В муфельной печи при температуре 820 градусов. Муфельные печи – применение и принцип работы муфельных печей. Что представляет из себя лабораторная муфельная печь
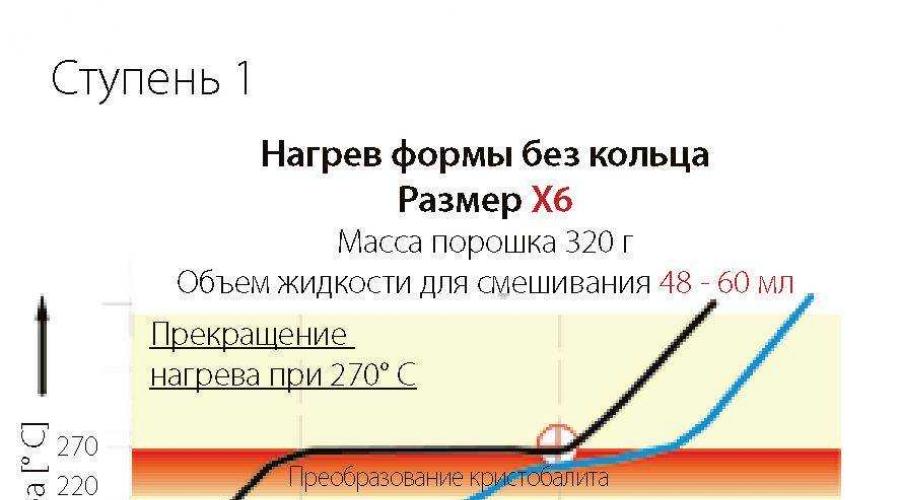
Нагрев формы без наружного опокового кольца X6 Если форму X6 нагревают до 270° C, то диаграмма ее нагрева изменяется. Большее количество порошка (320 г) требует и существенно большего количества жидкости (ок. 48-60 мл) в зависимости от вида формовочной смеси.
На температурной кривой видно, что теперь процесс испарения замедляется, и форма дольше остается в температурном диапазоне между 110° C ... 120° C.
Теперь время прокаливания составляет 30 минут нагрева плюс 45 минут выдержки, пока температура формовочной смеси в центре формы не достигнет 265° C. Только после этого увеличивают температуру нагрева в муфельной печи.
При использовании стального опокового кольца с вискозной прокладкой нагрев прекращают в диапазоне 270° C ... 300° C (при применении той же самой формовочной массы). Выдержка и температурный режим не изменяется.
Нагрев формы со стальным опоковым кольцом и синтетической прокладкой X6 В этом случае используют формовочную смесь с большим содержанием влаги, что значительно замедляет процесс испарения при температуре 110°C ... 120°C. На 320 г порошка добавляют от 68 до 80 мл жидкости.
Поэтому необходимо значительно увеличить выдержку при нагреве по сравнению с менее влагосодержащими формовочными массами.
После 30 минут нагрева до 300° C выдерживают еще 75 минут при постоянной температуре, чтобы форма в центре прогрелась до 265° C, после чего продолжают процесс предварительного нагрева.
Время выдержки определяется исключительно количеством влаги в формовочной смеси, а не конструктивными особенностями формы.

Нагрев формовочной смеси без опокового кольца X9
При изготовлении формы величиной X9 мы увеличиваем количество порошка до 480 г и объем жидкости, соответственно, от 72 до 90 мл. Вследствие этого при нагреве формы температура еще дольше остается в пределах 110°.. .120° C.
Температурная кривая собранной формы размером X9 складывается из участков 30 минутного крутого подъема температуры и 60 минутного стабильного прогрева при 270° C (до тех пор пока центр формы не достигнет фактической температуры 265° C), после чего процесс нагрева продолжают.
При использовании стального опокового кольца с вискозной прокладкой (при тех же самых типах формовочных масс) изменяется не время выдержки, а только температура нагрева в первой фазе выдержки.
Нагрев формы X9 со стальным кольцом и синтетической прокладкой
При массе порошка 480 г и объеме жидкости от 102 до 120 мл время выдержки увеличивается до 90 минут. Это обусловлено длительным испарением большого объема влаги из формы.
Время предварительного нагрева составляет 120 минут (при температуре печи 300° C температура в центре формы должна достигнуть 265° C), после чего нагревание может вестись дальше.


Превращение кварца
Превращение кварца в процессе нагрева собранной формы начинается при температуре формовочной смеси от 570° C и связано с продолжительностью процесса.
Как указывает приведенная рядом диаграмма, изменения начинаются только при температуре 570°C. Окончание превращения зависит от его длительности. Для полного перехода кварц должен быть выдержан 30 минут при температуре 570°C ... 580°C.
Важно не то, какую температуру создает муфельная печь, а когда именно температура формовочной смеси в центре формы действительно достигла этого значения.
Форма X3 Опоку с формовочной массой полностью высушивают при температуре 450°C. На этом участке нагрева от 300°C до 600°C воск или моделировочная пластмасса полностью выгорает в муфельной печи, то есть также имеет место термическое воздействие.
Так как формовочная масса в опоке полностью высохла, теперь имеет значение только величина собранной формы, а не количество влаги (т.к. она уже испарилась). Температуру нагрева поднимают со скоростью менее 8° C в минуту до температуры 580°C.
Форма величиной X3 нуждается в выдержке только 10 минут, пока масса не достигнет заданной температуры, после чего начинается превращение кварца. Собранная форма выдерживается в муфельной печи (если необходим дальнейший нагрев), так что в этом случае 30 минут для фазы выдержки вполне достаточно.


Форма X6 При величине формы X6 формовочной смеси необходимо примерно 15 минут, для достижения температуры 570° C, после чего в ней начинается фаза превращения кварца.
После 30-минутной выдержки форму можно нагревать дальше. Форма X9 Собранную форму размера X9 необходимо прогревать на протяжении 20 минут до температуры 570° C в центре формы. Поэтому при этом размере и литье сложных объемных конструкций рекомендовано устанавливать выдержку 40 минут.
Это очень важно, если речь идет о каркасе большой протяженности или цельнолитой вторичной конструкции. Цельнолитые каркасы достаточно велики, и оптимальное расширение - это предпосылка для хорошей припасовки в дальнейшем. 
Спекание кварца в формовочной смеси Спекание кварца происходит в интервале температур между 820° C ... 870° C и не ограничено по времени.
Если температура в форме достигла 870° C, то кварц, независимо от прошедшего времени, спечется. Спекшийся кварц не подвержен расширению или сжатию при изменении температуры.
Прохождение этой фазы термообработки имеет большое значение для припасовки работ большой протяженности. По окончании процесса спекания формовочная масса, охлажденная ниже 580° C, снова возвращает баланс кварца к исходному пункту.
Температура нагрева формовочной смеси всегда должна достигать 900° C, если нужен оптимальный результат литья и припасовки с очень хорошей поверхностью отливки.
Сплав также нужно прогреть почти до 900° C, дальнейший температурный режим плавки должен быть указан в инструкции производителем сплава. Сравнение измерений глубины шероховатостей на приведенной рядом иллюстрации показывает отчетливое улучшение качества поверхности.


Поверхностное спекание

Линейные графики нагрева:
Нагрев формы без опокового кольца X9 - 480 г порошка, 75 мл жидкости для смешивания

Эта диаграмма нагрева получена после сведения воедино предшествующих результатов физикохимических преобразований и графика повышения температуры в печи.
Максимальное воздействие на компоненты формовочной массы оказывают периоды выдержки температуры.
Именно они обеспечивают повторение качественных результатов литья и припасовки. Некоторые процессы подчинены физико-химическим законам и не могут изменяться по нашим желаниям.
Нагрев формы со стальным опоковым кольцом и синтетической прокладкой X9 - 480 г порошка, 75 мл жидкости для смешивания

При сравнении графика нагрева формы со стальным опоковым кольцом и вискозным вкладышем, с графиком нагрева формы без кольца, наблюдается идентичная последовательность во всем, кроме выдержки температуры в муфельной печи при 300° C.
В этом случае собранная форма в центре достигает той же самой температуры 265° C, как и формовочная масса без опокового кольца при температуре выдержки нагрева печи 270°C. При температуре нагрева муфельной печи выше 450° C тепловая реакция различных форм идентична.
Очень часто керамисты, у которых есть самодельная муфельная печь задаются вопросом, как измерить температуру в этой самой печи. Для этого есть несколько проверенных способов.
1. Определение температуры по цвету черепка
Это самый малозатратный способ. Но вместе с тем и довольно сложный, т.к. температуру нужно определять по цвету раскаленной керамики в печи. При определенной сноровке это можно делать довольно точно. Примерное соответствие цвета и температуры в печи показано на рисунке ниже.
Пирометрический конус — это керамическая пирамидка, которая под воздействием определенной температуры начинает размягчаться и падать. Каждый конус имеет свой номер, и рассчитан на свой температурный диапазон (см. картинку выше).

Пирамидки устанавливаются на подставки из материала более тугоплавкого, чем сами пирометры, например из шамота, на глубину 3-4 мм.
Обычно ставят несколько конусов разных номеров — один посередине на рабочую температуру, другие на более низкую и более высокую. Рабочий пироскоп должен при обжиге наклониться и достать основания. При этом конус номером ниже ложится практически полностью, а номером выше слегка наклоняется. За состоянием конусов обычно наблюдают во время обжига через смотровое окошко и, как только рабочий конус коснулся поверхности, печь выключают.

Это традиционный способ измерения температуры в печи. Правда, с его помощью измеряется не только и не столько температура в конкретной точке печи, а колличество тепла, которое пироскоп смог принять. Например, можно быстро нагреть печь до 1050°С, при этом конус №105 может не упасть, если же довести температуру до 1030°С и сделать длительную выдержку, то конус начнет плавиться и падать. Это свойство пирометрических конусов очень близко к свойствам обжигаемой керамики, поэтому «обжиг на конус» очень распространен в наше время, т.к. он позволяет добиваться схожих результатах в печах с разными характеристиками и разными программами для обжига.
3. Температурные кольца
Температурные кольца — это новое поколение пироскопов. Также, как и конусы кольца позволяют узнать количество поглощенного тепла, при этом полученные показатели будут более точными. При нагреве температурные кольца сокращаются в размере, и измерив их диаметр после обжига с помощью микрометра, получим определенную величину, которую можно затем перевести в температуру.

Правда, этот способ не подходит, если мы хотим наблюдать за температурой в печи непосредственно во время обжига, т.к. кольца сокращаются на очень малую величину, которую невозможно заметить невооруженным взглядом.
Пирометр — это прибор, который измеряет температуру в печи дистанционно. При направлении пирометра на объект на экране высвечивается его температура.

Высокотемпературный пирометр — вещь довольно дорогостоящая, поэтому используют его, как правило, на крупных производствах.
Пожалуй, самый распространенный способ измерения температуры в муфельной печи — с помощью термопары. Термопара в основе своей — это два куска проволоки из специальных сплавов, сваренных между собой.

Каким-то непостижимым образом на кончике термопары вырабатывается электричество, причем, чем температура выше, тем больше милливольт мы получим на выходе. Эти милливольты можно замерить соответствующим прибором и перевести их в температуру.
Наибольшее распространение получила — хромель-алюмель, или К-типа по международной классификации. Эта термопара позволяет измерять температуру вплоть до 1300°С. Причем, чем проволока толще, тем дольше будет служить термопара на высоких температурах. В настоящее время существуют различные приборы, которые могут измерять температуру с помощью термопары ТХА. Вот, один из самых простых.
В настоящее время существуют различные приборы, которые могут измерять температуру с помощью термопары ТХА. Вот, один из самых простых.

Еще один доступный вариант — Мультиметр М838 (DT-838) — в него заложена функция измерения температуры с помощью ТХА, и часто термопара идет в комплекте. Правда, она очень тонкая и на высоких температурах прослужит недолго.

Второй распространенный тип термопар, который устанавливается в современных муфельных печах, — это термопара ТПП — платинародий-платина или S-типа. Эта термопара намного дороже хромель-алюмели, но зато она может долго служить на высоких температурах вплоть до 1600°С. Как правило она идет в защищенном кожухе.

Термопару ТПП, также как и ТХА, можно подключить к электронному измерителю-регулятору температуры, например, к .

Этот прибор позволяет измерять текущую температуру, а также может управлять печью по программе, заданной пользователем.
Термопару ТХА можно подключать непосредственно к контроллеру, если хватает длины проводов. Если же нет, то необходимо использовать термокомпенсационный провод. Как правило, этот провод состоит из той же пары металлов — хромель-алюмели, только меньшего диаметра. Для подключения платиновой термопары можно использовать простой медный провод.
Если просто подключить термопару к контроллеру и подать на него питание, то он будет показывать текущую температуру в печи. Если же добавить к этой системе какой-нибудь управляющий элемент — симистор или твердотельное реле, то мы сможем проводить обжиг по программе и высвободить немного времени для более творческих задач. О том, как это все подключить и получить при этом , мы поговорим как-нибудь .
А пока я прощаюсь с вами. До новых встреч и успехов вам в гончарном деле!
Мастер Куделя © 2013 Копирование материалов сайта разрешено только с указанием автора и прямой ссылки на сайт-источник
Самодельная муфельная электрическая печь (малая)


Здесь я опишу конструкцию бюджетной электрической муфельной печи небольшого размера. Мощность печи 500 Вт,
теоретическая температура до 800 градусов, но я не грел до туда, поскольку для
этого у меня есть посерьёзней печь. Особенностью данной конструкции является
предельная простота и предельно низкая стоимость комплектующих. Такую
конструкцию можно изготовить из подручных материалов всего за несколько дней, из
которых основное время уйдёт на сушку муфеля печи.
Верхний корпус печи с открытой дверцей.
В центре корпуса размещается сам муфель. Теплоизоляция дверцы, как видно
на фото, при помощи асбестового картона на шпильках. Окно закрыто двумя
слоями слюды с некоторым зазором между слоями.
Муфельная печь в сборе. Она состоит из
двух скреплённых между собой корпусов. В верхнем корпусе размещён сам
муфель, а в нижнем блок управления.
Я сразу советую вам делать печь как у меня в разных корпусах. Это позволит вам не париться с охлаждением блока управления различными вентиляторами. Верхний корпус будет нагреваться и создавать тягу, что в сочетании с перфорацией в нижнем корпусе, будет достаточно для охлаждения регулятора температуры.
Изготовление муфеля.
Муфель можно изготовить множеством разных способов. Можно взять готовую керамическую трубу. Лучше всего муллитокремнезёмистую МКР, можно трубу от старого реостата, от плавкого большого предохранителя. Если предпочитаете прямоугольную камеру, то лучше лепить самому. Поскольку мой сайт заточен на те практические конструкции, какие мне удалось сделать самому, то вот рецепт моего муфеля.


Каолин (каолиновая глина)- 1 часть. Можно найти
возле фарфорового завода. Привозят вагонами для производства фарфора, фаянса,
электротехнической керамики. Если нет, пойдёт любая глина пожирней.
Песок- 3 части. Лучше карьерный песок, нежели речной.
Всё это тщательно перемешиваем, затворяем водой до состояния, когда комок ещё
не растекается, а держит форму и оставляем в полиэтиленовом мешке на пару дней.
Затем достаём и снова перемешиваем до однородного состояния. Затем уже лепим
муфель.
Отступление.
Сейчас в продаже есть много того, чего ещё недавно не было. Сейчас я для
подобных работ пользуюсь вот таким связующим. Мертель екатеринбургского ооо Печник и его
характеристики. Стоит иметь в виду, что это готовый мертель, т. е. в нём
уже присутствует наполнитель дабы при сушке не терял объём. Поэтому
добавлять к нему крупную фракцию, такую как песок уже в меньшем объёме.


Итак, лепка муфеля. Прямоугольный муфель лепится в прямоугольном фанерном или из крагеса
ящике. Муфель с ровным подом и арочным сводом лепится в таком же ящике. Размер ящика равен внешнему размеру муфеля плюс
3-6 % усадки. Лепится всегда изнутри ящика, поскольку муфель при сушке сжимается
и при лепке снаружи трещины неизбежны. Чтобы смесь не прилипала к стенкам ящика,
стенки изнутри прокладываются полиэтиленом. Если смесь полусухая, то можно
положить бумагу. Так можно сэкономить время сушки.
После того, как муфель вылеплен, оставляют сохнуть на несколько дней. Когда
стенки муфеля наберут необходимую прочность, переворачивают и снимают коробку с
муфеля. Далее, если муфель недостаточно прочен для обмотки спиралью, его
несколько дней сушат на батарее или в печи. Затем медленно обжигают до 900
градусов. Если у вас напряжёнка с обжигом, в крайнем случае можно оставить сухой
необожжённый муфель. Но прочность будет уже не та.
Если муфель достаточно прочен, то обматывают спиралью, наносят обмазку и в
сборе сушат и обжигают. В сборе это делать предпочтительней, поскольку обмазка
лучше будет держаться на полусыром муфеле. Внимательно следите, чтобы внутри
спирали не было пустот, всё было заполнено обмазкой. Иначе будет локальный
перегрев нихрома.
Расчёт нагревателя.
Про расчёт нагревателя в сети много материалов. Все они обладают различной
степенью научности сего вопроса. Например,
можно не только почитать различные соображения, но и рассчитать нагреватель на
встроенном калькуляторе. Входными данными являются мощность печи, материал
нагревателя, температуры нагревателя и нагреваемого изделия, конструкция и
размещение нагревателей. На выходе получаем диаметр и длину проволоки
нагревателя. Но при ближайшем рассмотрении выясняется, что диаметр выбран из
соображений экономии материала проволоки и условия эксплуатации близки к
идеальным. В жизни обычно бывает всё наоборот. Обычно в закромах лежит моток
старого нихрома и его владельца мучит вопрос, можно ли его использовать на благо
человека. И с мощностью печи тоже сплошные вопросы.
Поэтому приведу свою методику расчёта, пусть и не
такую научную, но основанную на своём опыте изготовления подобных устройств.
Итак, первое с чем надо определиться, это мощность печи. Мощность напрямую
зависит от величины муфеля и применяемой футеровки. Величину (объём) муфеля
определяете сами, в зависимости от величины нагреваемых изделий.
Для современных печей с применением волокнистых теплоизоляторов (МКРВ,
ШПВ-350 и т. п.) примерная мощность на литр объёма будет:
Объём камеры печи (литров)
Удельная мощность (Вт/
литр)
1-5
500-300
5-10
300-120
10-50
120-80
50-100
80-60
100-500
60-50
Допустим, например, у вас объём камеры 3 литра, поэтому мощность печи будет
1200 Вт. У меня объём муфеля чуть больше литра, поэтому мощность нагревателя
возьмём 500 Вт.
Далее, вычисляем ток через нагреватель:
I = P/U= 500/220 = 2,27 A
И величину сопротивления нагревателя
R =
U/I = 220/2,27 = 97 Ом
Далее лезем в закрома и смотрим диаметр
имеющегося нихрома. У меня оказался нихром диаметром 0,65 мм. Далее по таблице
прикидываем, выдержит ли наш нихром такой ток.
Диаметр (мм)
0,17 0,3 0,45 0,55 0,65
0,75 0,85
Допустимый ток (А) 1
2 3
4 5
6 7
Как видим, при диаметре 0,65 допустимый ток 5 А,
так что наши 2,27 А он выдержит с большим запасом. Вообще, при изготовлении
нагревателя, нужно брать проволоку потолще, потому что чем толще проволока, тем
больше выдерживаемая ей температура и срок службы.
Максимальные рабочие температуры
нагревательных элементов. Здесь:
GS 40
Нихром
GS 23-5
Еврофехраль
GS SY
Суперфехраль
GS T
Еврофехраль

НО! Это палка о двух концах. Сильно утолщать
диаметр проволоки мы не можем, потому что чтобы получить расчётное сопротивление
97 Ом, придётся очень сильно увеличивать длину проволоки, что может быть не
приемлемо из конструктивных соображений.
По таблице определяем номинальное сопротивление 1 погонного метра
проволоки. Здесь:
GS 40
Нихром
GS 23-5
Еврофехраль
GS SY
Суперфехраль
GS T
Еврофехраль

Итак, из таблицы для диаметра 0,65 мм берём (и последующим измерением прибором
подтверждаем), номинальное сопротивление 3,2 ОМ/метр.
Следовательно, длина проволоки будет:
L = R/3,2 = 97/3,2 = 30 Метров
Вот и расплата за излишний диаметр провода излишним метражём. Но это не
беда, потому что мотать как есть этот провод не буду, да и есть опасность не
уследить и допустить межвитковое замыкание на нашем муфеле. Этот провод нужно
навить на стержень. Кончик проволоки вместе со стержнем зажимается в патрон сверлильного
станка, на худой конец, патрон ручной дрели. Проволока подаётся под
небольшим натягом.

При навивке необходимо соблюсти следующие рекомендации. Диаметр стержня
для навивки проволоки диаметром до 4,5 мм должен быть не меньше:
-
для нихромов четырёхкратному диаметру проволоки;
-
для фехралей пятикратному диаметру проволоки.
Для всех сплавов при диаметре больше 4,5 мм, не менее шестикратному диаметру
проволоки.
Есть ещё одна засада при работе с фехралем. Фехраль, в отличие от нихрома,
после прокалки становится хрупким, поэтому его уже кантовать не стоит.
Готовую спираль равномерно растягиваем до длины, комфортной для обмотки муфеля.
Но не больше, потому что сжать равномерно будет уже значительно трудней.
Обматываем муфель по канавкам и наносим обмазку, как на рис.4.
Далее наш муфель размещаем в металлическом корпусе.


Основная футеровка выполнена блоками из кирпичей шамотного легковеса ШЛ-0,4. Кирпич легко
обрабатывается инструментом, ранее описанным . Обратите внимание на отверстие в заднем блоке легковеса для термопары и два отверстия для выводов нихрома.
При установке повредилась боковая стенка муфеля, но это не страшно, она будет восстановлена этим же составом после установки.

Хочется предостеречь вас от некоторых засад,
которые могут подстерегать вас при изготовлении футеровки.
Прежде всего хочу предупредить при соблазне применить асбест. Да,
плавится он при 1500 градусов, но при 800 градусах он теряет химически связанную
воду превращается в порошок. Поэтому такие изделия из него, как картон или шнур
могут работать до этой температуры. Кроме того, фехраль не должен контактировать
с асбестом. Я его применил, так как эта печь заточена до этой температуры и у меня нихром.
Далее, по поводу применения в качестве связующего жидкого стекла. Его можно
применять для лепки муфелей, работающих до 1088 градусов, при превышении этой
температуры муфель поплывёт.Кроме того, фехраль тоже не любит контакта с жидким стеклом.
По поводу применения волокнистых материалов на минеральной (базальтовой)
основе, повторю что писал на одном из форумов. Это почти одно и то же.
Производят выдуванием из расплава. Хорошо держат температуру. Но они имеют
связующее, которое не выдержит и 250 градусов. Но в инетах хитрые продавцы
приводят огнеупорность самого волокна. Формально они правы. Но то, что после
первой прокалки связующее выгорит и они осыпятся кучкой, это не пишут. Есть
сорта и с огнеупорным связующим, но информации очень мало. Только косвенные
признаки- допустим, предназначенные для бань и каминов. И опять проводят
огнеупорность самого волокна. И стоит ли повторять, что фехраль их тоже не
любит. Так что если есть возможность пролететь, лучше использовать уже
проверенные. А из проверенных мной подойдут более
всего муллитокремнезёмные войлоки, например, МКРВХ-250 (1300 гр).
Кстати, в
Сухом Логе наладили производство керамических одеял Cerablanket, Cerachem
Blanket, Cerachrom Blanket. Я с первым из них имел дело, выдерживает прямое
пламя горелки. Два последних ещё более огнеупорны. Но сам их не пробовал.
По сети гуляют описания печей, которые все передирают друг у друга, в которых
фигурирует в качестве материала муфеля шамотная глина.
Обычная глина обладает большой усадкой и используется как связующее. Шамот же не
что иное, как обожжённая глина. Шамот не лепится, используется как наполнитель и
требует связующего, например, обычную необожжённую глину. Поэтому что
подразумевают под выражением шамотная глина, совершенно не понятно.
Блок управления.
Поскольку я обещал описание наибюджетнейшей, наипростейшей печи, то и
регулятор температуры будет соответствующий. Хороший недорогой регулятор Ш-4501,
который можно купить по цене от 1 до 2 тысяч рублей. Самый дешёвый и сердитый
регулятор. Выпускается с диапазонами измерения
и регулирования температур от 0- 200 до 0-1600 градусов. В качестве
измерительного элемента термопары ХК, ХА и ПП.
Техническое описание и инструкция по эксплуатации милливольтметра регулирующего
типа Ш4501
. Почитаете на досуге.
Передняя панель блока управления. Данное
исполнение регулятора на диапазон от0 до 800 градусов, термопара ХА.
Внизу справа налево включатель блока управления, неоновая лампа ТЛО
(оранжевая) индикации подачи напряжения на нагрузку, лампа ТЛЗ (зелёная)
индикации отключения нагрузки и красная лампа индикации обрыва
термопары.


Расключения на задней стороне Ш4501. Для
непонятливых на пластмассовой крышечке ещё раз приведена схема
расключений. Прошу обратить внимание- компенсационный провод должен идти
до самого клеммника с компенсационной катушкой.
Такая арматура для индикаторных ламп уже не
выпускается, поэтому рекомендую применить современные типа
XB2-EV161
. Они бывают красного, жёлтого, зелёного, белого и синего
цветов. Схема электрическая блока управления. Если
не найдёте достаточно мощный тумблер включения блока управления, то
поместите его после контактов реле ПЭ23. Реле идёт в комплекте с
прибором Ш4501. Мощность контактов реле 500 ВА в цепи переменного тока.
На схеме не показано- 3 группы контактов у меня в параллель, поэтому
коммутируемая мощность до 1500 ВА. На схеме исправлено- лампа ТЛЗ
подходит к нормальнозамкнутым контактам, ТЛО к нормальноразомкнутым.

Реализация монтажа блока управления в этой коробке. Регулятор засовывается спереди по лыжам. Подсоединяется разъём (справа). Реле крепится на задней крышке изнутри.


Печь в сборе. Вид сзади. Как видите,
провода термопары и выводы нагревателя охлаждаются просто на воздухе,
без излишеств. Провода нагревателя подключаются через клеммник,
желательно с керамическим основанием. Рекомендую использовать
керамическое нутро от розетки или керамического патрона лампы.
Выводы термопары тоже через клеммник. К этим же контактам клеммника
подключается отрезок соответствующего градуировке компенсационного
провода. Если это будет обычный провод, то прибор будет врать на
величину разности температур между этим клеммником и задней панелью
Ш4501 с измерительной катушкой. Снаружи на задней крышке смонтирована
накладная розетка для подключения нагрузки, а на задней крышке коробки
муфеля клеммник для подключения термопары. Это позволяет использовать
этот блок управления не только с этим муфелем, но и для регулирования
температуры в других ваших устройствах. Достаточно прикрутить термопару
такой градуировки к клеммнику и всунуть вилку в розетку.
Немного о самодельной термопаре. Для окончательной бюджетности нашей печи я применил самодельную термопару градуировки ХА. Я предпочитаю самодельные термопары не из-за жадности, а просто потому, что они обладают меньшей инерционностью по сравнению с заводскими. Хотя есть риск сжечь входные цепи регулятора. Подробно на изготовлении такой термопары я останавливаться не буду, потому что этот процесс хорошо освещён в литературе (Бастанов. 300 практических советов) и в интернете.

Материалом послужили жилы из компенсационного провода градуировки ХА. Концы сварены вольфрамовым электродом в атмосфере аргона. Если так сварить вам слабо, тогда как это описано в книгах в графите с бурой с помощью мощного трансформатора.Затем термопара засовывается в керамическуюдвухканальную МКР трубку. Тут уж вам, пардон, придётся раскошелиться.
Нагревательная камера в сборе. Стенка долеплена, замазаны щели. Затем вокруг устья муфеля наносится замазка с некоторым излишком. Затем накрывается полиэтиленом и крышка закрывается. На замазке отпечатывается рельеф крышки. Полиэтилен снимается и всё это хозяйство сушится. Зазоры между крышкой и камерой минимальны.
Муфель в сборе. После укладки спирали, она обмазывается тем же составом, из чего состоит муфель. Концы спирали крепить петлёй из стеклоленты со слюдой. Не забудьте под спираль положить закладной стержень. Когда муфель высохнет, стержень вынимается и остаётся отверстие под термопару.
Муфель без обвязки. Обратите внимание на пазы на углах муфеля. Они для того, чтобы спираль при обмазке не смещалась. Внизу канавка для термопары. Термопара должна находиться в непосредственной близости от спирали.
В настоящее время довольно разнообразный сортамент ответственных труб нагревают и охлаждают в процессе термообработки в проходных муфельных печах различной конструкции с подачей в них защитного газа для получения светлой поверхности. Муфели обогреваются снаружи либо продуктами сгорания, либо электрическими нагревателями. Печи громоздкие, электрические нагреватели высокотемпературных печей часто перегорают, срок службы муфелей невелик из-за неравномерного нагрева и коробления. Однако основной их недостаток - отсутствие механизации: для организации непрерывного потока (по одной трубке через каждый муфель) на входной стороне печи трубы вручную стыкуются друг с другом с помощью втулок, а с выходной их вручную расстыковывают. Это снижает производительность труда и приводит к заметному браку, особенно на трубках мелких диаметров (6-12 мм). Конвейерные муфельные печи громоздки, неэкономичны и часто выходят из строя из-за обрывов цепей.
Организация непрерывного транспортирования труб малого диаметра (особенно тонкостенных) при их прямом нагреве кипящим слоем также вызывает значительные трудности, если не говорить о технологических процессах, в которых труба, как проволока, движется в виде сплошной бесконечной нити.
Сотрудниками Первоуральского новотрубного завода было предложено осуществлять термообработку (нагрев и охлаждение) холоднодеформированных труб перлитного класса с целью снятия напряжений, возникающих при деформации, в муфелях, обогреваемых снаружи кипящим слоем. Первый такой агрегат описан.
Предварительные опыты показали, что скорость нагрева в обогреваемых кипящим слоем муфелях примерно вдвое меньше скорости прямого нагрева этих трубок в кипящем слое частиц корунда 320 мм, но значительно больше, чем в пламенной газовой муфельной печи с цепным конвейером. При одинаковой температуре муфеля (920° С) время нагрева в муфелях трубы 25 X 2 (сталь 20) до 820° С составляло соответственно 2,5 и 6 мин, причем температура рабочего пространства пламенной печи была на 70-80° С выше температуры кипящего слоя. Различие скоростей нагрева в этих условиях объясняется большой массой металла цепей, прогревающихся вместе с трубой конвейерной печи и неравномерностью температур по длине муфеля. Этим же объясняется и примерно вдвое меньшая скорость охлаждения труб в конвейерной печи. Интересно, что в муфеле небольшого диаметра (25 мм) поверхность нагреваемых труб получалась светлой даже без подачи в них защитного газа за счет сгорания смазки, поскольку нагревали необезжиренные трубы непосредственно после стана ХПТР.
На основании этих данных проектный отдел завода и теплотехническая лаборатория совместно с УПИ спроектировали полностью механизированный пятиручьевой муфельный агрегат. Он включает в себя загрузочный стол со стеллажами; устройство, задающее в печь трубы и состоящее из пятиручьевого трайб аппарата с индивидуальным электроприводом и пневмонажимным устройством; камеру нагрева с кипящим слоем, в которой с шагом 175 мм расположены пять муфелей длиной ~2,8 м (длина обогреваемой части 1,3 м) диаметром 114 мм и толщиной стенки 10 мм из стали Х23Н18; трубчатый водяной холодильник (труба в трубе) длиной 1,7 м, являющийся фактически продолжением муфелей; устройство, принимающее трубы (магнитный ролик с индивидуальным электроприводом, скорость вращения которого равна скорости задающего устройства); рольганговый стол выдачи с гладкими роликами и цепным сбрасывателем.
Печь с кипящим слоем имеет камеру нагрева прямоугольного сечения, футерованную шамотом на жидком стекле, с газоплотной металлической обшивкой. Роль подины в печи выполняют две съемные газораспределительные решетки площадью 960 х 570 мм, каждая из которых имеет по 40 (фактически 39) колпачков из стали Х23Н18 с диаметром головки 50 мм, установленных с шагом 110 мм по углам квадрата. Каждый колпачок имеет по шесть отверстий диаметром 2,8 мм, через которые из камер смешения подается газо-воздушная смесь. Для сушки печи и разогрева предусмотрена двухпроводная горелка ГНП-2. Псевдоожижаемым материалом является корунд № 32 (320 мкм) ГОСТ 3647-71 и ОН-11-60 с высотой насыпного слоя (от отверстий в колпачках) 300 мм.
Агрегат был изготовлен и смонтирован силами завода и сдан в промышленную эксплуатацию в декабре 1970 г. Сметная стоимость печи составляет - 9 тыс. руб., из них на кладку 2,5 тыс. руб. и загружаемый в печь корунд ЭБ-32 1,5 тыс. руб. Фактические затраты на корунд существенно меньше, так как он стоит 293 руб/т, а его загрузка не превышает 1 т. Воздуходувка стоит -2 тыс. руб. Сметная стоимость механизации равна 11 тыс. руб, КИП и автоматики -4 тыс. руб.
Ускорение нагрева труб в агрегате с кипящим слоем позволило сократить его длину по сравнению с пламенными муфельными печами, что исключило необходимость стыковки труб. Так как длина печи с холодильником меньше длины термически обрабатываемых труб, то вне печи всегда имеется свободный конец трубы, находящийся либо в толкающем трубу трайб-аппарате до печи, либо в тянущем ее магнитном ролике после холодильника. Пройдя магнитный ролик, трубы попадают на цепной сбрасыватель, управляемый автоматически или дистанционно, и сбрасываются им со стола выдачи.
Единственной ручной операцией на агрегате является задача пакета труб в трайб-аппарат, причем через каждый муфель одновременно движется от 1 до 30 труб со скоростью 1,0-0,2 м/мин в зависимости от диаметра труб и толщины стенки.
Температура в печи поддерживается автоматически изменением расхода газа при постоянном для данной номинальной температуры расходе воздуха, заметно превышающем теоретически необходимое количество (а в = 1,15-2,5). Рабочие скорости псевдоожижения составляют 0,5-0,8 м/с при температуре печи 900-1100° С. Такой способ регулирования увеличивает потери с уходящими газами, но упрощает систему автоматики и позволяет регулировать температуру, практически не изменяя заданную скорость псевдоожижающего агента. С увеличением номинальной температуры расход воздуха увеличивается задатчиком.
Измерения с помощью зачеканенных термопар показали, что после разогрева печи и выхода ее на стационарный режим (примерно через 2 ч после розжига) температура всех муфелей становилась одинаковой как по длине, так и по сечению и практически равной температуре кипящего слоя. Лишь температура с входного конца муфеля была несколько ниже. Следовательно, в муфельных печах с кипящим слоем теплоотдача от слоя к муфелю не лимитирует скорость нагрева труб, которая определяется только внутренним теплообменом.
Печь нормально работает при 900-1000° С. На холостом ходу при 900; 950 и 1000° С приведенный к нормальным условиям расход природного газа равен соответственно 16, 21 и 24 м 3 /ч. Видно, что с увеличением производительности печи общий расход газа увеличивается незначительно, а удельный - резко сокращается. Приведены данные разных авторов по удельным расходам тепла, затрачиваемого на нагрев 1 т трубных изделий в проходных печах, видно, что в печи с кипящим слоем удельные расходы тепла в 1,9-1,25 раза меньшие, чем в пламенных печах.
Балансовые испытания, проведенные при температуре печи 1000° С и нагреве в ней 520 кг/ч труб размером 8 X 1,5 мм до 820° С, показали, что на нагрев труб расходуется 29,8% подводимого тепла, потери через кладку составляют 18,7%, потери с излучением через открытый верх печи 11%, на нагрев защитного газа (азота), подаваемого в муфели, идет 5,2%, потери с дымовыми газами 35,3%. Зависимость к. п. д. печи от ее производительности оказалась достаточно близкой к расчетной, заложенной в основу проекта.

Термограммы, полученные измерением температуры движущейся в муфеле трубы с вставленной в нее термопарой, показывают, что время нагрева каждой трубы до заданной температуры увеличивается при увеличении числа труб в муфеле, однако несмотря на вызываемое этим уменьшение скорости движения труб производительность печи при этом увеличивается. Если одна труба диаметром 40 X 2 мм при скорости 0,55 м/мин нагревается до 820° С за 120-130 с, то две - за 180 с, что при уменьшении скорости в 1,5 раза позволяет примерно на 35% повысить производительность.
При анализе данных необходимо иметь в виду: наличие в трубах крупнее 10 мм воды и смазки, замедляющих прогрев на начальном участке; медленный нагрев труб в части муфеля, расположенной в кладке; охлаждение выходного конца муфеля и труб теплопроводностью (муфель соединен с холодильником без теплоизолирующей прокладки, чтобы охлаждение труб начиналось уже в выходной части муфеля).

В описываемой печи, находившейся в непрерывной промышленной эксплуатации с декабря 1970 по март 1972 г., осуществляли отжиг труб промежуточных и конечных размеров (в том числе и на экспорт) сталей 10; 20; 35; 45; 15Х; 20Х; 40Х; 20А диаметром 4-12 мм с толщиной стенки <4,0 мм, а также готовых труб для ВАЗа из сталей 10, 20 диаметром 6-36 мм толщиной стенки <55,0 мм. Механические свойства как по длине отдельной трубы, так и по разным трубам всех пяти муфелей, заметно не различались (o в и о s обычно не более чем ±1-2 кгс/мм 2 , б не более ±4%), были стабильны по времени и вполне удовлетворяли техническим условиям. Металлографические исследования показали, что микроструктура металла труб после отжига в кипящем слое представляет собой равноосные зерна феррита и перлита.

При нормальных режимах эксплуатации термообработанные трубы имеют светлую поверхность. При увеличении производительности трубы выходят из холодильника нагретыми до температуры, превышающей 300° С, поэтому на поверхности появляются цвета побежалости (допускаемые техническими условиями).

В течение 1971 г. печь проработала под нагрузкой 6589 ч со средней производительностью 300 кг/ч, т. е. выдала -2000 т продукции (-1000 ч печь работала без загрузки - холостой ход, испытания, отработка режимов; -1000 ч составили простои), а за 2 месяца 1972 г. - 1116 ч со средней производительностью 322 кг/ч. Максимальная производительность печи при температуре слоя 1000° С на трубах готовых размеров (5 X 1-8 X 1 мм) достигает (от 3,6-4 до 1 мм и менее). За год эксплуатации на печи было обработано более 3,5 тыс. т. труб. Сравнительные показатели муфельных печей с кипящим слоем и пламенным нагревом приведены в табл. 27, составленной по цеховым данным.
Из табл. 27 видно, что съем труб с 1 м 2 пода печи при переходе на кипящий слой увеличен с 58,5 до 240 кг/(м 2 .ч), т. е. в шесть раз. Число обслуживающих рабочих сокращено вдвое (с двух до одного в смену). Стоимость печи с оборудованием и КИП составила 35,5 тыс. руб, экономический эффект - более 45 тыс. руб/год.

Используя положительный опыт работы этих печей, сотрудники того же цеха ПНТЗ в ноябре 1972 г. сдали в промышленную эксплуатацию третий десятимуфельный агрегат для светлой термообработки труб для ВАЗа и других заказчиков.
В состав агрегата рис. 74 входит стеллаж 1; роликовый стол задачи 2; три электромагнитных секционных ролика 3 с электроприводом, задающие трубы в печь; десять муфелей 4 диаметром 89x6 мм из стали Х23Н18, расположенных в камере нагрева 5 с кипящим слоем электрокорунда 0,4 мм; трубчатый водяной холодильник 6; электромагнитный секционный ролик 7 расстыковки труб; направляющие патрубки 8 из немагнитной стали с электрокатушками, сигнализирующими о прохождении трубы и открывающие желоба 10 сброса труб; электромагнитный сгонный ролик 9, перемещающий трубы в желоб сброса 10; ленточный транспортер для труб, падающих с желоба 10 в карман 11. Трубы перед подачей их в печь стыкуются двумя рабочими с помощью патрубков из немагнитной стали.

На выходе из холодильника трубы автоматически расстыковываются роликом 7, скорость вращения которого больше, чем роликов задачи труб, а патрубки свободно падают в корзину. В зоне стола выдачи и ленточного транспортера расположен кнопочный пульт ручного управления сбросом труб, который при необходимости обслуживается третьим рабочим. На агрегате термически обрабатывают трубы диаметром 12-30 мм с толщиной стенки 0,5-3,5 мм из углеродистых сталей. Основные требования, предъявляемые к качеству термически обработанных труб:

Качество обработанных на агрегате труб удовлетворяет указанным требованиям. Для получения светлой поверхности в муфели подается 70-80 м 3 /ч защитного газа (95-96% азота, 4-5% водорода). Муфели установлены на опорах, выполненных из тех же труб, что и муфели. Практика показывает, что оптимальный шаг между опорами для муфелей с толщиной стенки 5-7 и 10-14 мм составляет соответственно 300 и 500 мм. Наличие опор не влияет на псевдоожижение материала.
По длине камеры нагрева агрегата, аналогичной изображенным на рис. 69 и 74, внутренними размерами в плане 3,78x1,58 м и расширением вверху до 2,04 м, предусмотрено три газораспределительные решетки площадью 1,94 м 2 , и соответственно, три самостоятельные зоны регулирования температуры. В каждую решетку при изготовлении вварено по 180 колпачков с шагом 100x100 мм. Как и на печи, изображенной на рис. 74, колпачки изготовлены из трубки (сталь Х23Н18) диаметром 24 мм, один конец которой закован, а ниже просверлено по четыре отверстия диаметром 3 мм (толщина стенки трубки 7 мм). Такие колпачки, нетрудоемкие в изготовлении, отлично зарекомендовали себя на второй пятимуфельной печи (за все время эксплуатаци ни один не вышел из строя). В верхней части камеры нагрева предусмотрен дырчатый свод. Высота насыпного слоя 250 мм, сопротивление решетки и слоя (суммарное) ~8 кН/м 2 . Условная скорость пневдоожижения (в расчете на холодную смесь) на номинальном режиме и при пуске составляет соответственно 0,1-0,15, 0,22-0,25 м/с.
В соответствии с требованием технологического режима в трех зонах печи поддерживают разные температуры. При обработке труб готовых размеров для ВАЗа (трубы 30x1,5 и 36x2,1 мм, ТУЗ-208-69) они составляют 850, 820 и 810° С соответственно. Скорости перемещения труб при этом равны 0,8-1,2 м/мин, что обеспечивает среднюю производительность 600 кг/ч. Для труб готовых и предготовых размеров по ГОСТ 9567-60 и др. температуры по зонам составляют 950, 920 и 820° С, а скорости перемещения труб 0,8-8 м/мин в зависимости от толщины стенки. Средняя производительность на этих трубах достигает 1 т/ч.
Важно отметить, что переход с одного температурного режима на другой (например, повышение температуры с 820 до 950° С) длится всего 5-6 мин, что практически исключает простои печи при переходе на другой сортамент труб. Регулирование температуры осуществляется автоматически изменением расхода газа на каждую зону при постоянном расходе воздуха. Абсолютный расход топлива (природного газа) при таком режиме колеблется в пределах 55-80 м 3 /ч. Капитальные затраты по агрегату составили на печь 12 086, КИП и автоматику 8461 и на механическое оборудование 23 048 руб.
Поскольку этот агрегат представлял собой реконструированную муфельную пламенную печь, не удалось создать оптимальный вариант механизации. Между тем сейчас есть все исходные данные для создания механизации таких печей, практически полностью исключающей ручной труд. Такая печь нами разрабатывается в настоящее время. Тем не менее даже при существующей дорогой и не очень совершенной механизации расчетный экономический эффект от реконструкции печи составляет 81 тыс руб./год. Из методики расчета, приведенной в последней главе, следует, что применение кипящего слоя в муфельных агрегатах тем выгоднее, чем больше тепловая нагрузка муфеля, т. е. чем больше металла проходит через него в единицу времени. Именно поэтому агрегат с кипящим слоем в отличие от пламенного дает большую производительность при заполнении всего сечения муфеля трубами. Это означает, что муфельные агрегаты с кипящим слоем весьма перспективны и для светлого нагрева в муфелях достаточно массивных изделий (трубки, шпиндели, кольца и т. д.), который позволяет к тому же весьма просто механизировать их перемещение. В настоящее время нами заканчивается сооружение муфельного агрегата с кипящим слоем для нагрева подшипниковых колец на одном из заводов. Эксперименты показали, что кольца диаметром 130-140 мм толщиной 20 и шириной 30- 50 мм нагреваются до 1100-1150° С за 8-12 мин. Расчет по приведенной далее методике дает те же показатели.
На трубных заводах достаточно широко распространены муфельные конвейерные печи для светлой безрисочной обработки труб. В этих печах на нагрев конвейерной цепи, транспортирующей трубы в муфелях, тепла затрачивается в несколько раз больше, чем на нагрев самих труб, в результате чего резко увеличивается как время нагрева до заданной температуры, так и время охлаждения. Анализ показал, что применение кипящего слоя для обогрева муфелей позволяет в этих условиях существенно интенсифицировать теплообмен. Кроме того, обычно одна и та же цепь конвейера проходит и через печь, и через охладитель. Разделив один конвейер на две цепи (одна в пределах печи, другая в холодильнике), можно превратить недостаток конвейерных печей в их преимущество, ибо в этом случае первая цепь будет горячей практически по всей длине, т. е. ускорит нагрев труб, а вторая, холодная по всей длине, будет способствовать охлаждению труб. Уменьшение длины горячей цепи снизит механические и температурные нагрузки на нее и увеличит надежность ее работы. Такой агрегат в настоящее время разрабатывается нами совместно с сотрудниками ПНТЗ.
Администрация Общая оценка статьи: Опубликовано: 2012.05.21
Начало
Началась эта затея, как обычно начинается множество подобных затей – случайно зашёл в мастерскую к знакомому, а он показал новую «игрушку» – полуразобранную муфельную печь МП-2УМ (рис.1 ). Печь старая, «родной» блок управления отсутствует, термопары нет, но нагреватель целый и камера в хорошем состоянии. Естественно, у хозяина вопрос – а нельзя ли приделать к ней какое-нибудь самодельное управление? Пусть простое, пусть даже с небольшой точностью поддержания температуры, но чтобы печь заработала? Хм, наверное, можно… Но сначала неплохо было бы посмотреть документацию на неё, а потом уточнить техническое задание и оценить возможности его воплощения.
Итак, первое – документация есть в сети и легко находится по запросу «МП-2УМ» (также лежит в приложении к статье). Из перечня основных характеристик следует, что питание печи однофазное 220 В, потребляемая мощность примерно 2,6 кВт, верхний порог температуры – 1000°С.
Второе – нужно собрать электронный блок, который мог бы управлять питанием нагревателя с потребляемым током 12-13 А, а также мог бы показывать заданную и реальную температуры в камере. При конструировании блока управления следует не забывать, что нормального заземления в мастерской нет и неизвестно, когда будет.
Учитывая вышеперечисленные условия и имеющуюся электронную базу, решено собирать схему, измеряющую потенциал термопары и сравнивающую его с выставленным «заданным» значением. Сравнение проводить компаратором, выходной сигнал которого будет управлять реле, которое в свою очередь будет открывать и закрывать мощный симистор, через который сетевое напряжение 220 В будет поступать на нагревательный элемент. Отказ от фазоимпульсного управления симистором связан с большими токами в нагрузке и отсутствием заземления. Решили, что если при «дискретном» управлении окажется, что температура в камере колеблется в больших пределах, то тогда переделаем схему в «фазовую». Для индикации температуры можно применить стрелочный прибор. Питание схемы – обыкновенное трансформаторное, отказ от импульсного блока питания так же обусловлен отсутствием заземления.
Самым сложным было найти термопару. В нашем городишке магазины таким не торгуют, но выручили, как обычно, радиолюбители с их желанием вечно хранить в гаражах всякое радиоэлектронное барахло. Примерно через неделю после оповещения ближайших знакомых о «термопарной потребности» позвонил один из старейших радиолюбителей города и сказал, что есть какая-то, лежащая ещё с советских времён. Но её надо будет проверить – может оказаться, что она низкотемпературная хромель-копелевая. Да, конечно проверим, спасибо, ну, а для экспериментов подойдёт любая.
Небольшой «поход в сеть» на предмет просмотра того, что уже сделано другими по этой теме, показал, что в основном по такому принципу самодельщики их и конструируют –«термопара – усилитель – компаратор – силовое управление» (рис.2 ). Поэтому и мы не будем оригинальными – попробуем повторить уже проверенное.

Эксперименты
Сначала определимся с термопарой – она одна и она односпайная, поэтому в схеме компенсации изменения комнатной температуры не будет. Подключив к выводам термопары вольтметр и обдувая спай воздухом с разной температурой из термофена (рис.3 ), составляем таблицу потенциалов (рис.4 ) из которой видно, что напряжение растёт с градацией примерно в 5 мВ на каждые 100 градусов. Учитывая внешний вид проводников и сравнивая полученные показания с характеристиками разных спаев по таблицам, взятым из сети (рис.5 ), можно с большой вероятностью предположить, что применяемая термопара является хромель-алюмелевой (ТХА) и что её можно использовать длительное время при температуре 900-1000 °С.



После выяснения характеристик термопары экспериментируем со схемотехникой (рис.6 ). Схема проверялась без силовой части, в первых вариантах применялся операционный усилитель LM358, а в окончательный вариант был установлен LMV722. Он тоже двухканальный и тоже рассчитан на работу при однополярном питании (5 В), но, судя по описанию, имеет лучшую температурную стабильность. Хотя, очень может быть, что это была излишняя перестраховка, так как при применённой схемотехнике погрешность установки и поддержания заданной температуры и так достаточно велика.

Результаты
Окончательная схема, управления показана на рис.7 . Здесь потенциал с выводов термопары T1 поступает на прямой и инверсный входа операционного усилителя ОР1.1, имеющего коэффициент усиления примерно 34 dB (50 раз). Затем усиленный сигнал проходит через фильтр низкой частоты R5C2R6C3, где 50-тигерцовая помеха ослабляется до уровня –26 dB от уровня, приходящего с термопары (эта цепь была предварительно симулирована в программе , расчетный результат показан на рис.8 ). Далее отфильтрованное напряжение подаётся на инверсный вход операционного усилителя ОР1.2, выполняющего роль компаратора. Уровень порога срабатывания компаратора можно выбирать переменным резистором R12 (примерно от 0,1 В до 2,5 В). Максимальное значение зависит от схемы включения регулируемого стабилитрона VR2, на котором собран источник образцового напряжения.
Для того, чтобы компаратор не имел «дребезга» переключений при близких по уровню входных напряжениях, в него введена цепь положительной обратной связи – установлен высокоомный резистор R14. Это позволяет при каждом срабатывании компаратора смещать уровень образцового напряжения на несколько милливольт, что приводит к триггерному режиму и исключает «дребезг». Выходное напряжение компаратора через токоограничительный резистор R17 подаётся на базу транзистора VT1, управляющего работой реле К1, контакты которого открывают или закрывают симистор VS1, через который напряжение 220 В подаётся в нагреватель муфельной печи.


Блок питания электронной части выполнен на трансформаторе Tr1. Сетевое напряжение поступает на первичную обмотку через фильтр низкой частоты C8L1L2C9. Переменное напряжение со вторичной обмотки выпрямляется мостом на диодах VD2…VD5 и сгладившись на конденсаторе С7 на уровне около +15 В, поступает на вход микросхемы-стабилизатора VR1, с выхода которой получаем стабилизированные +5 В для питания ОР1. Для работы реле К1 берётся нестабилизированное напряжение +15 В, избыточное напряжение «гасится» на резисторе R19.
Появление напряжения в блоке питания индицируется зелёным светодиодом HL1. Режим срабатывания реле К1, а значит и процесс нагрева печи, показывает светодиод HL2 с красным цветом свечения.
Стрелочный прибор Р1 служит для индикации температуры в камере печи при левом положении кнопочного переключателя S1 и требуемой температуры при правом положении S1.
Детали и конструкция
Детали в схеме применены как обыкновенные выводные, так и рассчитанные на поверхностный монтаж. Почти все они установлены на печатной плате из одностороннего фольгированного текстолита размером 100х145 мм. На ней же закреплен трансформатор питания, элементы сетевого фильтра и радиатор с симистором. На рис.9 показан вид на плату со стороны печати (файл в формате программы находится в приложении к статье, рисунок при ЛУТ надо «зеркалить»). Вариант установки платы в корпус показан на рис. 10 . Здесь же видны закрепленные на передней стенке стрелочный прибор Р1, светодиоды HL1 и HL2, кнопка S1, резистор R12 и пакетный переключатель S2.


Ферритовые кольцевые сердечники для сетевого фильтра взяты из старого блока питания компьютера и затем обмотаны до заполнения проводом в изоляции. Можно использовать дроссели и другого типа, но тогда потребуется внести необходимую правку в печатную плату.
Уже перед самой установкой блока управления на печь, в разрыв одного из проводников, идущих от фильтра к трансформатору был впаян обрывной резистор. Его цель не столько защищать БП, сколько понизить добротность резонансного контура, получающегося при шунтировании первичной обмотки трансформатора конденсатором С9.
Предохранитель F1 впаян на вводе 220 В в плату (установлен вертикально).
Трансформатор питания подойдёт любой, мощностью более 3…5 Вт и с напряжением на вторичной обмотке в пределах 10…17 В. Можно и с меньшим, то тогда потребуется установка реле на более низкое рабочее напряжение срабатывания (например, пятивольтовое).
Операционный усилитель ОР1 можно заменить на LM358, транзистор VT1 на близкий по параметрам, имеющий статический коэффициент передачи тока более 50 и рабочий ток коллектора более 50…100 мА (КТ3102, КТ3117). На печатной плате разведено место и для установки транзистора в smd исполнении (ВС817, ВС846, ВС847).
Резисторы R3 и R4 сопротивлением 50 кОм - это 4 резистора номиналом 100 кОм, по два "в параллель".
R15 и R16 припаяны к выводам светодиодов HL1, HL2.
Реле К1 – OSA-SS-212DM5. Резистор R19 набран из нескольких последовательно включенных для того, чтобы не перегревался.
Переменный резистор R12 – RK-1111N.
Кнопочный переключатель S1 – КМ1-I. Пакетный выключатель S2 – ПВ 3-16 (исполнение 1) или подобный из серии ПВ или ПП под нужное количество полюсов.
Симистор VS1 – ТС132-40-10 или другой из серий ТС122…142, подходящий по току и напряжению. Элементы R20, R21, R22 и C10 распаяны навесным монтажом на выводах симистора. Радиатор взят из старого компьютерного блока питания.
В качестве стрелочного электроизмерительного прибора Р1 подойдёт любой подходящего размера и с чувствительностью до 1 мА.
Проводники, идущие от термопары к блоку управления сделаны максимально короткими и выполнены в виде симметричной четырёхпроводной линии (как описано ).
Силовой вводной кабель имеет сечение жил около 1,5 кв.мм.
Наладка и настройка
Отлаживать схему лучше поэтапно. Т.е. запаять элементы выпрямителя со стабилизаторами напряжения – проверить напряжения. Спаять электронную часть, подключить термопару – проверить пороги срабатывания реле (на этом этапе понадобится или какой-то нагревательный элемент, подключенный к внешнему дополнительному блоку питания (рис.11 ), или хотя бы свеча или зажигалка). Затем распаять всю силовую часть и, подключив нагрузку (например, электрическую лампочку (рис.12 и рис.13 )) убедиться, что блок управления поддерживает выставленную температуру, включая и выключая лампочку.



Настройка может понадобиться только в усилительной части – здесь главное, чтобы напряжение на выходе ОР1.1 при максимальном нагреве термопары не превышало уровня 2,5 В. Поэтому если выходное напряжение велико – то его следует понизить изменением коэффициента усиления каскада (уменьшив сопротивление резисторов R3 и R4). Если же используется термопара с малым выходным значением ЭДС и напряжение на выходе ОР1.1 получается небольшим – то в этом случае нужно увеличить коэффициент усиления каскада.
Номинал подстроечного резистора R7 зависит от чувствительности применяемого прибора Р1.
Можно собрать вариант блока управления без индикации напряжения и, соответственно, без режима предварительной установки нужного температурного порога – т.е. удалить из схемы S1, Р1 и R7 и тогда для выбора температуры следует сделать риску на ручке резистора R12 и на корпусе блока нарисовать шкалу с температурными отметками.
Провести калибровку шкалы несложно – на нижних пределах это можно сделать с помощью термофена паяльника (но нужно как можно больше прогревать термопару, чтобы её длинные и относительно холодные выводы не остужали место термоспая). А более высокие температуры можно определить по плавлению разных металлов в камере печи (рис.14 ) – процесс это относительно долгий, так как требуется изменять установки малым шагом и давать печи достаточное время для прогрева.

Фото, показанное на рис. 15 , сделано при первых включениях в мастерской. Температурная калибровка ещё не была сделана, поэтому шкала прибор чистая – в дальнейшем на ней появится множество разноцветных меток, нанесённых маркером прямо на стекло.

Через некоторое время владелец печи позвонил и пожаловался на то, что перестал загораться красный светодиод. При проверке оказалось, что он вышел из строя. Скорее всего, это произошло из-за того, что при последнем включении проверялись возможности печи и камера, со слов владельца, нагревалась до белого цвета. Светодиод заменили, блок управления переносить не стали – во-первых, может быть, дело было и не в перегреве блока управления, а во-вторых, больше таких экстремальных режимов не будет, так как нужды в таких температурах нет.
Андрей Гольцов, r9o-11, г. Искитим, лето 2017
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| OP1 | Операционный усилитель | LMV722 | 1 | возможна замена на LM358 | В блокнот | |
| VR1 | Линейный регулятор | LM78L05 | 1 | В блокнот | ||
| VR2 | ИС источника опорного напряжения | TL431 | 1 | В блокнот | ||
| VT1 | Биполярный транзистор | КТ315В | 1 | В блокнот | ||
| HL1 | Светодиод | АЛ307ВМ | 1 | В блокнот | ||
| HL2 | Светодиод | АЛ307АМ | 1 | В блокнот | ||
| VD1...VD5 | Выпрямительный диод | 1N4003 | 5 | В блокнот | ||
| VS1 | Тиристор & Симистор | ТС132-40-12 | 1 | В блокнот | ||
| R1, R2, R5, R6, R9, R17 | Резистор | 1 кОм | 6 | smd 0805 | В блокнот | |
| R3, R4 | Резистор | 100 кОм | 4 | см. текст | В блокнот | |
| R8, R10, R11 | Резистор | 15 кОм | 3 | smd 0805 | В блокнот | |
| R13 | Резистор | 51 Ом | 1 | smd 0805 | В блокнот | |
| R14 | Резистор | 1.5 МОм | 1 | smd или МЛТ-0,125 | В блокнот | |
| R15, R16 | Резистор | 1.2 кОм | 2 | МЛТ-0,125 | В блокнот | |
| R18 | Резистор | 510 Ом | 1 | smd 0805 | В блокнот | |
| R19 | Резистор | 160 Ом | 1 | smd 0805, см. текст | В блокнот | |
| R20 | Резистор | 300 Ом | 1 | МЛТ-2 | В блокнот | |
| R21 | Резистор |