rovescia, viene inviato un comando al chip di controllo del tiristore (triac). Il processo si ripete ad ogni ciclo della tensione di rete per utilizzare solo la metà positiva del ciclo. Questo miglioramento evita la modalità di saturazione del ferro magnetico.
La tensione di rete viene monitorata lungo la catena dall'alimentatore, attraverso il contatto del connettore X-1 fino al contatto del controller SIN. Gli elementi VR2 e Q2 correggono la forma del segnale. La tensione per aprire il triac viene fornita al connettore X3, pin 1 e 2.
Ho spogliato le estremità e ho provato le alette: penzolavano liberamente sul filo. 
C'è sicuramente qualcosa che non va e volevo davvero capirlo.
Ho misurato diversi fili di rame in modo più preciso con un micrometro sovietico: è venuta fuori una media di 0,365 mm
E mi sono sistemato per contarli più comodamente... 
Contato 433 pezzi
Attraverso semplici calcoli matematici, la sezione trasversale effettiva del cavo è stata determinata in 45 mmq.
Non basterà, non basterà!
Com'è possibile, visto che hai visto l'etichetta sul cavo con i tuoi occhi? Ed è così che ingannano gli acquirenti creduloni. In molti negozi specializzati, quando acquistano cavi e fili, i venditori chiedono addirittura se la sezione trasversale è richiesta (secondo GOST) o sottostimata (secondo TU). Inoltre, anche la sezione trasversale del filo secondo GOST è sottostimata: è stata controllata più volte. I fili multifilari sono sottovalutati più dei fili pieni, perché... È difficile verificare la loro reale sezione trasversale. In questo caso il filo PuGV 1x50 con sezione già ridotta è stato siglato come PuGV 1x70.
Quindi, la sezione trasversale effettiva del filo è di 45 mmq, che non è ancora sufficiente per un trasformatore del genere. Non è stato possibile trovare velocemente un metro di filo con sezione reale di 70 mmq, quindi lo proverò su quello che ho (poi forse lo rifarò). Ho deciso inoltre di non modificare le punte, perché... Non li premerò, ma li salderò.
Il processo di saldatura di fili così spessi a casa non è un compito banale, quindi descriverò più in dettaglio come farlo.
Prendi il saldatore più potente disponibile e mettilo da parte: non ti servirà :)
Puoi comunque provarlo con un saldatore.
Un assistente per aumentare il numero di mani è altamente auspicabile. Sfortunatamente nessuno mi ha aiutato, quindi il processo non è stato così comodo come avrebbe potuto essere e ovviamente non ho scattato foto durante il processo: avevo le mani molto occupate, dovrò descriverlo a parole :)
La saldatura è stata effettuata con cannello a gas cinese di media potenza (1 kW dichiarato) 
Il luogo di saldatura è stato scelto in base ai requisiti sicurezza antincendio lontano da materiali infiammabili.
Ho spelato le estremità dei fili con un margine in modo che l'isolamento attorno alle punte non bruciasse troppo. 
Per prima cosa ho messo dei tubi termorestringenti per poi isolare le zone di saldatura. 
Il trasformatore è stato sollevato e fissato più in alto, i fili sono stati piegati verticalmente verso il basso: in questa posizione dovrebbero essere saldati. Bagno il filo con il flusso, metto la punta e piego i fili che sporgono nel foro di controllo in modo che la punta rimanga sul filo. Un filo di discreta sezione non cadrà comunque, poiché viene inserito nella punta con notevole forza.
Riscaldo la punta insieme al filo ad una temperatura di circa 220-230 gradi (in circa 1 minuto) e inserisco il filo di saldatura POS61 nello spazio, che si scioglie e riempie tutto lo spazio libero. Ci vogliono ancora un paio di minuti, mentre continuo a scaldare leggermente la punta. Non appena appare la saldatura nel foro di controllo, smetto di saldare e raffreddo lentamente tutto. Il secondo filo è stato saldato allo stesso modo 
Successivamente, ho tirato i tubi fino alle punte e li ho pressati con un asciugacapelli in due strati. 
Per trasmettere la massima potenza, i cavi di alimentazione non dovrebbero essere troppo lunghi, ma fili molto corti rendono difficile il processo di saldatura. La mia lunghezza è risultata essere di 35 cm, avrebbe potuto essere leggermente più corta. 
Per un comodo avviamento il pulsante è stato attaccato al cavo di alimentazione accanto alla punta (visibile in foto)
Per saldare le batterie, ho ritagliato gli elettrodi di rame da piastre da 2 mm 
E l'ho fissato in posizione 

Il display è molto fragile, è consigliabile proteggerlo meglio durante l'installazione, questo non l'ho fatto, magari lo rifarò più tardi. 
La prima cosa che ho controllato è stato il nastro in nichel. 
Larghezza 6 mm, spessore 0,14 mm e lunghezza 500 mm
La sezione trasversale è di 0,84 mmq, la resistenza misurata è di 0,051 Ohm, la conduttività specifica è di 0,086 Ohm*mm2/m, che corrisponde al nichel.
La conduttività del nichel è 5 volte inferiore a quella del rame, il che, insieme alla piccola sezione trasversale di questo nastro, non ne consente l'utilizzo per l'assemblaggio di batterie per potenti utensili elettrici. Per tali assemblaggi, è necessario utilizzare un nastro da 10x0,2 mm con una sezione trasversale di 2 mm quadrati o addirittura saldare le batterie con un conduttore di rame di 1 mm quadrato o più (che è quello che faccio di solito).
Testare il controller di saldatura e il saldatore stesso
Limiti di aggiustamento:
Durata dell'impulso 10-200 ms, predefinito 40 ms
Numero di impulsi 1-10, predefinito 2
Spostamento dell'impulso rispetto allo zero: 0-10 ms, predefinito 2 ms
La pausa tra gli impulsi è uguale alla durata dell'impulso
La modalità operativa non viene salvata dopo un'interruzione di corrente, ma è possibile sovrascrivere le impostazioni predefinite tenendo premuto il pulsante dell'encoder per 10 secondi.
Non sono presenti preimpostazioni o profili, ma a causa del numero limitato di impostazioni non sono necessarie
Dopo aver premuto il pulsante di avvio, l'indicatore dice WELDING (saldatura), un forte segnale di avviso suona 3 volte, quindi inizia la saldatura stessa e alla fine il segnale di fine saldatura suona 2 volte.
Il LED verde sulla scheda indica la modalità pronta. Si spegne durante il processo di saldatura.
Come in ogni attività, per ottenere un risultato normale sono necessarie abilità e formazione. La saldatura a resistenza ha un proprio campo di applicazione e questo deve essere preso in considerazione.
Non provare a cucinare immediatamente nuove batterie costose, perché... Ci sono troppe possibilità di rovinarli. Allenati su batterie vecchie o difettose per selezionare la forma degli elettrodi, la forza di serraggio e le modalità di saldatura.
Una piccola teoria.
La potenza specifica al punto di contatto è (I x U x T) / S
T (durata dell'impulso) può essere selezionata nei parametri del controller
U (tensione al punto di contatto) dipende dal trasformatore e dalla corrente che passa
I (corrente) dipende dal trasformatore, dagli elettrodi, dalla forza di serraggio nel punto di contatto
S (area di contatto) dipende dalla forma degli elettrodi e dalla loro forza di pressione
Come puoi vedere, ci sono molti parametri che influenzano, quindi dobbiamo selezionarli.
Ad esempio, non dovresti provare a realizzare elettrodi smussati o esercitare troppa pressione su di essi, perché... Nonostante l'elevata corrente, la tensione nel punto di contatto sarà molto piccola e naturalmente non si verificherà un riscaldamento normale. Inoltre, non dovresti distanziare troppo i punti di saldatura, perché la corrente non potrà raggiungere il valore richiesto a causa dell'elevata resistenza tra i contatti.
Grazie alla sincronizzazione degli impulsi con la rete, la ripetibilità dei punti di saldatura è piuttosto elevata. Tutti i test sono legati a un dispositivo specifico: i risultati possono naturalmente differire su un altro dispositivo.
Saldatura di una batteria in diverse modalità (da sinistra a destra)
1/10 1/20 1/40 2/40 2/60
Il primo è il numero di impulsi, poi la durata dell'impulso 
Il valore ottimale è 1/40.
Saldatura a batteria AAA, modalità 2/20 
Saldatura di graffette 
Di seguito è mostrato come non farlo cuocere le batterie :) 
Elettrodi smussati ed elevata forza di serraggio. 
In questo caso, la potenza non viene rilasciata nel punto di contatto, ma nel filo stesso: naturalmente, nulla viene saldato e la piastra vola via facilmente 
Saldatura di una batteria in un punto con elettrodi smussati (un elettrodo sulla batteria, il secondo sulla piastra)
Ci sono 2 punti dovuti alla saldatura 2 volte 
È troppo facile bruciare la batteria e la saldatura non dura 
Se hai davvero bisogno di una saldatura normale a un certo punto, smussa un elettrodo e premilo più forte contro la batteria in modo che il calore non si generi in questo punto.
Burnout in modalità 2/60 
Una combustione eccessiva può compromettere la tenuta della batteria, il che è inaccettabile.
Saldatura nel punto sbagliato della superficie laterale 
Sinistra - modalità 1/40ms, destra 2/60ms (overburn)
Non è presente alcuna guarnizione protettiva sulla superficie laterale interna e la saldatura può danneggiare il rullo della batteria.
Durante il processo di saldatura le batterie, il trasformatore e il triac non hanno il tempo di riscaldarsi, ma se si utilizza un trasformatore più potente e la saldatura è intensa potrebbe essere necessario il raffreddamento forzato
Auguri al produttore.
1. Aggiungere una modalità di saldatura senza ritardo preparatorio (per il controllo a pedale)
2. Aggiungi una modalità di saldatura tenendo premuto il pulsante (per saldare elementi massicci con tempi di esposizione lunghi)
3. Fornire la possibilità di disattivare il forte cigolio (almeno con un ponticello)
4. Sulla scheda, modificare la rotazione dei contatti sul display (in modo che corrispondano)
5. Impostare la scala di impostazione della durata dell'impulso su due zone, ad esempio da 10 a 100 ms - con incrementi di 1 ms, oltre 100 ms - con incrementi di 10 ms
Conclusione: il controller ha funzionato bene e può essere consigliato per l'uso
Fluffy ha rifiutato il servizio fotografico: il pezzo di ferro sospetto con fili spessi lo spaventa.
Il prodotto è stato fornito per scrivere una recensione dal negozio. La recensione è stata pubblicata in conformità con la clausola 18 delle Regole del Sito.
Ho intenzione di acquistare +97 Aggiungi ai preferiti Mi è piaciuta la recensione +136 +240