סימון גלגלי יהלום להשחזה חותכים. חידוד כלי מפנה למתכת - הוראות מפורטות עם וידאו ותמונות. מכשיר להשחזת כלי מפנה
מבין כל הפעולות הטכנולוגיות המבוצעות על חלקי עבודה ממתכת, עיבוד על ציוד מפנה הוא הנפוץ ביותר. לכן השחזה חותכים לעבודות מתכת הוא תהליך חשוב ביותר שצריך להתבצע בצורה נכונה. התכונות של הליך כזה תלויות הן בחומר המיועד לעיבוד והן בסוג כלי החיתוך עצמו (בצורה, רציף, חיתוך חוט, משעמם וכו').
עיצוב כלי חריטה
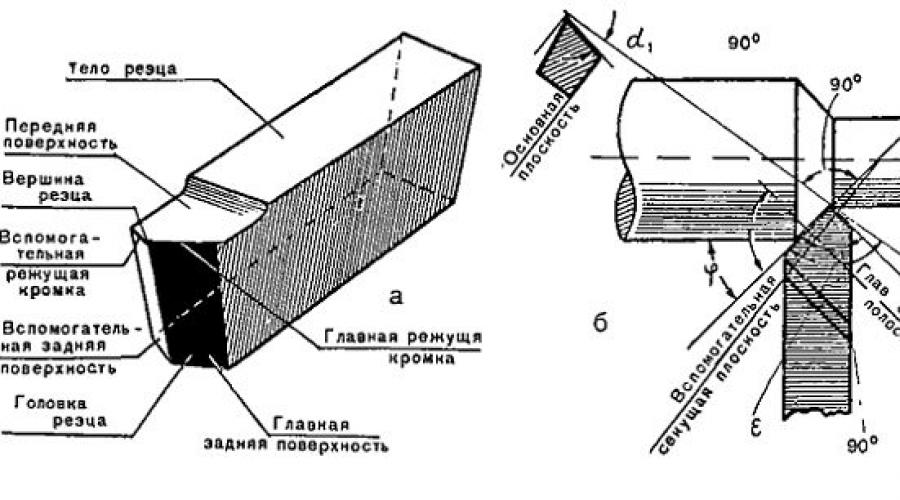
חידוד כלי סיבוב לא יכול להתבצע בצורה נכונה ללא הבנה תכונות עיצובכלי כזה. המרכיבים העיקריים של העיצוב שלו הם מוט המחזיק, שבעזרתו החותך מקובע על המכונה, כמו גם ראש העבודה: זה החלק החיתוך שלו שצריך לחדד באופן קבוע.
בואו נסתכל מקרוב על ראש העבודה של חותך מסתובב. הוא נוצר על ידי שני סוגים של משטחים: קדמי ואחורי. קל מאוד להבחין בין החלק הקדמי: דרכו מסירים שבבים. הצדדים האחוריים הם אותם הצדדים של החותכים שאליהם מופנה חלק העבודה במהלך העיבוד. הם יכולים להיות ראשיים או עזר, בהתאם למיקומם.
רוֹב אלמנט חשובכל חותך (כולל עבור מַחֲרָטָהעבור מתכת) - קצה החיתוך שלו - נוצר במפגש בין המשטחים הראשיים והקדמיים האחוריים. העיצוב של כל חותך כולל גם קצה עזר, שנוצר על ידי הצטלבות המשטחים האחוריים שלו: הראשי והעזר. החלק העליון של הכלי, המוזכר בספרות המתמחה, הוא המפגש בין קצוות החיתוך והעזר שלו.
המאפיינים העיקריים של כלי חרטת מתכת המגדירים אותם פונקציונליות, הן זוויות חידוד, מחולקות לראש ולעזר. על מנת לקבוע את הערכים של העיקריים, הם נמדדים במישור שנוצר כאשר קצה החיתוך מוקרן על המישור הראשי.
באופן כללי, שני מישורים משמשים לקביעת הזוויות של כלי חיתוך:
- העיקרית, המונחת על הצד התומך של חותך הסיבוב, הממוקם בחלקו התחתון (ביחס לכיוון ההזנה של המכונה, מישור כזה מקביל);
- מישור חיתוך הממוקם באופן משיק ביחס לפני השטח של חומר העבודה (מישור זה מצטלב עם קצה החיתוך הראשי של הכלי).

בעיצוב החלק העובד של חותך מסתובב, ישנם מספר סוגים של זוויות:
- נקודות - ממוקמות בין המשטח הקדמי של החותך והראשי האחורי;
- הראשיים האחוריים - ממוקמים בין המשטח הראשי האחורי למישור החיתוך;
- ראשי קדמי - ממוקם בין הצד הקדמי של הכלי למישור הניצב למישור החיתוך.
די פשוט לבדוק את נכונות ההגדרה שלהם: הסכום שלהם הוא תמיד 90 מעלות.
בנוסף לאמור לעיל, עיצוב ראש העבודה של חותך מסתובב מאופיין בכמה זוויות נוספות בין:
- כיוון ההזנה וההקרנה שעושה קצה החיתוך הראשי;
- מטוס העיבוד והמשטח הקדמי של החותך;
- תחזיות שמניחות את קצוות החיתוך הראשיים והעזר.
כלים לציוד מפנה
כדי להבין את הכללים לחידוד חותכים למחרטות מתכת, זה לא מספיק פשוט לצפות בסרטון הדרכה. יש צורך לקבל מושג כיצד מסווגים מכשירים כאלה. הפרמטר החשוב ביותר לפיו מסווגים כלי מפנה סוגים שונים, הוא סוג העיבוד המבוצע בעזרתם. על בסיס זה, נבדלים הבאים.

עם חותכים כאלה, חלקי עבודה מעובדים לאורך ציר הסיבוב.
מְנִיָהבאמצעות חותכים אלה על מחרטה, הם מצמצמים את המדפים וחותכים את חלקי העבודה.
מחורץכפי שהשם מרמז, הם יוצרים חריצים חיצוניים ופנימיים על משטחים גליליים. אתה יכול גם ליצור חריצים בצדדים החיצוניים של חלקי עבודה באמצעות כלי חיתוך מתכת. בנוסף, חותכים כאלה מאפשרים לך לחתוך חלקים מחומר העבודה בזווית ישרה.
מְשַׁעֲמֵםבעזרת כלים כאלה, חורים מעובדים על מכונות.
הַשׁחָלָהחותכים אלה מיועדים במיוחד לחיתוך חוטים.
מְעוּצָבבאמצעות חותכים מסוג זה, נוצרים בליטות או חריצים בצורת על החלק החיצוני של חלקי עבודה גליליים.
Chamferבעזרת חותכים אלה, מסירים את השיפוטים מחלקי העבודה.

חותכי סיבוב מחולקים גם לסוגים בהתאם לכיוון שבו הם משמשים לעיבוד חומר העבודה. אז, ביניהם יש יד ימין (העיבוד מתבצע לכיוון ה-headstock) ושמאליים (עיבוד לכיוון tailstock).
כלי מפנה מסווגים לפי חומר הייצור, שיטת חיבור החלק החיתוך למחזיק, וגם לפי מספר פרמטרים נוספים.
כללים לחידוד כלי סיבוב
על מנת להיות יעילים, איכותיים ומדויקים בחיתוך מתכת, יש להשחיז באופן קבוע את החותכים, ובכך לתת לחלק העובד שלהם את הצורה הנדרשת ולקבל זוויות עם הפרמטרים הנדרשים. רק כלים שחלק החיתוך שלהם עשוי בצורת לוחית קרביד חד פעמית אינם זקוקים להשחזה. כדי לבצע הליך חשוב כזה במפעלי ייצור גדולים, משתמשים במכונות עם מכשירים מיוחדים, ויחידה מבנית נפרדת עוסקת בכך.
על מנת לחדד כלי מפנה במו ידיכם במכונה ביתית או לעשות זאת במפעל קטן, תוכלו להשתמש בטכניקות שונות. הליך זה יכול להתבצע באמצעות ריאגנטים כימיים או באמצעות גלגלי שחיקה קונבנציונליים. יש לציין כי השחזה של כלי סיבוב במכונות מיוחדות או אוניברסליות המשתמשות היא הזולה ביותר, אך שיטה יעילהנותן לחותכים את הפרמטרים הגיאומטריים הנדרשים.

כמובן שכלי הפיכת המתכת האיכותיים ביותר מושחזים במכונה שתוכננה במיוחד להליך זה. אם אין לך ציוד כזה ברשותך, אתה יכול להשתמש במכונה אוניברסלית עם גלגל שחיקה. בעת בחירת מעגל כזה, חשוב לשים לב לחומר שממנו עשוי החלק העובד של הכלי המעובד. לכן, על מנת לחדד ביעילות חותך קרביד, תזדקק לגלגל קרבורונדום עם מאפיין יָרוֹק. כלים, שחלק העבודה שלהם עשוי מפחמן או מעובדים בצורה מושלמת במכונות עם גלגלים בינוניים קשים עשויים קורונדום.
השחזה של כלי חריטה למתכת יכולה להתבצע ללא קירור או עם קירור, שעדיף יותר. אם השחזה מתבצעת עם קירור, אז מים קריםיש להזין באופן שווה למקום שבו כלי הסיבוב בא במגע עם גלגל השחזה. במקרה שבו לא נעשה שימוש בקירור במהלך תהליך ההשחזה, לאחר ההשחזה אי אפשר לקרר מיד את הכלי בצורה חדה: זה יכול להוביל לסדק של החלק החיתוך שלו.
ניתן ללמוד כיצד להשחיז חותכי סיבוב במכונת השחזה במו ידיכם באמצעות סרטון הדרכה. בעת ביצוע הליך זה, חשוב להקפיד על רצף מסוים. קודם כל, המשטח הראשי האחורי מעובד על גלגל השחזה, לאחר מכן משטח העזר האחורי, ולבסוף המשטח הקדמי מחודד. השלב האחרון של השחזה הוא עיבוד קצה החותך - נותן לו את רדיוס העקמומיות הנדרש.
במהלך תהליך ההשחזה, החותך מוזז כל הזמן במעגל, תוך ניסיון לא ללחוץ עליו חזק מדי (ניתן לראות זאת בסרטון). יש צורך להקפיד על המלצה זו כך ששטח המעגל יתלבש באופן שווה, וגם כדי שקצה החיתוך של כלי הסיבוב יהיה חלק ככל האפשר.
תכונות של חותכי השחזה עבור מחרטה
ישנם ניואנסים מסוימים שיש לקחת בחשבון בעת חידוד כלי סיבוב במו ידיך באמצעות מכונת השחזה. לפיכך, עיבוד המשטח האחורי של החותך מתבצע בשלושה שלבים.
- בתחילה, המשטח האחורי מעובד בזווית השווה לזווית האחורית של המחזיק עצמו. ככלל, מתברר שהוא מעט גדול יותר מזווית החיתוך האחורית (כ-5 מעלות).
- בשלב השני, המשטח האחורי של צלחת החיתוך עצמה מעובד. במקרה זה, הוא מושחז בזווית העולה על זווית החיתוך האחורית ב-2 מעלות.
- השלב השלישי הוא היווצרות הזווית האחורית הנדרשת באמצעות גימור. חשוב שזווית כזו לא תיווצר על כל המשטח האחורי של החותך, אלא רק על שיפוע צר הסמוך ישירות לקצה החיתוך.
גם המשטח הקדמי של כלי המפנה מחודד במספר שלבים. אז, הוא מושחז תחילה לזווית השווה לזווית של צלחת החיתוך עצמה. זווית זו, כמו במקרה של משטח האגף, גבוהה מעט מזווית חיתוך המגרפה. זווית החיתוך בפועל שצריכה להיווצר על המשטח הקדמי של החותך מתקבלת על ידי סיום השחזה או גימור. רצועה צרה הסמוכה לקצה החיתוך של תוספת הקרביד נתונה לתהליכים אלה.

כדי לעשות את זה נוח יותר להשחיז כלי סיבוב במכונות השחזה, כמו גם להשיג זוויות עם פרמטרים מוגדרים, משתמשים ברפידות מיוחדות, המותקנות בין המשטח התומך של הכלי לשולחן המכונה שבו הוא ממוקם. כדי להשיג חידוד מדויק ואיכותי עוד יותר, אתה יכול לשנות את עיצוב שולחן המכונה במו ידיך, ולהפוך אותו להתאמה בגובה ובזווית הסיבוב. לאחר שינוי כזה של המכונה, הצורך להשתמש ברפידות בעובי מסוים נעלם.
בעת השחזה של כלי מפנה, חשוב לוודא שקצה החיתוך שלו ממוקם באותה רמה של מרכז גלגל השחזה, אך לא נמוך מ-3-5 מ"מ ביחס אליו. יש לקחת בחשבון גם את כיוון הסיבוב של גלגל השחזה. זה הכרחי כדי להפוך את תהליך ההשחזה לבטוח יותר, וגם כדי למזער את הסיכון של התוסף החיתוך לרדת ממחזיק החותך. גלגל ההשחזה צריך להסתובב במהלך ההשחזה כדי ללחוץ על לוח החיתוך, ולא לקרוע אותה מהמחזיק.

פעולות מקדימות - השחזה על המחזיק, הסרת הלחמה וכדומה - מבוצעות לרוב על מחדד באופן ידני. במכונות השחזה אוניברסליות, חותכים מושחזים ומסיימים במתקנים; רוֹב מכשיר אוניברסליעבור השחזה וגימור של חותכים יש סגן שלוש סיבובים (איור 84). במכונות מיוחדות, החותכים מושחזים בעיגולים בצורת CC. הגדרת מכונות אלו עבור זוויות השחזה שצוינו היא פשוטה ואין צורך בחישוב מחדש של הזוויות שצוינו כדי להתקין את משענת הכלי. בטבלה 121 מציג דיאגרמות של מכשירים לחידוד וגימור המשטחים הקדמיים והאחוריים.
טבלה 121
חיבורים למכונות מיוחדות להשחזה חותכים
באמצעות שני סולמות מחזיקי כלים וסולם מנוחה לכלי מכונה, המשטח שיש לחידוד נקבע במקביל למשטח העבודה של המעגל בזוויות המצוינות בציור החותך.
איכות השחזה של חותכים תלויה הבחירה הנכונהגלגלי שחיקה. מומלץ לבחור את מאפייני הגלגל ומצבי השחזה לפי הטבלה. 122 ו-123.
טבלה 122
מאפיינים של גלגלים שוחקים ומצבי השחזה של חותכים

טבלה 123
מאפיינים של גלגלי יהלום להשחזה חותכים

לפני השחזה וגימור יהלומים, יש לעבד חותכי קרביד על המחזיק עם גלגל אלקטרוקורונדום בגודל גרגר 50-40, קשיות CM1-CM2, כך שהשחזת יהלומים תתבצע על לוח קרביד.
בעת ביצוע חותכים חדשים, יש להתאים את עיצוב החותך כך שבעת ההשחזה גלגל היהלום מעבד רק את לוחית הקרביד ואינו נוגע במחזיק כלי הפלדה. זה מושג על ידי תליית הצלחת מעל המחזיק על ידי הקצאת זוויות מתאימות לאורך המשטחים הראשיים והמשטחים העזר.
לחותכים חייבות להיות שלוש זוויות על המשטחים האחוריים: α ו-α + 2° על הצלחת ו-α + 4° על המחזיק ו-α 1 ו-α 1 + 2° על הצלחת ו-α 1 + 4° על המחזיק.
תהליך ההשחזה מחדש שונה מהשחזה של חותכים חדשים, שכן קצבת ההשחזה מחדש תלויה במידת הבוטות של הכלי. בנוסף, לאחר ההשחזה מחדש, התלייה של הצלחת מעל המחזיק נעלמת, ולכן מומלצות שתי אפשרויות לתהליך השחזה מחדש של החותך:
1) השחזת יהלומים בלבד (המחזיק מטופל תחילה עם עיגולי EB);
2) השחזה ראשונית עם גלגלי KZ ולאחריה השחזה או גימור עם גלגלי יהלום.
תהליכים טכנולוגיים אופייניים להשחזה וגימור חותכים ניתנים בטבלה. 124 ו-125.
חידוד כלי מפנה הוא עיבוד משטח העבודה, המורכב ממתן הצורה והזווית הנדרשות לכלי חדש או משעמם.
בתום ההשחזה מתבצע הליך גימור במהלכו משחיזים את הכלי ומנקים לבסוף את משטח העבודה.
1 חידוד כלי חריטה וסוגיו
התכונות הגיאומטריות של כלי חיתוך לעץ או מתכת קבעו מראש את כלי החיתוך הפגיע ביותר שלו. אבל למרות זאת, הם נמצאים בשימוש נרחב בפועל. תהליך ייצור חלקים במכונות, קודם כל, כולל חיתוך ריקים לגודל הנדרש.
השחזה של כלי החיתוך חייבת להיעשות בזהירות כדי לא לפגוע בחלק החיתוך של הכלי.
למפעלי מתכת גדולים יש תמיד מחדד. בנוסף, ייצור בקנה מידה גדול כולל נוכחות של מכונות משעממות כדי לתת לחותכים מצב עבודה. בקטנה סדנאות עושות זאת בעצמן.
חידוד יכול להיות:
- שוחקים (גלגלי שחיקה);
- כימי-מכני (עיבוד מתכת עם תרכובות מיוחדות);
- באמצעות מכשירים מיוחדים.
להשחזה שוחקת, השתמש במחרטה משעממת לנענע או באופן עצמאי באמצעות אבן שחיקה. חידוד ידני אינו מאפשר עיבוד איכותי של הכלי, תוך התחשבות בזוויות הנדרשות. המורכבות של התהליך היא שהמתכת המחוממת מאבדת את תכונותיה. התוצאה הסופית תלויה במיומנות של הפונה.

כלי קרביד מושחזים באמצעות קרבורונדום ירוק. לעיבוד חותכי פלדה, השתמש בגלגל שחיקה בינוני-קשה. לעיבוד ראשוני משתמשים באבני שחזה שוחקות (סימון 36-46; להליך הסופי סימון 60-80). לפני התקנת הגלגל על מכונת העבודה, ודא שהוא שלם.
השחזה בשיטה הכימית-מכנית יעילה ומהירה מאוד. הכלי מקבל משטח נקי וחלק ללא שבבים או סדקים. משמש לחידוד חותכי קרביד גדולים.
לפני ההשחזה, החותכים מטופלים בתמיסת נחושת גופרתית. הודות למגיב הוא נוצר שכבת הגנה, נשטף על ידי גרגירים שוחקים מהתמיסה. התהליך כולל שימוש במכונה שיש בו מיכל ומטחנה מטלטלת.התנועות של החותך הקבוע הן הדדיות, ולחץ הלחיצה על המשטח השוחק הוא 0.15 ק"ג/סמ"ר.
במכונה מיוחדת מתבצעת השחזה עם גלגל לבן עשוי אלקטרוקורונדום (לכלים מהירים), גלגל ירוק עשוי סיליקון קרביד (לכלי קרביד) וגלגל יהלום לגימור סופי.
1.1 מאפיינים של גלגלי השחזה
גלגל היהלום יכול לשמש לחידוד מסור קרביד, הלחמה וחותך פרידה.

מבנה הגרגירים הקטן מאוד מאפשר שימוש בגלגלי יהלום למטרות גימור.
תְבוּאָה:
- 100/80;
- 125/100;
- 160/125;
- 200/160.
ככל שהמספר גבוה יותר, כך גרגר המעגל גדול יותר. גריט 125/100 הוא אחד הנפוצים ביותר. נהדר עבור וחותכות.
גלגל היהלום יכול להיות בצורת קערה, צלחת או פרופיל ישר. בעת הבחירה, יש צורך לקחת בחשבון את צורת חומר העבודה, השטח וקלות השימוש של צורה כזו או אחרת. לעיבוד מסורים עגולים עדיף לקחת עיגול בצורת צלחת.סוג זה יכול לחדור בקלות בין השיניים ויש לו קצה מחודד. לעבודה עם להב סכין, מתאים עיגול רגיל או בצורת כוס.
מעגלים יכולים להיות בקוטר של 125 מ"מ-300 מ"מ. אתה צריך לבחור אותו לפי נייר הזכוכית שלך, תוך התחשבות בהתאמה ובקוטר החיצוני.
שכבת היהלום הרחבה מתאימה לחידוד מקדחים בקוטר גדול וחלקי עבודה רחבים. ככל שהשכבה עבה יותר, כך גלגל היהלום יתבלה יותר זמן.
- רוחב שכבה - 3-20 מ"מ;
- עובי שכבה – 2-5 מ"מ.

סימוני גלגל השחזה כוללים:
- סוג המכשיר;
- גוֹדֶל;
- חומר שוחק;
- תְבוּאָה;
- קַשִׁיוּת;
- מִבְנֶה;
- צְרוֹר;
- מְהִירוּת;
- דִיוּק;
- חוֹסֶר אִזוּן.
גלגל יהלום סטנדרטיעבור אמרי (סימון 125*40*10*3*32):
- גודל החור הפנימי הוא 32 מ"מ.
- קוטר המעגל החיצוני הוא 125 מ"מ.
- עומק (עיגול בצורת כוס) – 40 מ"מ.
- שכבת יהלום – 10 מ"מ.
- עובי - 3 מ"מ.
- נחיתה - 32 מ"מ.
גודל הגרגיר מצוין בשורה נפרדת.
2 מכשיר להשחזת כלי מפנה
כלי השחזה כרוך לא רק בגלגלים, אלא גם בשימוש במכשירים נוספים - מכונות משעממות.
מכונות משעמם לנענע קודחות, קודחות, חותכות חוטים פנימיים וחיצוניים, טוחנות משטחים גליליים וקצוות קצוות.

מאפיין ייחודי של המכונות הוא ציר אופקי (או אנכי), המבצע תנועות הזנה ציריות. קבוע לתוך חור הציר כלי הכרחי- סרגל משעמם עם חותך, חורש, מקדחה, חותך כרסום וכו'.
סוגי מכונות:
- משעמם אופקי;
- תיאום משעמם;
- משעמם יהלום;
- משעמם אנכי.
מתמחה דגמים של מכונות משעממות ג'יג:
- מכונת משעמם ג'יג 2D450.
- מכונת משעמם ג'יג 2V440A.
- מכונת משעמם ג'יג 2431.
- מכונת משעמם ג'יג 2421.
2.1 טכנולוגיית חידוד
רצף חידוד:
- משטח אחורי ראשי.
- משטח אחורי עזר.
- משטח קדמי.
- רדיוס העקמומיות של הטבעת.
בסוף בודקים את זוויות ההשחזה באמצעות תבנית.

כדי לקבל קצה אחיד וחלק, הכלי חייב להיות בתנועה מתמדת לאורך משטח השחזה. עם סוג זה של עבודה, המעגלים יחזיקו מעמד זמן רב יותר.
ניתן לעבד את הכלי יבש או עם מים. זרימת המים חייבת להיות מספקת ורציפה.אין לטבול כלי יבש במים, מכיוון שהדבר עלול לגרום להרס של קצה העבודה.
הגימור מתבצע:
- אבן משחזת עדינה (נעשה שימוש גם בשמן טכני);
- גלגל נחושת (משמשים גם משחת בורון קרביד ושמן טכני).
ניתן לבצע גימור רק על כלי חיתוך (רוחב קצה עד 3 מ"מ).
2.2 אמצעי זהירות
- אין להשתמש בגלגלי שחיקה שפעולתם מלווה במכות.
- משענת הכלי צריכה להיות מקובעת היטב קרוב יותר למעגל.
- השתמש במשענת כלי כדי לתמוך בחותך.
- אל תלחץ על החותך חזק מדי (חימום לא אחיד עלול לגרום לסדקים; בלחץ גבוה הגלגל עלול להתקלקל במהירות).
- אין להשחיז ללא מגן מגן.
- הרכיבו משקפי בטיחות.
- מקום העבודה חייב להיות מאוורר מקומי.
2.3 גלגל יהלום לחידוד כלים (וידאו)
האפקטיביות של מכשיר חיתוך תלויה באיכות ובזמן ההשחזה. זה האחרון נובע מהעובדה שבשימוש מתמיד משאבים פונקציונליים אובדים עם הזמן. ניסיון בעשור האחרון הראה שהכלי השוחק הטוב ביותר לעבודה זו הוא גלגלי השחזה יהלומים. הם מעבדים את כל סוגי החומרים הידועים, והבלאי של המוצר קטן פי עשרה.
גלגלי יהלום, עיצוב, יתרון
הודות לתכונות הפיזיקליות והכימיות של היהלום והפוטנציאל התפקודי שלו, הוא משחזר בהצלחה את יכולות החיתוך של הכלי ומחזיר אותו במהירות למצב עבודה. מוצרים מסוג זה נבדלים על ידי יכולות חיתוך חסכוניות ודיוק ממדי פרודוקטיבי. תכונות אלו מצאו שימוש ראוי בתחומי חיים שונים (תעשייה, חיי היומיום וכו').
זאת ועוד, גלגלי יהלום, כחומר השחזה שוחק, משמשים לחידוד וגימור חותכים, מקדחים, מסורים ועוד. בנוסף, הם משמשים לעיבוד והברקה של סוגים שונים של משטחים. היתרון העיקרי בשימוש בהם הוא פשטות, דיוק, מהירות וניקיון העיבוד. ומה שחשוב גם, יש לו מעט בלאי - הוא עמיד.
על פי עיצובם, דיסקים יהלומים מוצגים בצורת גוף ושכבה נושאת יהלום מיושם, המורכבת מאבקה מתאימה, מקשר וחומר מילוי. גוף המוצר יכול להיות עשוי מסגסוגת שחורה או לא ברזלית. פּוֹלִימֵר. בחוגים כאלה משתמשים בשני סוגים של יהלומים: מלאכותי וטכני (טבעי).
יתר על כן, הם מוצגים בצורה של גבישים בודדים או אבקה. ידוע כי כ-2/3 מהיהלומים המשמשים בתעשייה בצורת אבקה משמשים לייצור דיסקים, סורגים וכלים נוספים. כדי להחזיק את אבקת היהלום על הדיסק, משתמשים בקלסרים מיוחדים המחזיקים בחוזקה את הגרגירים הבודדים יחד.
היצרן מציע כיום לצרכן שלוש אפשרויות לדיסקים על קשרים אורגניים, קרמיים ומתכתיים. הסוג הראשון של הגלגל משמש לטחינת לוחות חיתוך וחסרים אחרים העשויים מחומרים קשים. הם נשחקים במהירות במהלך הפעולה. דיסקים מהסוג השני משמשים לגימור כלי עבודה (חותכים, סכינים וכו').
למוצרים עם קשרי מתכת יש עמידות מספקת בחום, חוזק וחיי שירות ארוכים, אך המלחה מדי פעם נחשבת לחיסרון כתוצאה מכך, נדרשת עריכה.
היקף הצריכה של גלגלי יהלום וסיווג
גלגלי השחזה יהלומים מיועדים להשחזת מסורים מסגסוגות קשות, הם משמשים לחידוד הלחמה, הם הכרחיים להשחזת כלי מפנה וכו'. יש להם מבנה עדין המאפשר גימור של חומר העבודה, שלא ניתן לבצע בתקן רגיל אחד.
טחינת דיסקים סוגים שונים, סוגי יהלומים וגודל גרגר על קשרים מכניים ואורגניים משמשים לזיקוק והשחזה של כלי חריטה, חותכי כרסום והתקנים אחרים העשויים מחומרי גלם קשים. שוק רוסיגלגלי יהלום מיוצגים על ידי מוצרים בצורות שונות:
- צַלַחַת;
- גָבִיעַ;
- פּרוֹפִיל;
באיזה דיסק להשתמש בכל מקרה ספציפי יש לקבוע בנפרד, בהתבסס על חומר העבודה המוצע, פני השטח, השטח ויכולת הייצור. אם מסור עגול דורש צלחת עיגול, שבזכות הקצה החד שלה, יכולה לעבוד בין השיניים, אז פרופיל ישר או כוס יתאימו יותר לסכין. כדי לשחזר את האיכות המקורית של חותכי מפנה, מקדחות והתקנים אחרים, יש צורך להשתמש במחדד אמינים.

גלגלי השחזה נבדלים גם על ידי גודל גרגר:
- 100/80 - שבר דק;
- 125/100 - ממוצע;
- 160/125 - גדול;
- 200/160 - גדול יותר;
מוצרים בעלי גרגר עדין משמשים לגימור סופי של כלי חריטה, סכינים, להבים וכו'. באמצעות מוצרים בעלי גרגר בינוני, ניתן להשיג את החדות הרצויה של החלק החיתוך של המכשיר. מבנה הגרגירים הגסים מאפשר, למשל, להסיר חלק מהמתכת וליישר את החלק החותך של החלק. מוצרים עם דגנים עדינים ובינוניים הם הנפוצים ביותר הם משמשים גם בחיי היומיום.
דיסק ההשחזה מובחן בקוטר (125-300 מ"מ). לכן, עליך לבחור אותו בהתאם לגודל המחדד הקיים. העובי והרוחב של שכבת היהלום נחשבים חשובים במוצרים כאלה. שכבה רחבה תאפשר לך לעבד בנוחות חלק משטח הגון או בקוטר גדול עם מקדחה בנוסף, הבלאי של ציפוי היהלום יתארך.
גלגלי השחזה של יהלומים הם אוניברסליים הם יכולים לשחזר את יכולות החיתוך של מוצר שנכשל, ולאחר השלמת הליך זה, להחזיר אותו למצבו המקורי. תַהֲלִיך. הוא משמש לחידוד סוף ו חותכי דיסקים, חותכים, מקדחות בקטרים שונים, כלי כזה לאחר העיבוד נבדל ביכולות חיתוך ודיוק הגונים.
מאפיין ייחודי של גלגל שחיקה כזה הוא נוכחות של חלק דק של גרגירי יהלום על החלק העובד. הוכח בפועל שהוא מסוגל לבצע גימור מדויק של החלק החיתוך של חותך, צלחת, סכין ועוד; כְּלֵי עֲבוֹדָה. בהתאם למטרת השימוש נעשית הבחירה בגלגל יהלום להשחזה. לגימור הם משתמשים במחדד פרופיל ישר.
סקירה קצרה של גלגלי חידוד יהלומים
בעת עיבוד המוצר הרצוי, נבחר כלי שוחקים ספציפי, תוך התחשבות בצורת ובחומר של חומר העבודה, כמו גם בתכונות אחרות. עבודה בעיצומה שיטה רטובהבאמצעות נוזל קירור או יבש. דיסק כזה, באמצעות קירור, יכול לבצע עבודה על שני המשטחים של חותכים, קורצים, סיכות וכו'.
כלי קרביד, לאחר השחזה עם דיסקיות יהלום, תורמים להגברת הפרודוקטיביות של הציוד הודות לעבודה מדויקת ואיכותית.

גלגל כוס היהלום הינו מכשיר המתאים להשחזה וגימור מוצרי העשויים ממנו סגסוגות קשות. משמש לטחינת חלקים מחומרים שקשה לביצוע עיבוד שבבי. בין היתר, הם משמשים בעבודה עם משטחים קשים שאינם מתכתיים (קרמיקה, אבן, זכוכית). גלגל השחזה, עשוי בצורת כוס, משמש להשחזת חותכים, סכינים וקצות הלחמה.
דיסק יהלום משמש לעתים קרובות להסרת צבע ולכה מחלקים בנוסף, הוא משמש לעיבוד מתכת (ברזל יצוק, פלדה הוא הוכיח את עצמו היטב כאשר עובדים עם מוצרי זכוכית אמנותיים); השימוש בגלגל יהלום מסוג זה לצורך השחזה יכול להפחית את עוצמת העבודה בחצי בהשוואה לשימוש במוצר השחזה קונבנציונלי.
מוצר זה, המיוצר בצורת צלחת (בשל עומקו הרדוד), משמש בהצלחה לחידוד מסורים עם קצות קרביד.
פרופיל ישר הוא גלגל השחזה העשוי בצורת דיסק שטוח שבקצהו שכבה שוחקת יהלום. משמש לעיבוד משטחי מתכת, שבו נדרש להשיג מטוס עקבי.
גלגל השחזה של היהלום, ככלי, משמש לא רק להשחזה הוא משמש גם לזיקוק חומרים קשים לעיבוד. הם מבצעים עבודה על שחיקה של חלקי קרביד. יישום מעשימוצר כזה הוא רווחי כלכלית מכיוון שהוא מפחית את עוצמת העבודה ומעלה משמעותית את הפריון.
לדוגמה, גלגל 12a2 45 עם שכבת יהלום עשוי בצורת גביע או דיסק ומשמש לעיבוד מתכת של כלי קרביד מרובי קצוות עם שיניים ישרות וספירליות, חותכים, סיכות, מקדחות וכו'. נעשה שימוש באותו מוצר לטחינת משטחים בתעשיית הרכב, הבנייה, האלקטרוניקה ועוד.
והמוצר 1a1 עשוי בצורה של פרופיל ישר, היקף היישום הוא די רחב, הוא נחוץ במקום בו יש צורך בעיבוד של משטחים גליליים, שטוחים וקוניים. זה הכרחי עבור גימור חורים חרוטיים וגליליים. הם משמשים במתות העשויות מסגסוגות קשות בעת עיבוד של קווים וחריצים. וכמובן, הם משמשים לחידוד וגימור חותכים, מקדחות, חותכים וכו'.
כמו כל מוצר שוחקים המיוצר באופן תעשייתי, דיסק חידוד יהלום מסומן על ידי היצרן. ייעוד זה מכיל מספר מספרים, שכל אחד מהם מתאים לערך מסוים: קוטר, התאמה, עומק, עובי השכבה נושאת היהלום או גודל גרגר.
מבין כל ההליכים הטכנולוגיים המבוצעים בחלקי מתכת, הפיכה נחשבת לפופולרית ביותר. לאור זאת, השחזה כלי מפנה מתכת יש ערך רב. זה צריך להיעשות נכון. הליך השחזה של חותכי סיבוב תלוי בחומר ממנו עשוי הכלי, במטרת החותך (בצורה, דרך, לחיתוך חוטים, לשעמום).
כיצד תלוי כוח החיתוך בזווית ההשחזה?
כוח החיתוך תלוי בזוויות ההשחזה, במיוחד בזווית הקדמית. ככל שזווית זו גדולה יותר, כך פחות כוחחיתוך וככל שקל יותר להפריד שבבי מתכת.עם זאת, אין זה אומר שניתן להגדיל את זווית הגריפה ללא הגבלת זמן. אם הגידול מוגזם, האמינות של חותך המתכת פוחתת. הקצה שלו נתון לבלאי ושברים חמורים. לאור זאת, בבחירת הערך של זווית הגריפה, הם מנסים לא רק להפחית את כוח החיתוך, אלא גם להשיג קצה חזק, כלי חיתוך מתכת עמיד בפני שחיקה.
לפעמים משתמשים בחותכי מפנה עם זווית גריפה שלילית (מ-5 עד -10 מעלות). בדרך כלל, כלים כאלה משמשים בעת הפיכת מתכות קשות או מוקשות.
תכונות של חידוד
יש כמה תכונות שצריך לקחת בחשבון בעת חידוד חותכים למחרטה במו ידיך. החלק האחורי של הכלי מעובד ב-3 שלבים:
- ראשית, החלק האחורי מעובד בזווית השווה לזווית האחורית של המחזיק. זה בדרך כלל גדול יותר מזווית המרווח (כ-5 מעלות).
- בשלב השני, החלק האחורי של להב החיתוך מעובד. הוא מושחז בזווית העולה על זווית החיתוך האחורית ב-2 מעלות.
- כעת נוצרת הזווית הרצויה באמצעות הגמר. ההליך מבוצע על שיפוע צר הסמוך לקצה העבודה.
החלק הקדמי של כלי המחרטה מושחז גם הוא בכמה שלבים. ראשית, השחזה מתבצעת בזווית השווה לזווית להב החיתוך. זווית החיתוך שנוצרת בקדמת הכלי נוצרת על ידי השחזה או גימור גמר.
חידוד החותך נעשה קל יותר אם אתה משתמש ברפידות מיוחדות המותקנות בין המשטח התומך לשולחן המכונה. על מנת להשחיז בצורה מדויקת ויעילה כלי ניתן לשנות את עיצוב השולחן ולהוסיף את יכולת התאמת הגובה וזווית הסיבוב שלו. לאחר שינוי כזה, לא יהיה צורך להשתמש בשכבות-על.

כדי לחדד את החותך, קצה העבודה חייב להיות ממוקם בקו אחד עם אמצע גלגל השוחקים.כדאי לקחת בחשבון באיזה כיוון מסתובב המחדד. זה ימזער את הסיכוי שתוספת החיתוך תרד ממחזיק הכלי. בעת סיבוב המחדד, יש ללחוץ את הצלחת כנגד המחזיק, ולא לקרוע ממנה.
כמובן, לאחר השחזה של החותך, אתה צריך לבדוק את הביצוע הנכון. הדרך הקלה ביותר לעשות זאת היא באמצעות תבנית מיוחדת. אתה יכול להכין אותו או לקנות אותו בחנות. אם אתה מכין את התבנית בעצמך, השתמש בפח פלדה.
הקשיות הגדולה של שבלונה כזו, שהיא תרכוש לאחר התקשות, תאפשר שימוש בה לאורך זמן. בעת יצירת תבנית, אתה צריך לחתוך בה חורים התואמים את זוויות ההשחזה הפועלות. רק לאחר יצירת החורים השבלונה מתקשה. כדאי לקחת בחשבון שההשחזה הנכונה של כלי החיתוך תלויה במידת הדיוק של תבנית כזו.
שבבי נחושת ואלמנטים מילוי משמשים לביצוע גימור. לליטוש כלים העשויים מסגסוגות קשות משתמשים במשחה מיוחדת, בורון קרביד, המורטבת בנפט. עבור כלים העשויים ממתכות אחרות, משתמשים באבני שחיקה בעלות רמת שחיקה נמוכה. הם נרטבים שמן רכבאו נפט.
סוגי השחזה
לארגונים גדולים העוסקים בעיבוד מתכות יש בהכרח את המומחים והציוד הדרושים לחידוד כלים. בעלי בתי מלאכה קטנים מבצעים חידוד בעצמם.
השחזה של חותכים יכול להיעשות באחת מהשיטות הבאות:
- חומר שוחק (על גלגל שחיקה).
- מכני-כימי (העיבוד מתבצע באמצעים מיוחדים).
- שימוש במכשירים מיוחדים.
השחזה שוחקת מתבצעת על מכשיר השחזה, סיבוב או על גוש השחזה. קשה לחדד את החותך באופן ידני, תוך שמירה על הזוויות הנדרשות. מורכבות נוספת נוצרת על ידי חימום המתכת, מה שמוביל לאובדן תכונות. לאור זאת, איכות החידוד תלויה ישירות בכישורי העובד.
חותכי קרביד מושחזים על קרבורונדום ירוק. כלים העשויים מסוגים שונים של פלדה מעובדים באמצעות גלגלי שחיקה העשויים קורונדום בינוני-קשה. העיבוד הראשוני מתבצע עם אבני שחיקה עם חומר שוחק של 36-46, הסופי - 60-80. לפני התקנת העיגול על כלי המכונה, עליך לוודא שהוא שלם. במהלך העיבוד, הוא יכול להישבר, לפצוע את התורן ולשנות את הזוויות של כלי הסיבוב.

השיטה המכנית-כימית מאפשרת להשחיז את החותך בצורה יעילה ומהירה ומונעת היווצרות שבבים וסדקים. השיטה הזומשמש לחידוד כלי קרביד גדולים. הם מטופלים בתמיסת ויטריול. כתוצאה מכך תגובה כימיתנוצר סרט מגן דק, נשטף על ידי חלקיקים שוחקים הנמצאים בתמיסה. ההליך מבוצע במכשיר מכונה, המצויד במאגר עם מטחנה מטלטלת. הכלי הקבוע נע קדימה ואחורה. בנוסף, החותך נלחץ כנגד החומר השוחק (150 גרם למ"ר).
חותכי יהלומים מושחזים ב ציוד מיוחדגלגלי אלקטרוקורונדום/סיליקון.
להלן רשימה של זוויות חידוד עבור כל החומרים הנפוצים. השבר הראשון מציין את זווית ההקלה במהלך חיספוס, השני - זווית ההקלה במהלך הגימור. השבר השלישי מציג את גודל הזווית הקדמית.המונה מציין את הזוויות עבור חותכים שמשחיזים ומקיימים חלקים, והמכנה מציין את הזוויות עבור כלים המשטחים חלקי עבודה.
- פלדה (קשיות פחות משמונה מאות מגה-פסקל) – 8/6, 12/8, 15/12.
- פלדה (קשיות יותר משמונה מאות מגה-פסקל) - 8/6, 12/8, 10/10.
- פלדה (קשיות יותר מאלף מגה-פסקל) – 8/6, 12/10, 10/8.
- ברזל יצוק אפור (קשיות ברינל פחות ממאתיים ועשרים) – 6/6, 10/10, 12/8.
- ברזל יצוק אפור (קשיות ברינל יותר ממאתיים ועשרים) – 6/6, 10/10, 8/5.
- ברזל יצוק ברזל – 8/8, 10/10, 8/8.
זווית התוכנית הראשית צריכה להיות 30 - 45 מעלות. רוחב השיפוע תלוי בחתך של מוטות החיתוך.

באילו גלגלים שוחקים משתמשים לחידוד כלי סיבוב?
השחזה של כלי המעבר לאורך המחזיק ובזווית של 5 מעלות מתבצעת עם מעגל של אלקטרוקורונדום, בעל גודל גרגר של ארבעים עד חמישים, קשיות CM1/2. המהירות ההיקפית של המעגל היא 25 מ' לשנייה.
חידוד הכנה מתבצע עם מוצרים עשויים סיליקון קרביד שחור, בעלי גודל גרגר של עשרים וחמש עד ארבעים, קשיות M3-SM1. ההשחזה הסופית של כלי החיתוך מתבצעת עם גלגלים עשויים סיליקון קרביד ירוק, בגודל גרגר של שש עשרה - עשרים וחמש, קשיות M3-CM1.
הפרמטרים של גלגלי השחזה עבור חותכי פלדה וקרביד מפורטים בטבלה של מצבי השחזה. שם גם ניתן לראות את מהירויות הפיתול ההיקפי.

נכון להיום, השחזה סופית מומלץ לבצע באמצעות גלגל יהלום. זה נכון במיוחד עבור תוספות העשויות מסגסוגות קשות. המהירות ההיקפית של הגלגל במהלך השחזה הכנה/סופית לא תעלה על שנים עשר עד חמישה עשר מטרים לשנייה.
ביצוע כוונון עדין
לאחר השחזה של הכלים, הם מלוטשים עם בורון קרביד על דיסק ברזל יצוק מסתובב במהירות של 1-2 מ"ש. הדיסק צריך להסתובב בכיוון מתמיכת הכלי לקצה העבודה.
כאשר הגימור מתבצע, הלהבים והמשטחים של הכלי נטחנים ברצף פנימה. בנוסף, מסירים אי סדרים ומביאים את החותכות לברק.
למה לבצע כוונון עדין? העובדה היא שבמהלך הסיבוב, הכלי נשחק והופך עמום בגלל חיכוך הצלחת נגד השבבים וחומר העבודה. ככל שהצלחת חלקה יותר, החיכוך חלש יותר, השחיקה של הכלי איטית יותר.
הגימור מתבצע עם משחות שוחקות המורכבות מבורון קרביד. הרטיבו את דיסק הגמר עם נפט. מרחו עליו הדבק (בתבנית זיגזג), הביאו את הכלי לדיסק. בעת שימוש בנפט, ניתן להשתמש במשחת GOI. אם אתה משתמש במשחה מודרנית, אין צורך להרטיב את הדיסק עם נפט.

יש למקם את שולחן הכלים כך שלהבי החיתוך יהיו מעט נמוכים יותר או בקו אחד עם אמצע הדיסק. הדיסק צריך להסתובב לכיוון צלחת החיתוך.
כאשר הכלי נלחץ וביצוע הגימור, חלקיקי הדבק נמחצים. כאשר הם עוברים דרך הקצוות, לא מופיעים שבבים או שפשופים על החותך. גרגרי הדבק מבטיחים ביטול אי סדרים ממשטח החריץ.
על מנת ללמוד את הליך הגמר ביתר פירוט, ניתן לצפות בסרטון ההדרכה. זכרו שגימור איכותי יבטיח פעולה ארוכת טווח של החותך ללא השחזה מחדש.