כרסום חריצים וחריצים. כרסום כתף כרסום חריץ עם כרסום קצה
קרא גם
מַדָףנקרא שקע מוגבל על ידי שני מישורים מאונכים זה לזה היוצרים מדרגה. לחלק עשוי להיות מדף אחד, שניים, שלושה או יותר (איור 55).
אוֹרֶז. 55. מדפים
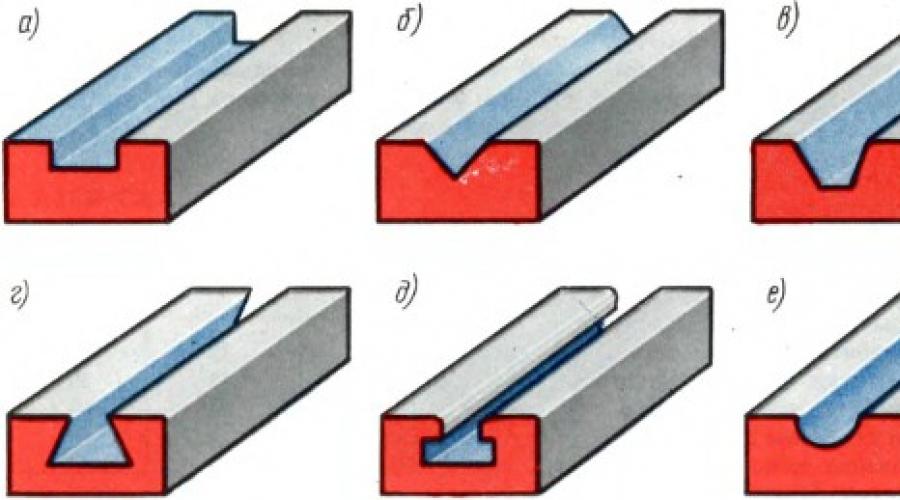
חָרִיץ- שקע בחלק, מוגבל על ידי מישורים או משטחים מעוצבים. בהתאם לצורת השקע, החריצים מחולקים למלבנים, בצורת L ובצורה (איור 56, א, 6, ג, ד, ה, ו).

אוֹרֶז. 56. סוגי חריצים לפי צורה
חריצים של כל פרופיל יכולים להיות דרך (איור 57, א), פתוחים או עם יציאה (איור 57, ג) וסגורים (איור 57, ג).

אוֹרֶז. 57. דרך חריצים, עם יציאה וסגורה
עיבוד כתפיים וחריצים הוא אחת הפעולות המתבצעות במכונות כרסום.
כתפיים כרסום וחריצים כפופים שונה דרישות טכניותבהתאם למטרה, ייצור סדרתי, דיוק ממדי, דיוק מיקום וחספוס פני השטח. כל הדרישות הללו משפיעות על בחירת שיטת העיבוד.
כרסום של כתפיים וחריצים מתבצע באמצעות כרסמות קצה דיסק, כמו גם סט חותכי דיסקים. בנוסף, ניתן לכרסם כתפיים עם כרסום קצה.
כרסום כתפיים וחריצים עם חותכי דיסקים
חותכי דיסקיםמיועד לעיבוד מטוסים, מדפים וחריצים.
חותכי דיסקים מבחינים בין שיניים מוצקות לשיניים מוכנסות. חותכי דיסק מוצק מחולקים מחורצים (GOST 3964-69), מחורצים מחוררים (GOST 8543-72), תלת צדדיים עם שיניים ישרות (על פי GOST 3755-69). תלת צדדי עם שיניים קטנות ונורמליות רב כיווניות (GOST 8474-60). חותכי כרסום עם שיני הכנס עשויים תלת-צדדיים (GOST 1669-69). לחותכי חריץ דיסק יש שיניים רק בחלק הגלילי, הם משמשים לכרסום חריצים רדודים. הסוג העיקרי של חותכי דיסקים הם תלת צדדיים. יש להם שיניים על המשטח הגלילי ובשני הקצוות. הם משמשים לעיבוד מדפים וחריצים עמוקים יותר. הם מספקים יותר מעמד גבוהחספוס של הקירות הצדדיים של חריץ או מדף. כדי לשפר את תנאי החיתוך, חותכי דיסקים תלת-צדדיים מצוידים בשיניים משופעות עם כיווני חריצים מתחלפים לסירוגין, כלומר לשן אחת יש כיוון חריץ ימני, והשניה הסמוכה לה יש כיוון שמאל. לכן חותכים כאלה נקראים רב-כיווני. הודות לנטייה המתחלפת של השיניים, המרכיבים הציריים של כוח החיתוך של שיניים ימין ושמאל מאוזנים הדדית. לחותכים אלה יש שיניים בשני הקצוות. החיסרון העיקרי של חותכי דיסקים תלת צדדיים הוא הקטנת הרוחב לאחר ההשחזה הראשון לאורך הקצה. כאשר משתמשים בחותכים מתכווננים, המורכבים משני חצאים באותו עובי עם שיניים חופפות בשקע, לאחר השחזה מחדש ניתן להחזיר את הגודל המקורי. זה מושג על ידי שימוש במרווחים בעובי מתאים עשויים מנחושת או רדיד פליז, המונחים בשקע שבין החותכים.
חותכי דיסקים עם סכיני הכנסת המצוידים בתוספות סגסוגת קשה, ישנם תלת-צדדיים (GOST 5348-69) ודו-צדדיים (GOST 6469-69). חותכי דיסקים תלת-צדדיים משמשים לכרסום חריצים, ודו-צדדיים משמשים לכרסום כתפיים ומטוסים.
הצמדת סכיני הכנס לגוף של שני סוגי החותכים מתבצעת באמצעות גלילים ציריים וטריז עם זווית של 5° היתרון של שיטה זו של הצמדת סכיני הכנס הוא היכולת לפצות על שחיקה והשכבה שהוסרה במהלך. טחינה מחדש. החזרת הגודל בקוטר מושגת על ידי סידור מחדש של הסכינים לפי גלי אחד או יותר, ולרוחב - על ידי הארכת הסכינים בהתאם. לחותכים תלת-צדדיים יש סכינים עם נטייה מתחלפת בזווית של 10°, ואילו לדו-צדדיים יש סכינים בכיוון אחד עם נטייה של 10° (עבור חותכים ימניים ושמאליים).
השימוש בחותכי דיסקים תלת-צדדיים עם תוספות קרביד מעניק את הפרודוקטיביות הגבוהה ביותר בעת עיבוד חריצים וכתפיים. חותך דיסק "מחזיק" את הגודל טוב יותר מאשר חותך קצה.
בחירת סוג וגודל חותכי דיסקים. הסוג והגודל של חותך הדיסק נבחרים בהתאם לגודל המשטחים המעובדים ולחומר של חומר העבודה. עבור תנאי עיבוד נתונים, נבחר סוג החותך, החומר של החלק החיתוך והממדים העיקריים - D, B, d ו-z. לכרסום חומרים המעובדים בקלות וחומרים בעלי קושי עיבוד בינוני עם עומק כרסום גדול, משתמשים בחותכים בעלי שיניים רגילות וגדולות. בעיבוד חומרים קשים לחיתוך וכרסום בעומקי חיתוך קטנים, מומלץ להשתמש בחותכים בעלי שיניים תקינות ועדינות
יש לבחור את קוטר החותך קטן ככל האפשר, שכן ככל שקוטר החותך קטן יותר, כך קשיחותו ועמידות הרעידות שלו גבוהות יותר. בנוסף, ככל שהקוטר של החותך גדל, העלות שלו עולה.

אוֹרֶז. 58. בחירת קוטר חותכי דיסקים
כפי שניתן לראות באיור. 58, עם עומק כרסום t ורווח מובטח בין טבעת ההגדרה לחומר העבודה בטווח של (6÷8) מ"מ, יש לעמוד בתנאי
D - d 1 = 2(t + (6÷8)) מ"מ,
משם נקבל את הביטוי לבחירת קוטר החותך המינימלי
D = 2t + d 1 + (12÷16) מ"מ,
כאשר d 1 הוא הקוטר של רכזת החותך (טבעת התקנה).
הטבלה מציגה את התלות של קוטר רכזת החותך d 1 בקוטר החור עבור חותכי דיסקים.

נסביר את ההגדרה וההתאמה של המכונה לכרסום כתפיים עם חותכי דיסקים באמצעות הדוגמה של עיבוד כתפי פריזמה (איור 59, א, ב). הבחירה בגודל סטנדרטי של חותך דיסק תלוי בגודל הכתף, סוג החומר המעובד, עוצמת המנוע החשמלי של המכונה ותנאים נוספים.

אוֹרֶז. 59. פריזמה
כרסום כתפיים עם חותכי דיסקים, כאמור לעיל, נעשה בדרך כלל עם חותך דיסק דו צדדי. עם זאת, במקרה שלנו, עלינו לבחור חותך תלת צדדי, שכן יש צורך לעבד לסירוגין כתף אחת בכל צד של המנסרה (איור 60, א, ב). אנו בוחרים חותך תלת צדדי עם סכיני הכנסה בהתאם ל- GOST 5348-69, מצויד בלוחות סגסוגת קשיחים T15K6. קוטר החותך הוא D = 100 מ"מ, רוחב B = 18 מ"מ, מספר שיניים z = 8. בעת כרסום חריצים וכתפיים, יש ליישר את המשנה באמצעות פלח משטח או מחוון עם מעמד ומאובטח. אנו מתקינים ומאבטחים את חומר העבודה במפתח מכונה עם אניה. חותך הדיסק מאובטח לדופן באותו אופן כמו חותך גלילי. מצבי כרסום נבחרים מתוך ספרי עיון, אם הם אינם מצוינים בכרטיסי ההפעלה, או ישירות מכרטיסי ההפעלה או ההוראות.

אוֹרֶז. 60. כרסום כתף עם חותך דיסק
מצב כרסום במקרה שלנו: B = 13 מ"מ, t = 4 מ"מ, s z = 0.06 מ"מ/שן, v = 335 מ"מ/דקה. על פי הגרף (ראה איור 40), אנו קובעים את מהירות ציר המכונה - 1000 סל"ד.
על פי לוח הזמנים (ראה איור 41) אנו קובעים את הזנת הדקות - s m = 500 מ"מ/דקה. לאחר מכן הגדרנו את המכונה למספר הדרוש של סיבובי ציר המכונה והזנת הדקות הנדרשת. כרסום כל כתף מורכב מהטכניקות הבסיסיות הבאות:
1. לחץ על כפתור "התחל" כדי להפעיל את המנוע החשמלי. הציר צריך להסתובב בכיוון ההפוך לכיוון החליל הסליל של החותך.
2. הבא את חומר העבודה על ידי הזזה ידנית של שולחן ידית התנועה האורך, הרוחבי והאנכי מתחת לחותך המסתובב עד שקצוות החיתוך הצדדיים נוגעים קלות בחומר העבודה. לאחר מכן, על ידי סיבוב ידית ההזנה האנכית, הורד את השולחן עד שהחותך עוזב את חומר העבודה. לאחר מכן, על ידי סיבוב ידית ההזנה הצולבת, הזיזו את חומר העבודה לכיוון החותך ב-13 מ"מ, באמצעות חוגת ההזנה הצולבת. הרם את השולחן עד שהחותך המסתובב נוגע קלות במישור העליון של חומר העבודה. על ידי סיבוב ידית ההזנה האורכית, הסר את חומר העבודה מתחת לחותך, כבה את המכונה והרם את השולחן ב-4 מ"מ, באמצעות חוגת ההזנה האנכית. נעל את השקופיות האנכיות והצלבות.
3. כוונו את הזיזים לכיבוי מכאני של ההזנה האורכית של השולחן לאורך הטחינה. הפעל שוב את סיבוב הציר, הזן ידנית את חומר העבודה על ידי סיבוב ידית ההזנה האורכית של השולחן לכיוון החותך המסתובב, הפעל את ההזנה האורכית המכנית וטוחן את הכתף הראשונה (ראה איור 60, א). כבה את המכונה מבלי להזיז את השולחן.
בדוק את הרוחב והעומק של הכתף המעובדת באמצעות קליפר. אם הגודל אינו מדויק, יש לתקן פגמים בעיבוד.
4. סדר התקנת החותך ביחס לחומר העבודה בעת עיבוד הכתף השנייה (ראה איור 60, ב) תלוי באילו מהמידות יש לשמור בדיוק (גודל 13 מ"מ או גודל הבליטה בין הכתפיים 89 מ"מ ). מכיוון שבדוגמה שלנו הגודל מוגדר ל-13 מ"מ, הליך עיבוד הכתף השנייה יהיה זהה לחלוטין לראשונה. אם היה צורך לשמור על גודל הבליטה לאורך הפנים, אז לאחר עיבוד הכתף הראשונה ניתן לבצע את עיבוד הכתף השנייה לפי אחת משתי אפשרויות, בהתאם לאורך הבליטה. אם אורך הבליטה קצר יחסית, יש להחזיר את השולחן עמדת מוצאעד שהחותך עוזב את חומר העבודה. לאחר מכן הזיזו את השולחן לרוחב מרחק השווה לרוחב הכתף בתוספת רוחב החותך, ונתבו את הכתף השנייה.
ניתן את רצף העיבוד לפי האפשרות השנייה רק בצורה כללית.
מכיוון שבמקרה שלנו רוחב הבליטה הוא 89 מ"מ, ורוחב החותך הוא 18 מ"מ, אז כדי להזיז את השולחן בכיוון הרוחבי למרחק יהיה צורך לבצע יותר מ-17 סיבובים של חוגת ההזנה הצולבת (עם גובה של בורג ההזנה הצולבת t = 6 מ"מ). לכן במקרים כאלה ניתן להשיג את הגודל המדויק של הבליטה על ידי כרסום בשני מעברים - ניתן לבצע כרסום ראשוני לפי הסימונים, תוך השארת תוספת לכל אורך הבליטה לכרסום סופי בטווח של 1-2 מ"מ.
לאחר כרסום ראשוני יש למדוד את אורך הכתף ובהתאם לגודל המתקבל לקבוע את מספר החלוקים לפיהם יש לסובב את חוגת ההזנה הצולבת מבלי להפריע להגדרות הגובה ולבצע כרסום סופי של הכתף השנייה. האפשרות השנייה לעיבוד מדפים בייצור בקנה מידה יחיד וקטן עדיפה.
הקמת מכונה לכרסום דרך חריצים מלבניים באמצעות חותכי דיסקים. בעת כרסום כתפיים, הדיוק של רוחב הכתף אינו תלוי ברוחב החותך. יש לעמוד בתנאי אחד בלבד: רוחב החותך חייב להיות גדול מרוחב הכתף (אם אפשר, לא יותר מ-3-5 מ"מ).
בעת כרסום חריצים מלבניים, רוחב חותך הדיסק צריך להיות שווה לרוחב החריץ שנכרסם אם יציאת שיני הקצה היא אפס. אם יש נזילות של שיני החותך, גודל החריץ שנטחן על ידי חותך כזה יהיה גדול בהתאם מרוחב החותך. יש לזכור זאת, במיוחד בעת עיבוד של רוחבי חריצים מדויקים.
הגדרת עומק החיתוך יכולה להתבצע בהתאם לסימונים. כדי להדגיש בבירור את קווי הסימון, חומר העבודה נצבע מראש בתמיסת גיר ושקעים (הליבות) מוחלים על הקו המצויר בעזרת כלי מרכז באמצעות אגרוף מרכזי. הגדרת עומק החיתוך לאורך קו הסימון מתבצעת עם מעברי ניסיון. במקביל, ודא שהחותך חותך את הקצבה רק מחצית מהשקעים מהאגרוף המרכזי.
בעת הקמת מכונה לעיבוד חריצים, חשוב מאוד למקם נכון את החותך ביחס לחומר העבודה המעובד. במקרה שבו חומר העבודה מותקן במכשיר מיוחד, מיקומו ביחס לחותך נקבע על ידי המכשיר עצמו.
במקרה שבו העיבוד מתבצע ללא מכשיר מיוחד, המשימה הופכת מסובכת יותר והפתרון שלה תלוי בעיקר באילו ממדים יש לשמור בעת עיבוד החריץ. בואו נסביר את זה עם דוגמה. נניח שצריך לכרסם חריץ מלבני ברוחב b עם מידות a ו-h, שקובעות את מיקומו על החלק. באיור. 61 ממד h נמדד מהמישור העליון של חומר העבודה, ובאיור. ממד 62 h נקבע מהמשטח התומך התחתון של חומר העבודה.

אוֹרֶז. 61. הגדרת החותך לגודל h שצוין מהמישור התחתון
ההליך להתקנת חותך דיסק במקרה הראשון (ראה איור 61) הוא כדלקמן. הביאו את החותך המסתובב אל משטח הצד של חומר העבודה עד שהוא נוגע בו בצורה של סימן (מצב I). לאחר מכן הורד את השולחן כך שהחותך יהיה מעל המשטח העליון של חומר העבודה והזיז אותו עם ידית ההזנה הצולבת למימד a. לאחר מכן הרם את השולחן לגובה שבו החותך ישאיר סימן בהיר על המשטח העליון של החלק. לאחר מכן, עליך להזיז את השולחן בכיוון האורך, להזיז את החותך מעבר לממדים של חומר העבודה, ולהעלות את השולחן לגודל h, להפעיל את ההזנה האורכית ולטחון את החריץ (מצב II).
סדר ההתקנה הוא בגודל h, המצוין מבסיס החלק (איור 62). הרם את השולחן עד שהחותך נוגע במשטח השולחן אם החלק מותקן ישירות על השולחן, או עד שהוא נוגע בתמיכה אם החלק מותקן במתקן (מצב I). לאחר מכן הורידו את הטבלה לממד h (מיקום II). לאחר מכן, הפעל את סיבוב החותך והזיז את השולחן עד שהחותך בא במגע עם חומר העבודה המעובד ונוצר סימן קל מהחותך (מצב III). כעת הזיזו את השולחן לכיוון האורך, הזיזו את החותך מעבר לחומר העבודה והזיזו את השולחן עם ידית ההזנה הצולבת למימד a (מצב IV). הפעל את ההזנה האורכית וטוחן את החריץ.
אם במקום מידה a צוינה בשני המקרים מידה c, אז הטבלה תוזז בכיוון הרוחבי בכמות c + B, כאשר B הוא רוחב החותך.
התקנה מדויקת של חותכים לעומק נתון מתבצעת באמצעות הגדרות או מידות מיוחדות הניתנות במכשיר. באיור. 63 מציג דיאגרמות להתקנת חותכים לפי גודל באמצעות הגדרות. מימד 1 הוא לוח פלדה מוקשה (איור 63, א) או ריבוע (איור 63, b, c), קבוע לגוף המכשיר. בין ההתקנה לקצה החיתוך של שן החותך מניחים בדיקה מדידה 2 בעובי 3-5 מ"מ, על מנת למנוע מגע של שן החותך 3 עם המשטח המוקשה של המתקן.

אוֹרֶז. 63. יישום מתקנים לחותכי כרסום
אם העיבוד של אותו משטח מתבצע בשני מעברים (חיספוס וגימור), אזי משתמשים בבדיקות בעוביים שונים להתקנת חותכים באותו גודל.
כרסום כתפיים וחריצים עם סט חותכי דיסקים
בעת עיבוד אצווה של חלקים זהים, ניתן לבצע כרסום בו-זמנית של שתי כתפיים, שני חריצים או יותר עם סט חותכים (ראה איור 52). כדי להשיג את הגודל הנדרש בין הכתפיים והחריצים, קבוצה מתאימה של טבעות התקנה מונחות על המדרל בין החותכים (ראה איור 34).
בעת עיבוד חלקי עבודה עם סט חותכים, חותך אחד מותקן בהתאם למידות, שכן המיקום היחסי של הסט על המדרל מושג על ידי בחירת טבעות הרכבה.
בעת התקנת חותכים בגודל נתון, הם פונים לשימוש בתבניות התקנה מיוחדות.
להתקנה מדויקת של חותכים, נעשה שימוש בלוקי קצה מקבילים למישור ועצירות מחוון.
באיור. איור 64 מציג תרשים של סידור מעצורי המחוון 1 ו-2 במכונת כרסום אופקית להתקנה מדויקת של חותכים במהלך תנועות רוחביות ואנכיות של השולחן.

אוֹרֶז. 64. פריסת עצירות מחוון
כדי לפשט את ספירת תנועות השולחן, במקום חוגה, הציע מפעיל מכונת כרסום ממפעל קירוב נ.מ. פרונין מכשיר המצויד במונה תנועות שולחן. העלאה והורדה של הטבלה בכמות נתונה באמצעות מכשיר כזה יכולה להיעשות בתנועה מואצת, ללא חשש לטעות בספירה.
ניתן לקבוע את ההיתכנות של עיבוד כתפיים וחריצים עם סט של חותכים בהתבסס על הזמן הכולל (זמן חישוב) לכל חלק עבור אפשרויות ההשוואה לעיבוד חריצים.
כרסום כתפיים וחריצים עם כרסום קצה
ניתן לעבד כתפיים וחריצים עם כרסום קצה במכונות כרסום אנכיות ואופקיות.
טחנות קצה(GOST 8237-57) מיועדים לעיבוד מטוסים, מדפים וחריצים. הם מיוצרים עם שוקיים גליליים וקוניים.
כרסמות קצה מיוצרות עם שיניים רגילות וגדולות. טחנות עם שיניים רגילות משמשות לעיבוד חצי גימור וגימור של כתפיים וחריצים. טחנות עם שיניים גדולות משמשות לחספוס.
כרסמות קצה חיספוס עם שיניים מגובות בהתאם ל-GOST 4675-71 מיועדות לחספוס של חלקי עבודה המתקבלים על ידי יציקה, פרזול חופשי וכו'.
טחנות קצה קרביד (GOST 8720-69) מיוצרות בשני סוגים: מצוידים בכתרי קרביד בקטרים של 10-20 מ"מ ועם לוחות ברגים (בקטרים של 16-50 מ"מ).
נכון להיום, מפעלי כלי עבודה מייצרים כרסמות קצה קרביד מוצק בקוטר של 3-10 מ"מ וטרסנים קצה עם חלק עובד קרביד מוצק המולחם לתוך שוק חרוטי פלדה. קוטר החותכים הוא 14-18 מ"מ, מספר השיניים הוא 3.
השימוש בחותכי קרביד יעיל במיוחד בעת עיבוד חריצים וכתפיים בחלקי עבודה העשויים מפלדות מוקשות וקשות לחיתוך.
הדיוק של החריצים ברוחב בעת עיבודם בכלי מדידה, כגון דיסקים וכרסני קצה, תלוי במידה רבה בדיוק של החותכים בהם נעשה שימוש, כמו גם בדיוק, קשיחות מכונות הכרסום ובהרצה של החותך לאחר הידוק בציר. החיסרון של כלי מדידה הוא איבוד גודלו הנומינלי עקב בלאי ולאחר שחיקה מחדש. עבור כרסום קצה, לאחר השחזה מחדש הראשון לאורך משטח גלילי, גודל הקוטר מעוות, והם מתבררים כלא מתאימים לקבלת רוחב מדויק של החריץ.
ניתן להשיג את הגודל המדויק של רוחב החריץ על ידי עיבודו בשני מעברים: חיספוס וגימור. במהלך הגימור, החותך מכייל רק את החריץ ברוחב, וישמור על גודלו למשך תקופה ארוכה. לאחרונה, צ'אקים הופיעו לאבטחת כרסמות קצה, המאפשרות התקנה של חותך עם אקסצנטריות מתכווננת, כלומר, יציאה מתכווננת.
באיור. 65 מציג צ'אק בשימוש באיגוד כלי המכונות של לנינגרד על שמו. י.מ. סברדלובה. חור מקומם בגוף המחסנית בצורה אקסצנטרית ב-0.3 מ"מ ביחס לשוק שלו 5. לחור זה מוחדר שרוול לקולטים 1 באותה אקסצנטריות ביחס לקוטר הפנימי. התותב מחובר לגוף עם שני ברגים 3. כאשר מסובבים את התותב באמצעות אום 2 כשהברגים משוחררים מעט, מתרחשת עלייה מותנית בקוטר החותך (חלוקה אחת בחוגה 4 מתאימה לעלייה בקוטר של החותך. חותך ב-0.04 מ"מ).

אוֹרֶז. 65. צ'אק לכרסום עמדות ממדים עם חותכים סטנדרטיים
בעת עיבוד חריצים עם כרסום קצה, השבבים חייבים להיות מכוונים כלפי מעלה לאורך החריץ הסליל של החותך, כך שהם לא יקלקלו את המשטח המעובד או יגרמו לשבירה של שן החותך. זה אפשרי רק כאשר כיוון החריץ הסליל עולה בקנה אחד עם כיוון הסיבוב של החותך, כלומר כאשר הם נמצאים באותו כיוון. עם זאת, המרכיב הצירי של כוח החיתוך P x יופנה כלפי מטה ונוטה לדחוף את החותך אל מחוץ לשקע הציר. לכן, בעת עיבוד חריצים, החותך חייב להיות מהודק בצורה מאובטחת יותר מאשר בעת עיבוד של מישור פתוח עם כרסום קצה. כיוון הסיבוב של החותך והחריץ הסליל, כמו במקרה של עיבוד עם חותכי פנים וגליליים, צריך להיות הפוך, שכן במקרה זה המרכיב הצירי של כוח החיתוך יופנה לכיוון מושב הציר וינוטה להדק את ציר עם החותך לתוך הציר.

אוֹרֶז. 66. כרסום כתף עם כרסום קצה
הגדרה והגדרה לכרסום כתף. הבה נתבונן בדוגמה של כרסום כתפיים בחלק (ראה איור 59). אנו בוחרים כרסום קצה עם תוספות סגסוגת קשיחה T15K6 ושוק חרוטי D = 40 מ"מ, עם מספר השיניים z = 6. כדי להבטיח שהשבבים יופנו כלפי מעלה לאורך החריצים הסליליים לכיוון הנכון של הציר, אנו בחר חותך כרסום עם הכיוון הנכון של החלילים הסליליים.
חומר העבודה מותקן, מיושר ומאובטח בדיוק באותו אופן כמו במקרה של כרסום עם חותך דיסק. אנו מקבעים את טחנת הקצה בשרוול המתאם ויחד עם השרוול מכניסים אותו לחור החרוט של הציר, לאחר שניגבנו קודם לכן את כל משטחי הישיבה, ומקבעים אותו עם מוט ניקוי. לחלק (ראה איור 59), רוחב כרסום B = 13 מ"מ, עומק חיתוך t = 4 מ"מ.
אנו מניחים הזנה לכל שן s z = 0.05 מ"מ/שן. מהירות החיתוך עבור כרסום קצה עם תוספות קרביד היא v = 180 מ' לדקה. באמצעות הגרף (ראה איור 40) אנו קובעים את רמת המהירות הקרובה ביותר. אנחנו לוקחים n = 1250 סל"ד. מהירות החיתוך בפועל תהיה v = 160 סל"ד. אנו קובעים את הזנת הדקות (ראה איור 41): s = 400 מ"מ/דקה.
עיבוד המדף הראשון (איור 66, א) כולל את הטכניקות הבאות. הביאו את החותך המסתובב כדי ליצור קשר עם משטח הקצה של חומר העבודה המנסרה; הנמיך את השולחן עד שהחותך מתרחב מעבר למידות חומר העבודה, השתמש בידית ההזנה הצולבת כדי להזיז את השולחן עם חומר העבודה לכיוון החותך ב-13 מ"מ; הרם את השולחן עד שהוא נוגע קלות במישור העליון של חומר העבודה עם החותך המסתובב; הסר את חומר העבודה מתחת לחותך והרם את השולחן ב-4 מ"מ; הפעל את ההזנה האורכית המכנית ובצע כרסום.
עיבוד המדף השני (איור 66, ב) יכול להתבצע גם בשתי דרכים, בהתאם לאורך המדף. אם אורך הבליטה קצר, יש צורך להזיז את החותך אל מעבר לחומר העבודה המעובד ולהזיז את השולחן בכיוון הרוחבי למרחק השווה לרוחב הבליטה בתוספת קוטר החותך. לאחר מכן הפעל את ההזנה האורכית וטוחן את הכתף השנייה. אם רוחב המדף גדול מספיק, אפשר לעבד את המדף השני בשני מעברים: חיספוס וגימור.
הגדרת המכונה לעיבוד חריצים, כמו במקרה של עיבוד שלהם עם חותכי דיסקים, תלוי בשיטה של מדידת גודל h. ראשית, ננתח את המקרה כאשר הגודל h מצוין מהמישור העליון של חומר העבודה (איור 67). הזז את החותך המסתובב אל משטח הצד של חומר העבודה (מצב I). הורד את השולחן והזז את ידית ההזנה הצולבת למימד a (מצב II). לאחר מכן, הרם את השולחן עד שהחותך נוגע במשטח העליון של חומר העבודה. לאחר מכן הזיזו את השולחן בכיוון האורך, הזיזו את החותך מעבר לחומר העבודה והרם את השולחן לפי ממד h; הפעל את ההזנה האורכית וטוחן את החריץ.

אוֹרֶז. 67. הגדרת החותך לגודל h, המצוין מהקצה העליון
כעת שקול את המקרה כאשר גודל החריץ נמדד מהמשטח התומך התחתון של חומר העבודה המותקן ישירות על השולחן או על בטנה (איור 68). במקרה זה, תחילה עליך להביא את החותך למגע עם הגיבוי או בזהירות רבה עד שהוא יבוא במגע עם משטח השולחן אם חומר העבודה מותקן ישירות על השולחן (מצב I). לאחר מכן, עליך להוריד את הקונסולה לפי ממד h (מצב II הפעל את סיבוב החותך והזיז את השולחן בכיוון הרוחבי עד שהוא יוצר מגע קל עם משטח הצד של חומר העבודה (עמדה III). הזיזו את הטבלה בכיוון האורך, הזיזו את החותך מעבר לחומר העבודה והזיזו את השקף הרוחבי למימד a (מצב IV).

אוֹרֶז. 68. הגדרת החותך לגודל h, המצוין מהקצה התחתון
במקרים מסוימים, על מנת להשיג את רוחב החריץ הנדרש, רצוי לבצע עיבוד בשתי פעולות: חיספוס וגימור. במקרה זה, רצוי לבצע עיבוד גימור עם כרסום קצה קרביד.
כרסום חריץ סגור
חריצים סגורים מעובדים במכונות כרסום אנכיות או אופקיות עם ראש עילי אנכי באמצעות כרסום קצה. נסביר את כרסום החריצים הסגורים בעזרת דוגמה. ברצועת פלדה 45 בעובי 12 מ"מ יש צורך לכרסם חריץ סגור ברוחב 16 מ"מ ובאורך 40 מ"מ.
בחירת גודל חותך. קוטר החותך נקבע לפי רוחב החריץ. במקרה זה D = 16 מ"מ. ניקח טחנת קצה עם שוק גלילי ושיניים רגילות (z=4) עשויה מפלדה מהירה R6M5.
התקנה והתקנה של המכונה. חומר העבודה מגיע לפעולת הכרסום מסומן, עם חורים שנקדחו ליציאת כרסום הקצה והיווצרות רדיוס עקמומיות (איור 69, א). חתיכת העבודה מאובטחת במפתח. המישור העליון נמצא בגובה לסתות המלחצים. כדאי לשים לב למיקום הנכון של השבבים המקבילים - הם לא צריכים להפריע ליציאה החופשית של החותך בעת כרסום חריץ (איור 69, ב).

אוֹרֶז. 69. כרסום חריץ סגור
הגדרת המכונה למצבי כרסום. אנו מעבדים את החריץ בשלושה מעברים עם עומק חיתוך של 4 מ"מ, הזנה לכל שן sz - 0.01 מ"מ/שן, מהירות חיתוך v = 60 מ"מ/דקה. רמת המהירות הקרובה ביותר לפי הגרף (ראה איור 40) n = 1250 סל"ד הזנת הדקות נקבעת לפי הגרף (ראה איור 41) או ישירות באמצעות הנוסחה s m = 0.01 x 4 x 1250 = 50 מ"ד/דקה .
באיור. 69, b מציגה כרסום של חריץ. לאחר הכנסת החותך לתוך החורים שנקדחו קודם לכן, השולחן מקבל תחילה הזנה אנכית ידנית לעומק הכרסום (4 מ"מ). לאחר מכן הם מפעילים את ההזנה האורכית המכנית לכיוון אחד, מכבים אותו, נותנים הזנה אנכית לעומק החיתוך, מודדים את כיוון ההזנה, מפעילים את ההזנה המכנית לכיוון השני וכו', משנים לסירוגין את הכיוון של תנועה של השולחן ומתן הזנה לעומק עבור כל מהלך של השולחן. יש לנקוט זהירות מיוחדת בהזנה לעומק לפני המעבר האחרון ברגע שהחותך יוצא מהצד של המשטח התומך התחתון.
סוגים אחרים של עבודות המבוצעות על ידי טחנות קצה
בנוסף לעיבוד כתפיים וחריצים, כרסמות קצה משמשות לביצוע עבודות אחרות במכונות כרסום אנכיות וכרסום אופקיות.
טחנות קצה משמשות לעיבוד מישורים פתוחים: אנכיים, אופקיים ומשופעים.
באיור. 70 מציג כרסום מטוס משופעבסגן אוניברסלי. הטכניקות לעיבוד מטוסים עם כרסום קצה אינן שונות מהטכניקות לעיבוד כתפיים וחריצים. ניתן להשתמש במכבשי קצה לעיבוד שקעים (שקעים) שונים.

אוֹרֶז. 70. כרסום מישור משופע בסגן
באיור. איור 71 מציג כרסום של חלל עם טחנת קצה. כרסום שקעים בחלקי עבודה מתבצעת על פי הסימונים.

אוֹרֶז. 71. כרסום שקע של חלק גוף
נוח יותר לבצע תחילה כרסום ראשוני של קו המתאר השקע (מבלי להגיע לקווי הסימון), ולאחר מכן כרסום סופי של קו המתאר.
במקרים בהם יש צורך לכרסם חלון ולא שקע, יש צורך בהצבת גיבוי מתאים מתחת לחומר העבודה על מנת לא לפגוע בסיגנון בעת יציאת הקצה.
כרסום כתפיים עם כרסום קצה
כרסום כתף יכול להתבצע הן במכונות כרסום אנכיות והן במכונות כרסום אופקיות.
עיבוד של חלקים עם כתפיים ממוקמות סימטרית יכול להיעשות על ידי אבטחת חלקי העבודה במתקנים דו-מצביים או בשולחנות סיבוביים דו-מצביים. לאחר כרסום הכתף הראשונה מסובבים את המכשיר ב-180 מעלות וממקמים אותו במצב השני לכרסום הכתף השנייה (ראה איור 212).
עמוד 29 מתוך 31
§ 32. כרסום גרוטים מיוחדים
סוגי חריצים מיוחדים
בהנדסת מכונות, חריצים מיוחדים נמצאים בשימוש נרחב, כולל מה שנקרא בצורת T וסוג "". לְהִשְׁתַלֵב" באיור. 152, ומראה לוח עם שלושה חריצים בצורת T, בדומה לחריצים בשולחן של מכונת כרסום. באיור. 152, b מציגה צלחת עם חריץ זנב יונים; חריצים מסוג זה נמצאים לרוב במכונות כרסום - במובילי המסגרת מתחת לתא המטען, במובילי המסגרת מתחת לקונסולה, במובילי השקף מתחת לשולחן העליון וכו'.חותכי כרסום לחריצים מיוחדים
כרסום של חריצי T וחריצי זנב יונים מתבצע בדרך כלל במכונת כרסום אנכית. כדי לטחון חריצים בצורת T, משתמשים במפתני קצה חריצים (איור 153, א), שנבחרו אך ורק על פי מידות החריץ. מכיוון שחריצים בצורת T מיוצרים על פי מידות מנורמלות, החותכים לכרסום חריצים אלה מתוקננים על פי GOST 7063-54. כדי לכרסם חריץ של זנב יונים, משתמשים במפתנים פינתיים (איור 153, ב) עם זווית השווה לזווית החריץ (55 או 60 מעלות).
מכיוון שחריצים בצורת T מיוצרים על פי מידות מנורמלות, החותכים לכרסום חריצים אלה מתוקננים על פי GOST 7063-54. כדי לכרסם חריץ של זנב יונים, משתמשים במפתנים פינתיים (איור 153, ב) עם זווית השווה לזווית החריץ (55 או 60 מעלות). כרסום חריצי T
הבה נשקול כרסום שלושה חריצי T לפי איור. 152, א. חומר העבודה הוא ברזל יצוק רך. חריצים בצורת T נעשים בדרך כלל בשני מעברים: במהלך המעבר הראשון, חריץ מלבני (18X30 מ"מ), במעבר השני - החלק הרחב של החריץ (32X15 מ"מ). חומר העבודה המסומן מותקן ישירות על שולחן המכונה, כפי שמוצג באיור. 154. ודא שההתקנה של חומר העבודה תהיה אופקית (מקבילה) לשולחן באמצעות מד עובי, הזז אותו לאורך שולחן המכונה. לאחר מכן מד העובי מאובטח בציר המכונה והזנה האורכית של השולחן משמשת לבדיקת ההתקנה הנכונה של החריצים המסומנים ביחס לשולחן המכונה. לאחר היישור, חתיכת העבודה מאובטחת לבסוף עם ברגים לשולחן המכונה. למעבר הראשון אנחנו לוקחים טחנת קצה בקוטר 18 מ"מ. כדי לכרסם את החריץ הראשון, תוך שימוש בשילוב של הזנות אורך ורוחב, הביאו את חומר העבודה מתחת לחותך עד שהוא נוגע קלות וקבעו את החותך בדיוק לאורך קו הסימון של החריץ הראשון. לאחר מכן, באמצעות הזנה אורכית, הזז את השולחן למיקומו המקורי ועל ידי סיבוב ידית ההזנה האנכית, הרם את השולחן לעומק חריץ של 30 מ"מ(ראה איור 152, א). נעל את המסוף ואת מגלשת השולחן הרוחבי, התקן את המצלמות לכיבוי מכאני של ההזנה האורכית של השולחן והבא באופן ידני את חומר העבודה אל החותך. סובב לאט את ידית ההזנה האורכית של השולחן, חתוך את החותך לתוך חומר העבודה, ולאחר מכן הפעל את הזנת השולחן האורכית המכנית. לאחר כרסום החריץ הראשון, טוחנים את החריצים השני והשלישי באותו אופן. לאחר סיום כרסום החריצים עם כרסום קצה, אתה יכול להתחיל את הכרסום הסופי של החריצים, עבורם אתה צריך להתקין חותך בצורת T עם שיניים רב-כיווניות בקוטר 32 בציר מ"מורוחב 15 מ"מ, עם קוטר צוואר של 18 מ"מ(איור 153, א). חומר חותך כרסום - פלדה במהירות גבוהה R18; מספר שיניים 8. עבור כרסום סופי של החריץ הראשון, יש צורך להביא את חומר העבודה מתחת לחותך כך שצוואר החותך בקוטר 18 מ"מעלה בקנה אחד עם חריץ כרסום ברוחב 18 מ"מ. עומק ההתקנה של החותך נקבע כך שבסיס החותך נוגע בתחתית החריץ. לאחר מכן, השתמש בהזנה האורכית כדי להזיז את השולחן חזרה למיקומו המקורי, נעל את המסוף ואת שקופיות השולחן הרוחביות, והשתמש בהזנה ידנית איטית כדי לחתוך לתוך חומר העבודה, ולאחר מכן הפעל את ההזנה האורכית המכנית של השולחן. בסוף המעבר כדאי לבדוק את מידות החריץ בעזרת קליפר או תבנית. לאחר מכן המשך לכרסום החריץ השני, חזרה על כל הטכניקות המפורטות לעיל, ולבסוף, לכרסום החריץ השלישי. לפעמים לחריצי T יש קצוות מגולגלים, כפי שמוצג באיור. 155, v. במקרה זה, המעבר השלישי נעשה עם טחנת קצה זוויתית, בדומה לזה שמוצג באיור. 153, ב, אבל עם חרוט הפוך, ושיפוע.
למעבר הראשון אנחנו לוקחים טחנת קצה בקוטר 18 מ"מ. כדי לכרסם את החריץ הראשון, תוך שימוש בשילוב של הזנות אורך ורוחב, הביאו את חומר העבודה מתחת לחותך עד שהוא נוגע קלות וקבעו את החותך בדיוק לאורך קו הסימון של החריץ הראשון. לאחר מכן, באמצעות הזנה אורכית, הזז את השולחן למיקומו המקורי ועל ידי סיבוב ידית ההזנה האנכית, הרם את השולחן לעומק חריץ של 30 מ"מ(ראה איור 152, א). נעל את המסוף ואת מגלשת השולחן הרוחבי, התקן את המצלמות לכיבוי מכאני של ההזנה האורכית של השולחן והבא באופן ידני את חומר העבודה אל החותך. סובב לאט את ידית ההזנה האורכית של השולחן, חתוך את החותך לתוך חומר העבודה, ולאחר מכן הפעל את הזנת השולחן האורכית המכנית. לאחר כרסום החריץ הראשון, טוחנים את החריצים השני והשלישי באותו אופן. לאחר סיום כרסום החריצים עם כרסום קצה, אתה יכול להתחיל את הכרסום הסופי של החריצים, עבורם אתה צריך להתקין חותך בצורת T עם שיניים רב-כיווניות בקוטר 32 בציר מ"מורוחב 15 מ"מ, עם קוטר צוואר של 18 מ"מ(איור 153, א). חומר חותך כרסום - פלדה במהירות גבוהה R18; מספר שיניים 8. עבור כרסום סופי של החריץ הראשון, יש צורך להביא את חומר העבודה מתחת לחותך כך שצוואר החותך בקוטר 18 מ"מעלה בקנה אחד עם חריץ כרסום ברוחב 18 מ"מ. עומק ההתקנה של החותך נקבע כך שבסיס החותך נוגע בתחתית החריץ. לאחר מכן, השתמש בהזנה האורכית כדי להזיז את השולחן חזרה למיקומו המקורי, נעל את המסוף ואת שקופיות השולחן הרוחביות, והשתמש בהזנה ידנית איטית כדי לחתוך לתוך חומר העבודה, ולאחר מכן הפעל את ההזנה האורכית המכנית של השולחן. בסוף המעבר כדאי לבדוק את מידות החריץ בעזרת קליפר או תבנית. לאחר מכן המשך לכרסום החריץ השני, חזרה על כל הטכניקות המפורטות לעיל, ולבסוף, לכרסום החריץ השלישי. לפעמים לחריצי T יש קצוות מגולגלים, כפי שמוצג באיור. 155, v. במקרה זה, המעבר השלישי נעשה עם טחנת קצה זוויתית, בדומה לזה שמוצג באיור. 153, ב, אבל עם חרוט הפוך, ושיפוע.  לפיכך, כרסום חריץ בצורת T צריך להיעשות בשלושה מעברים: במעבר הראשון כרסום חריץ ישר (איור 155, א), במהלך השני כרסום חריץ בצורת T (איור 155, ב). ), במהלך השלישי, מסירים שיניים (איור 155, ג). כרסום שלושה חריצים מלבניים במהלך המעבר הראשון ניתן לבצע במקום מכונה אנכית במכונת כרסום אופקית בו זמנית - עם סט של שלושה חותכי דיסקים תלת צדדיים. עיבוד זה מקטין באופן דרמטי את הזמן ומאפשר שימוש במצבי כרסום במהירות גבוהה עם חותכי דיסקים עם סכיני קרביד.
לפיכך, כרסום חריץ בצורת T צריך להיעשות בשלושה מעברים: במעבר הראשון כרסום חריץ ישר (איור 155, א), במהלך השני כרסום חריץ בצורת T (איור 155, ב). ), במהלך השלישי, מסירים שיניים (איור 155, ג). כרסום שלושה חריצים מלבניים במהלך המעבר הראשון ניתן לבצע במקום מכונה אנכית במכונת כרסום אופקית בו זמנית - עם סט של שלושה חותכי דיסקים תלת צדדיים. עיבוד זה מקטין באופן דרמטי את הזמן ומאפשר שימוש במצבי כרסום במהירות גבוהה עם חותכי דיסקים עם סכיני קרביד. כרסום חריץ זנב יונים
כרסום חריץ זנב יונים בחומר עבודה לפי איור. 152, b מופק בשני מעברים. במהלך המעבר הראשון, כרסום עם כרסום קצה בקוטר 50 מ"ממידות חריץ מלבני 50X20 מ"מ, ובמהלך המעבר השני מסירים את השיפועים של חריץ הזנב באמצעות חותך דיסק בעל זווית אחת בזווית של 55°. המעבר הראשון של כרסום חריץ מלבני 50X X20 מ"מניתן לעשות עם חותך דיסק תלת צדדי במהירויות גבוהות. כרסום של חריצי זנב יונים צרים בחלקים קטנים מתבצע במעבר אחד באמצעות חותכים, בדומה לזה שמוצג באיור. 153, ב. כדי לבטל את הפער בין שני חלקים מסוג זנב יונים, החריץ עשוי עם שיפוע ברוחב לצד אחד. תחשוב איך לבנות תַהֲלִיךעיבוד במקרה זה ובאיזה מהם יש לבחור מכונת כרסום.פגמים אפשריים בעת כרסום חריצים מעוצבים וחריצים מיוחדים
בעת כרסום חריצים בצורת חריצים מיוחדים, למעט מקרים כלליים, הנדון בעמודים 169-170 עבור כרסום כתפיים, חריצים מלבניים וחריצים, סוגי הפגמים הבאים אפשריים: 1. פרופיל של חריץ מעוצב או חריץ מיוחד אינו מתאים לתבנית בעת בדיקה. סיבות: פרופיל שנבחר בצורה שגויה של החותך המעוצב; חידוד לא נכון של החותך בצורת מגובה; התקנה לא נכונה של עומק החותך; תבנית שגויה. 2. פרופיל החריץ המעוצב או החריץ המיוחד מופל על ידי סימני הסימון. הנישואים הם בלתי הפיכים. סיבות: חוסר זהירות של מפעיל הכרסום. 3. בעת כרסום חריצים בצורת ברזל יצוק, נוצרים פגמים עקב סתתים של פינות החריץ כאשר החותך יוצא מהחריץ. כדי להימנע מכך, מומלץ לכבות את ההזנה האורכית המכנית של השולחן ברגע שהחותך יוצא ולטחון בזהירות את החריץ באופן ידני. זה הכרחי במיוחד כאשר כרסום מתרחש בקצב הזנה גבוה.לעבודה מלאה עם נתב ידניבנוסף לכלי עצמו, החומר ומערכת החותכים התואמת, אתה חייב להיות מרכיב אחד נוסף - מתקנים. על מנת שהחותך יוכל לעצב את חומר העבודה בהתאם לתכנית האב - חיתוך החומר בדיוק היכן שהוא נדרש - עליו להיות במצב מוגדר בהחלט ביחס לחומר בכל רגע של זמן. אביזרים רבים עבור נתב ידני משמשים כדי להבטיח זאת. חלקם - הנחוצים ביותר - כלולים בהיקף אספקת המכשיר. התקנים אחרים לטחינה ניתן לרכוש או לייצר בעצמך. יתר על כן, מכשירים תוצרת בית הם כל כך פשוטים שכדי להכין אותם אתה יכול לעשות בלי ציורים, רק באמצעות הציורים שלהם.
גדר קרע
המכשיר הכי משומש שמגיע עם כמעט כל נתב הוא לקרוע גדר, מתן תנועה ישרהחותכים ביחס למשטח הבסיס. האחרון יכול להיות הקצה הישר של חלק, שולחן או מעקה מנחה. המעצור המקביל יכול לשמש הן עבור כרסום חריצים שונים הממוקמים על פני חומר העבודה, והן עבור עיבוד קצוות.עצירה מקבילה לנתב ידני: 1 - עצירה, 2 - מוט, 3 - בסיס הנתב, 4 - בורג נעילת מוט, 5 - בורג כוונון עדין, 6 - כרכרה זזה, 7 - בורג נעילת עגלה נייד, 8 - רפידות, 9 - נעילת בורג עצור.

כדי להתקין את המכשיר במצב עבודה, יש צורך להחליק את המוטות 2 לתוך החורים של המסגרת 3, להבטיח את המרחק הנדרש בין המשטח התומך של המעצור לציר החותך, ולתקן אותם עם בורג הנעילה 4. כדי למקם את החותך במדויק, עליך לשחרר את בורג הנעילה 9 ולסובב את בורג הכוונון העדין 5 להגדיר את החותך למצב הרצוי. עבור דגמי עצירה מסוימים, ניתן לשנות את מידות המשטח התומך על ידי הזזה או פריסה של רפידות התמיכה 8.
אם אתה מוסיף חלק אחד פשוט לגדר הקרע, אתה יכול להשתמש בו כדי לכרסם לא רק ישר, אלא גם חריצים מעוקלים, למשל, לעיבוד חומר עבודה עגול. יתרה מכך, המשטח הפנימי של הבלוק הממוקם בין המעצור לחומר העבודה לא חייב בהכרח להיות בעל צורה מעוגלת העוקבת אחר קצה חומר העבודה. ניתן גם לתת לו צורה פשוטה יותר (איור "א"). במקרה זה, מסלול החותך לא ישתנה.

כמובן שגדר קרע רגילה, הודות לחריץ במרכז, תאפשר לכוון את הנתב לאורך קצה מעוגל, אך ייתכן שמיקום הנתב לא יהיה יציב מספיק.
תפקידו של המוט דומה לזה של גדר קרע. כמו האחרון, הוא מבטיח תנועה ליניארית לחלוטין של הנתב. ההבדל העיקרי ביניהם הוא שניתן להתקין את מסילת ההדרכה בכל זווית לקצה החלק או השולחן, ובכך להבטיח כל כיוון תנועה של הנתב ב מישור אופקי. בנוסף, בצמיג עשויים להיות אלמנטים המפשטים פעולות מסוימות, למשל, כרסום חורים הממוקמים באותו מרחק זה מזה (עם גובה מסוים) וכו'.
מסילת ההדרכה מחוברת לשולחן או לחומר העבודה באמצעות מהדקים או מהדקים מיוחדים. ניתן לצייד את הצמיג במתאם (נעל), המחובר לבסיס הנתב באמצעות שני מוטות. החלקה לאורך פרופיל הצמיג, המתאם קובע את התנועה הליניארית של החותך.
לפעמים (אם המרחק של הצמיג מהנתב קרוב מדי), המשטחים התומכים של הצמיג ושל הנתב עשויים להופיע במישורים שונים בגובה. כדי ליישר אותם, חלק מהנתבים מצוידים ברגלי תמיכה נשלפות, שמשנות את מיקום הנתב בגובה.
מכשיר כזה קל לעשות במו ידיך. האפשרות הפשוטה ביותר היא בלוק ארוך המוצמד לחומר העבודה באמצעות מהדקים. ניתן להשלים את העיצוב עם תמיכות צד.

על ידי הנחת בלוק על שני חלקי עבודה מיושרים או יותר בבת אחת, ניתן לעשות בהם חריצים במעבר אחד.

כאשר משתמשים בבלוק כעצירה, זה לא נוח למקם את הבלוק במרחק מסוים מקו החריץ העתידי. לשני המכשירים הבאים אין אי נוחות זו. הראשון עשוי מלוחות ודיקט המחוברים זה לזה. במקרה זה, המרחק מקצה המעצור (לוח) לקצה הבסיס (דיקט) שווה למרחק מהחותך לקצה בסיס הנתב. אבל תנאי זה מתקיים רק עבור חותך באותו קוטר. הודות לכך, המכשיר מתיישר במהירות לאורך קצה החריץ העתידי.

ניתן להשתמש במכשיר הבא עם חותכים בקטרים שונים, בנוסף בעת כרסום, הנתב מונח על כל הסוליה שלו, ולא על חציו, כמו במכשיר הקודם.


המעצור מיושר לאורך קצה הלוח הצירים וקו האמצע של החריץ. לאחר תיקון המעצור, הלוח המתקפל מתקפל לאחור, ומפנה מקום לנתב. רוחב הלוח המתקפל, יחד עם הרווח בינו לבין המעצור (אם קיים), צריך להיות שווה למרחק ממרכז החותך לקצה בסיס הנתב. אם תתמקד בקצה החותך ובקצה החריץ העתידי, המכשיר יעבוד רק בקוטר אחד של החותך.
בעת כרסום חריצים על פני הגרגר, ביציאה מחומר העבודה, בעת כרסום חריץ פתוח, מקרים של שפשוף עץ אינם נדירים. המכשירים הבאים יעזרו למזער את השפשוף: אני לוחץ על הסיבים במקום שבו החותך יוצא, ומונע מהם להתפצל מחומר העבודה.


שני לוחות, בניצב לחלוטין, מחוברים עם ברגים. חותכים שונים משמשים בצדדים שונים של המעצור כך שרוחב החריץ במתקן יתאים לרוחב החריץ של החלק שנטחן.
קובץ מצורף נוסף לניתוב חריצים פתוחים ניתן ללחוץ חזק יותר על חומר העבודה, מה שממזער עוד יותר את השפשוף, אך הוא מתאים רק לחותך בקוטר אחד. הוא מורכב משני חלקים בצורת L המחוברים לחומר העבודה עם מלחציים.


העתק טבעות ותבניות
טבעת ההעתקה היא פלטה עגולה עם כתף בולטת המחליקה לאורך התבנית ומספקת את המסלול הדרוש של החותך. טבעת ההעתקה מחוברת לבסיס הנתב בדרכים שונות: הברג אותו לחור הברגה (טבעות כאלה מופיעות בתמונה למטה), הכנס את האנטנות של הטבעת לחורים מיוחדים על הסוליה או הברג אותה פנימה.

קוטר טבעת ההעתקה צריך להיות קרוב ככל האפשר לקוטר החותך, אך הטבעת לא צריכה לגעת בחלקי החיתוך שלה. אם קוטר הטבעת גדול מקוטר החותך, אזי התבנית חייבת להיות קטנה מהחלקים המוגמרים כדי לפצות על ההבדל בין קוטר החותך לקוטר טבעת ההעתקה.

התבנית מאובטחת לחומר העבודה עם סרט דו צדדי, ואז שני החלקים נלחצים עם מהדקים לשולחן העבודה. לאחר שסיימתם את הניתוב, בדקו שהטבעת נלחצת בקצה התבנית לאורך כל הפעולה.
אתה יכול ליצור תבנית לעיבוד לא את כל הקצה, אלא רק לעיגול הפינות. במקרה זה, באמצעות התבנית המוצגת להלן, ניתן לבצע עיגולים של ארבעה רדיוסים שונים.


באיור למעלה משתמשים בחותך עם מיסב, אך ניתן להשתמש בתבנית גם עם טבעת, רק שהטבעת חייבת להתאים בדיוק לקוטר החותך, או שהעצירות חייבות לאפשר להרחיק את התבנית הקצה לפי ההבדל ברדיוס של החותך והטבעת. זה תקף גם ליותר אפשרות פשוטהבתמונה למטה.


תבניות משמשות לא רק עבור כרסום קצוות, אלא גם חריצים על הפנים.

התבנית יכולה להיות מתכווננת.


ניתוב תבנית הוא שיטה מצוינת לחיתוך חריצי צירים.


כלים לכרסום חריצים עגולים ואליפטיים
מצפנים מיועדים להזיז את הנתב סביב מעגל. המכשיר הפשוט ביותר מסוג זה הוא מצפן, המורכב ממוט אחד, שקצהו האחד מחובר לבסיס הנתב, ולשני יש בורג עם סיכה בקצהו המוחדר לחור המשמש בתור מרכז המעגל שלאורכו נע החותך. רדיוס המעגל נקבע על ידי הזזת המוט ביחס לבסיס הנתב.
עדיף, כמובן, שהמצפן יהיה עשוי משני מוטות.

באופן כללי, מצפנים הם מכשיר נפוץ מאוד. ישנם מספר רב של מכשירים ממותגים ותוצרת בית לטחינה היקפית, משתנים בגודל ובנוחות השימוש. ככלל, למצפנים יש מנגנון המבטיח שינוי ברדיוס המעגל. זה נעשה בדרך כלל בצורה של בורג עם סיכה בקצה, נע לאורך החריץ של המכשיר. הסיכה מוכנסת לחור המרכזי של החלק.



כאשר יש צורך לכרסם עיגול בקוטר קטן, הסיכה חייבת להיות ממוקמת מתחת לבסיס הנתב, ובמקרים כאלה משתמשים במכשירים אחרים המחוברים לתחתית בסיס הנתב.

הבטחת תנועת החותך במעגל באמצעות מצפן היא די פשוטה. עם זאת, פעמים רבות נאלצים להתמודד עם הצורך ביצירת קווי מתאר אליפטיים - בהכנסת מראות או זכוכית בצורת אליפסה, התקנת חלונות או דלתות מקושתות וכו'. מכשיר PE60 WEGOMA (גרמניה) מיועד לכרסום אליפסות ומעגלים.


זהו בסיס בצורת פלטה, המחוברת למשטח באמצעות כוסות יניקה 1 או עם ברגים אם אופי המשטח אינו מאפשר את קיבועו באמצעות כוסות יניקה. שתי נעליים 2, הנעות לאורך מובילים מצטלבים, מבטיחות את תנועתו של חותך הכרסום לאורך נתיב אליפטי. בעת כרסום עיגול משתמשים בנעל אחת בלבד. ערכת המכשיר כוללת שני מוטות הרכבה וסוגר 3, בעזרתם מחברים את הנתב ללוח. החריצים על התושבת מאפשרים לך להתקין את הנתב כך שהמשטח התומך שלו ובסיס הלוח יהיו באותו מישור.
כפי שניתן לראות מהתמונות למעלה, נעשה שימוש בראוטר במקום פאזל או מסור להקה, יחד עם זאת, בשל המהירות הגבוהה של החותך, איכות המשטח המעובד היא הרבה יותר גבוהה. גם בהיעדר מדריך מסור עגול, גם הנתב יכול להחליף אותו.
התקנים לכרסום חריצים על משטחים צרים
חריצים למנעולים ו צירי דלת, בהיעדר חותך כרסום, מתבצע באמצעות אזמל ומקדחה חשמלית. פעולה זו - במיוחד בעת ביצוע חריץ למנעול פנימי - לוקחת זמן רב. עם חותך כרסום ומכשיר מיוחד, ניתן להשלים אותו כמה פעמים מהר יותר. נוח להחזיק מכשיר המספק כרסום חריצים במגוון רחב של גדלים.כדי לעשות חריצים בסופו של דבר, אתה יכול לעשות מכשיר פשוט בצורה של בסיס שטוח המחובר לסוליית הנתב. צורתו יכולה להיות לא רק עגולה (לפי צורת הבסיס של הנתב), אלא גם מלבנית. משני הצדדים אתה צריך לאבטח פינים מובילים שיבטיחו את התנועה הישרה של הנתב. התנאי העיקרי לבנייתם הוא שהצירים שלהם יהיו בקו אחד עם מרכז החותך. אם מצב זה מובטח, החריץ ימוקם בדיוק במרכז חומר העבודה, ללא קשר לעוביו. אם צריך להזיז את החריץ לצד זה או אחר מהמרכז, צריך לשים על אחת הפינים תותב בעובי דופן מסוים, וכתוצאה מכך החריץ יעבור לצד שעליו הסיכה. התותב ממוקם. בעת שימוש בנתב עם מכשיר כזה, יש להנחות אותו כך שהפינים נלחצים משני הצדדים אל משטחי הצד של החלק.

אם תצמידו לנתב גדר קרע שנייה, תקבלו גם מכשיר לכרסום חריצים בקצה.

אבל אתה יכול להסתדר בלי מכשירים מיוחדים. כדי להבטיח יציבות של הנתב על משטח צר, לוחות מאובטחים משני צידי החלק, שעל פני השטח שלו ליצור מישור אחד עם המשטח המעובד. בעת כרסום, הנתב ממוקם באמצעות גדר קרע.

ניתן ליצור גרסה משופרת שמגדילה את אזור התמיכה בנתב.


מכשיר לעיבוד מעקים, עמודים וגופי סיבוב אחרים
מגוון העבודות המתבצעות במכונת כרסום ידנית מכתיב לעיתים את הצורך בייצור עצמאי של מכשירים המקלים על ביצוע פעולות מסוימות. מכשירים ממותגים אינם מסוגלים לכסות את כל מגוון העבודה, והם די יקרים. לכן, מכשירים תוצרת בית לנתב נפוצים מאוד בקרב משתמשים המעוניינים לעבוד עם עץ, ולעיתים מכשירים תוצרת בית עדיפים על אנלוגים ממותגים או שאין להם אנלוגים ממותגים כלל.לעיתים יש צורך בכרסום חריצים שונים בגופים מסתובבים. במקרה זה, המכשיר המוצג להלן עשוי להיות שימושי.




המכשיר משמש לכרסום חריצים אורכיים (חלילים) על מעקות, עמודים וכו'. הוא מורכב מגוף 2, כרכרה ניידת עם חותך כרסום מותקן 1, דיסק לקביעת זווית הסיבוב 3. המכשיר פועל כדלקמן. את המעקה מניחים בגוף ומאובטחים שם עם ברגים 4. סיבוב לזווית הרצויה וקיבוע של חומר העבודה במצב מוגדר בהחלט מובטח על ידי דיסק 3 ובורג נעילה 5. לאחר תיקון החלק, הכרכרה עם הנתב היא להפעיל (לאורך מוטות ההנחיה של הגוף), ואת כרסום חריץ לאורך חומר העבודה. לאחר מכן המוצר ננעל, מסובב לזווית הנדרשת, ננעל, והחריץ הבא נעשה.
במקום זאת ניתן להשתמש במכשיר דומה מַחֲרָטָה. יש לסובב את חומר העבודה באיטיות על ידי עוזר או כונן פשוט, למשל, ממקדחה או מברג, ויש להסיר חומר עודף על ידי חותך כרסום הנע לאורך המדריכים.
כלים לכרסום טושים
מנגנוני טנון משמשים לכרסום הפרופיל של מפרקי הטנון. הייצור של האחרון דורש דיוק רב, אשר כמעט בלתי אפשרי להשיג באופן ידני. ג'יג'ים של טונים מאפשרים לך ליצור פרופיל מהיר ובקלות גם של מפרקים מורכבים כגון זנב-דם.
האיור שלהלן מציג מדגם תעשייתי של מכשיר חיתוך טינט לייצור שלושה סוגי חיבורים - זנב דוב (גרסת עיוור ודרך) ומפרק דרך עם טינט ישר. שני חלקי ההזדווגות מותקנים במתקן בשינוי מסוים ביחס זה לזה, נשלט על ידי פינים 1 ו-2, ואז הם מעובדים. המסלול המדויק של החותך נקבע לפי צורת החריץ בתבנית וטבעת ההעתקה של הנתב, המחליקה לאורך קצה התבנית וחוזרת על צורתה.




בעת שימוש בתוכן של אתר זה, עליך לשים קישורים פעילים לאתר זה, גלויים למשתמשים ולרובוטי חיפוש.
בהנדסת מכונות, חריצים מיוחדים נמצאים בשימוש נרחב, כולל חריצים בצורת T ו-Dovetail. באיור. 152, ומראה לוח עם שלושה חריצים בצורת T, בדומה לחריצים בשולחן של מכונת כרסום. באיור. 152, b מציגה צלחת עם חריץ זנב יונים; חריצים מסוג זה נמצאים לרוב במכונות כרסום - במובילי המסגרת מתחת לתא המטען, במובילי המסגרת מתחת לקונסולה, במובילי השקף מתחת לשולחן העליון וכו'.

חותכי כרסום לחריצים מיוחדים
כרסום של חריצי T וחריצי זנב יונים מתבצע בדרך כלל במכונת כרסום אנכית. כדי לטחון חריצים בצורת T, משתמשים במפתני קצה חריצים (איור 153, א), שנבחרו אך ורק על פי מידות החריץ.

מכיוון שחריצים בצורת T מיוצרים על פי מידות מנורמלות, החותכים לכרסום חריצים אלה מתוקננים על פי GOST 7063-54.
כדי לכרסם חריץ של זנב יונים, משתמשים במפתנים פינתיים (איור 153, ב) עם זווית השווה לזווית החריץ (55 או 60 מעלות).
כרסום חריצי T
הבה נשקול כרסום שלושה חריצי T לפי איור. 152, א. חומר העבודה הוא ברזל יצוק רך.
חריצים בצורת T נעשים בדרך כלל בשני מעברים: במהלך המעבר הראשון, חריץ מלבני (18X30 מ"מ), במעבר השני - החלק הרחב של החריץ (32X15 מ"מ).
חומר העבודה המסומן מותקן ישירות על שולחן המכונה, כפי שמוצג באיור. 154. ודא שההתקנה של חומר העבודה תהיה אופקית (מקבילה) לשולחן באמצעות מד עובי, הזז אותו לאורך שולחן המכונה. לאחר מכן מד העובי מאובטח בציר המכונה והזנה האורכית של השולחן משמשת לבדיקת ההתקנה הנכונה של החריצים המסומנים ביחס לשולחן המכונה. לאחר היישור, חתיכת העבודה מאובטחת לבסוף עם ברגים לשולחן המכונה.

למעבר הראשון אנחנו לוקחים טחנת קצה בקוטר 18 מ"מ.
כדי לכרסם את החריץ הראשון, תוך שימוש בשילוב של הזנות אורך ורוחב, הביאו את חומר העבודה מתחת לחותך עד שהוא נוגע קלות וקבעו את החותך בדיוק לאורך קו הסימון של החריץ הראשון. לאחר מכן, באמצעות הזנה אורכית, הזז את השולחן למיקומו המקורי ועל ידי סיבוב ידית ההזנה האנכית, הרם את השולחן לעומק חריץ של 30 מ"מ(ראה איור 152, א).
נעל את המסוף ואת מגלשת השולחן הרוחבי, התקן את המצלמות לכיבוי מכאני של ההזנה האורכית של השולחן והבא באופן ידני את חומר העבודה אל החותך. סובב לאט את ידית ההזנה האורכית של השולחן, חתוך את החותך לתוך חומר העבודה, ולאחר מכן הפעל את הזנת השולחן האורכית המכנית.
לאחר כרסום החריץ הראשון, טוחנים את החריצים השני והשלישי באותו אופן.
לאחר סיום כרסום החריצים עם כרסום קצה, אתה יכול להתחיל את הכרסום הסופי של החריצים, עבורם אתה צריך להתקין חותך בצורת T עם שיניים רב-כיווניות בקוטר 32 בציר מ"מורוחב 15 מ"מ, עם קוטר צוואר של 18 מ"מ(איור 153, א). חומר חותך כרסום - פלדה במהירות גבוהה R18; מספר שיניים 8.
עבור כרסום סופי של החריץ הראשון, יש צורך להביא את חומר העבודה מתחת לחותך בצורה כזו שצוואר החותך בקוטר 18 מ"מעלה בקנה אחד עם חריץ כרסום ברוחב 18 מ"מ. עומק ההתקנה של החותך נקבע כך שבסיס החותך נוגע בתחתית החריץ. לאחר מכן, השתמש בהזנה האורכית כדי להזיז את השולחן חזרה למיקומו המקורי, נעל את המסוף ואת שקופיות השולחן הרוחביות, והשתמש בהזנה ידנית איטית כדי לחתוך לתוך חומר העבודה, ולאחר מכן הפעל את ההזנה האורכית המכנית של השולחן.
בסוף המעבר כדאי לבדוק את מידות החריץ בעזרת קליפר או תבנית. לאחר מכן המשך לכרסום החריץ השני, חזרה על כל הטכניקות המפורטות לעיל, ולבסוף, לכרסום החריץ השלישי.
לפעמים לחריצי T יש קצוות מגולגלים, כפי שמוצג באיור. 155, v. במקרה זה, המעבר השלישי נעשה עם טחנת קצה זוויתית, בדומה לזה שמוצג באיור. 153, ב, אבל עם חרוט הפוך, ושיפוע.

לפיכך, כרסום חריץ בצורת T צריך להיעשות בשלושה מעברים: במעבר הראשון כרסום חריץ ישר (איור 155, א), במהלך השני כרסום חריץ בצורת T (איור 155, ב). ), במהלך השלישי, מסירים שיניים (איור 155, ג).
כרסום שלושה חריצים מלבניים במהלך המעבר הראשון ניתן לבצע במקום מכונה אנכית במכונת כרסום אופקית בו זמנית - עם סט של שלושה חותכי דיסקים תלת צדדיים. עיבוד זה מקטין באופן דרמטי את הזמן ומאפשר שימוש במצבי כרסום במהירות גבוהה עם חותכי דיסקים עם סכיני קרביד.
כרסום חריץ זנב יונים
כרסום חריץ זנב יונים בחומר עבודה לפי איור. 152, b מופק בשני מעברים. במהלך המעבר הראשון, כרסום עם כרסום קצה בקוטר 50 מ"ממידות חריץ מלבני 50X20 מ"מ, ובמהלך המעבר השני מסירים את השיפועים של חריץ הזנב באמצעות חותך דיסק בעל זווית אחת בזווית של 55°.
המעבר הראשון של כרסום חריץ מלבני 50X X20 מ"מניתן לעשות עם חותך דיסק תלת צדדי במהירויות גבוהות.
כרסום של חריצי זנב יונים צרים בחלקים קטנים מתבצע במעבר אחד באמצעות חותכים, בדומה לזה שמוצג באיור. 153, ב.
כדי לבטל את הפער בין שני חלקים מסוג זנב יונים, החריץ עשוי עם שיפוע ברוחב לצד אחד. חשבו כיצד לבנות תהליך עיבוד טכנולוגי במקרה זה ואיזו מכונת כרסום לבחור.
פגמים אפשריים בעת כרסום חריצים מעוצבים וחריצים מיוחדים
בעת כרסום חריצים בצורת וחריצים מיוחדים, בנוסף למקרים הכלליים הנדונים בעמודים 169-170 לכרסום כתפיים, חריצים מלבניים וחריצים, יתכנו סוגי הליקויים הבאים:
1. פרופיל החריץ המעוצב או החריץ המיוחד אינו תואם לתבנית בעת הבדיקה. סיבות: פרופיל שנבחר בצורה שגויה של החותך המעוצב; חידוד לא נכון של החותך בצורת מגובה; התקנה לא נכונה של עומק החותך; תבנית שגויה.
2. פרופיל החריץ המעוצב או החריץ המיוחד מופל על ידי סימני הסימון. הנישואים הם בלתי הפיכים. סיבות: חוסר זהירות של מפעיל הכרסום.
3. בעת כרסום חריצים בצורת ברזל יצוק, נוצרים פגמים עקב סתתים של פינות החריץ כאשר החותך יוצא מהחריץ. כדי להימנע מכך, מומלץ לכבות את ההזנה האורכית המכנית של השולחן ברגע שהחותך יוצא ולטחון בזהירות את החריץ באופן ידני. זה הכרחי במיוחד כאשר כרסום מתרחש בקצב הזנה גבוה.
בהנדסת מכונות, לעתים קרובות מוצאים חלקים שטוחים שיש להם מדפים בצד אחד, שניים, שלושה ואפילו ארבעה. כדוגמה באיור. 194, ומראה פריזמה להתקנת חלקים גליליים במהלך כרסום, בעלת שני מדפים.
כרסום כתפיים וחריצים
מדף סגור משני הצדדים נקרא חריץ. החריצים יכולים להיות בעלי צורה מלבנית - ואז הם נקראים מלבניים, או צורה מעוצבת - אז הם נקראים בצורת. באיור. 194, b מציג חלק עם חריץ מלבני, ובאיור. 194, ב - מזלג בעל חריץ מעוצב.
טחנות לעיבוד מדפים וחריצים.כרסום של כתפיים וחריצים מלבניים מתבצע או עם חותכי דיסק במכונות כרסום אופקיות, או עם כרסום קצה במכונות כרסום אנכיות.
חותכי גלילי צרים נקראים חותכי דיסק. ניתן לייצר חותכי דיסקים עם שיניים מחודדות ומגבות (איור 195, a ו-b).
חותכי דיסקים שיש להם שיניים על הגלילי ועל אחד משני משטחי הקצה נקראים דו צדדיים
(איור 195, ב), ובעלי שיניים בשני משטחי הקצה נקראים תלת-צדדיים (איור 195, ד). חותכי דיסק דו צדדי ותלת צדדי מיוצרים עם שיניים מחודדות.
כדי להגביר את הפרודוקטיביות, חותכי דיסקים תלת-צדדיים מיוצרים עם שיניים רב-כיווניות גדולות. באיור. 195, d מראה חותך שבו השיניים מכוונות לסירוגין בכיוונים שונים, ויוצרות קצוות חיתוך קצה דרך השן.
צורה זו של השיניים, כמו השיניים הקבועות של מסורים עגולים וקרעים לעץ, מאפשרת להסיר כמות גדולה יותר של שבבים ולהסיט אותם טוב יותר.
באיור. 196 מציג טחנות קצה שהוצעו על ידי המחדשים של מפעל לנינגרד קירוב E.F. Savich, I.D. Leonov ו-V.Ya. שוחרר עבור החותכים האלה תקן המדינה(GOST 8237-57). בהשוואה לחותכים שיוצרו בעבר, מספר השיניים בהם הצטמצם, זווית הנטייה של שיני הברגה הוגדלה ל-30-45°, גובה השן גדל ופס היקפי לא אחיד של השיניים. הוצג. החלק האחורי של השיניים של חותכים אלה עשוי מעוקל לפי איור. 51, v.

חותכי כרסום בעיצוב זה מספקים פרודוקטיביות וניקיון מוגברים של המשטח המעובד ומבטלים רעידות. כרסמות קצה עשויות משני סוגים: עם שוק גלילי (איור 196, a ו-b) ועם שוק חרוטי (איור 196, vig). כל אחד מהסוגים הללו מיוצר בשתי גרסאות: עם שן רגילה (איור 196, abc) ועם שן גדולה (איור 196, b ו-d). החלק החיתוך של כרסמות קצה עשוי מפלדה במהירות גבוהה.
כרסמות קצה עם שיניים גדולות משמשות לעבודה עם הזנות גבוהות בעומקי כרסום גדולים; חותכים עם שיניים רגילות - לעבודה רגילה.

טחנות עם שוק גלילי מיוצרות בקוטר של 3 עד 20 מ"מ, עם שוק חרוטי - בקוטר של 16 עד 50 מ"מ.
כרסום כתפיים. הבה נבחן דוגמה לכרסום שתי כתפיים בגוש במכונת כרסום אופקית (איור 197, משמאל) לקבלת מפתח מדורג.
בחירת חותך.כרסום מדים במכונת כרסום אופקית נעשית לרוב עם חותך דיסק דו צדדי, אך בדוגמה זו יש צורך לעבוד עם חותך תלת צדדי, שכן יש צורך בעיבוד מדף אחד לסירוגין בכל צד של הבלוק.
לכרסום הכתף נבחר חותך תלת צדדי בעל שיניים רב כיווניות בקוטר 75 מ"מ, רוחב 10 מ"מ, קוטר חור לציר של 27 מ"מ ומספר שיניים של 18.
העיבוד יתבצע במכונת כרסום אופקית כאשר חומר העבודה מאובטח במפתח מכונה.
מתכוננים לעבודה.אנו מתקינים, מיישרים ומחזקים את המשנה על שולחן המכונה בשיטה המוכרת לנו, ולאחר מכן אנו מתקינים את החלק בסגן בגובה הנדרש (איור 198). אנו בודקים את המיקום הנכון (אופקיות) עם מד עובי לפי סימני הסימון, ולאחר מכן אנו מהדקים בחוזקה את המשנה. יש לכסות את הלסתות של המשנה ברפידות עשויות מתכת רכה (פליז, נחושת, אלומיניום) כדי לא לקלקל את הקצוות המעובדים של הבלוק.


אנו מחברים את חותך הדיסקים לציר באותו אופן כמו חותך גלילי, תוך שמירה על ניקיון הציר, החותך והטבעות.
הגדרת המכונה למצב כרסום. אנו בוחרים את מצב החיתוך בעת כרסום כתפיים עם חותכי דיסקים במהירות גבוהה לפי הטבלה. 212 של "מדריך מפעיל מכונת כרסום צעיר".
נתון: קוטר חותך Z) = 75 מ"מ, רוחב כרסום B = 5 מ"מ, עומק חיתוך = 12 מ"מ, גימור פני השטח V 5; לפי הטבלה, אנו בוחרים את מהירות החיתוך בהזנה לכל שן S3y6 = 0.05 מ"מ/שן.
מהירות החיתוך שנבחרה a = 21.7 מ"מ לדקה מתאימה ל-92 סל"ד של החותך ולהזנה של 83 מ"מ לדקה. לאחר מכן כוונו את חוגת תיבת ההילוכים ל-95 סל"ד ואת חוגת תיבת ההזנה ל-75 מ"מ לדקה.
כך נכרסנו את הכתף באמצעות חותך דיסק תלת צדדי 75x10x27 מ"מ בעל שיניים רב כיווניות (חומר חותך - פלדה במהירות גבוהה P9 או P18) בעומק חיתוך של 12 מ"מ, רוחב כרסום 5 מ"מ, אורך. הזנה של 75 מ"מ/דקה או 0.04 מ"מ/שן ומהירות חיתוך של 22 מ"מ/דקה, אנו משתמשים בקירור - אמולסיה.
תהליך כרסום. כרסום כל כתף מורכב מהטכניקות הבסיסיות הבאות:
1) הפעל את סיבוב הציר באמצעות הכפתור;

קח את השבבים, הפעל את ההזנה האורכית המכנית (איור 199, א).
לאחר עיבוד הכתף הראשונה, הזיזו את השולחן למרחק השווה לרוחב הכתף (17 מ"מ) בתוספת רוחב החותך (10 מ"מ), כלומר 27 מ"מ, וטוחן בצד השני, תוך התבוננות בכל המתואר. טכניקות עבודה (איור 199.6);
4) בסיום עיבוד החלק, מבלי להסירו מהסגן, השתמשו במחוגה למדידת העומק והרוחב של המדף בכל צד לפי מידות השרטוט עם סובלנות של ±0.2 מ"מ. אם מידות החלק תואמות את השרטוט ומשטח העיבוד נקי, כנדרש על פי סימן V5 על השרטוט, אנו מסירים את החלק מהמשנה ומעבירים אותו למאסטר לבדיקה.
כרסום דרך חריצים מלבניים.בעת כרסום דרך חריצים מלבניים, משתמשים בחותכי דיסקים תלת-צדדיים, בדומה לזה שמוצג באיור. 195, ז' רוחב החותך חייב להתאים לגודל השרטוט של החריץ הטחון עם סטיות מותרות, וזה תקף רק במקרים שבהם החותך המותקן אינו בעל קצה קצה. אם החותך פועם, אז רוחב החריץ הטחון יהיה גדול מרוחב החותך, או, כמו שאומרים, החותך ישבור את החריץ, מה שעלול להוביל לפגמים.
בגלל זה חותך תלת צדדי נבחר על סמך רוחב קטן מעט מרוחב החריץ הטחון.
מכיוון שחותכי דיסק תלת צדדי מיוצרים עם שיניים מחודדות, לאחר שחיקה מחדש של שיני הקצה, רוחב החותך מצטמצם. כתוצאה מכך, חותך זה לאחר השחזה לא יתאים עוד לכרסום חריץ מלבני באצווה הבאה של חלקים. כדי לשמור על הרוחב הנדרש של חותכי דיסקים תלת-צדדיים לאחר השחזה מחדש, הם עשויים ברכיבים מרוכבים עם שיניים חופפות זו לזו (איור 195, ה), מה שמאפשר לך להתאים את גודלם. אטמים עשויים פלדה או רדיד נחושת מוכנסים לשקע של חותך מרוכב כזה.
תהליך כרסום חריצים מלבניים, כלומר התקנת החותך, אבטחת החלק, כמו גם טכניקות כרסום, אינם שונים מדוגמאות כרסום הכתף שתוארו לעיל.
מצבי חיתוך בעת כרסום חריצים עם חותכי דיסקים תלת צדדיים עשויים פלדה במהירות גבוהה נבחרים לפי הטבלה. 213 של "מדריך מפעיל מכונת כרסום צעיר".
כרסום חריצים סגורים. באיור. 200 מציג שרטוט של קרש בעובי 15 מ"מ בו יש צורך לכרסם חריץ סגור ברוחב 16 מ"מ ובאורך 32 מ"מ.
עיבוד כזה צריך להתבצע עם טחנת קצה על מכונת כרסום אנכית.
מתכוננים לעבודה. אנו נבחר במכונת כרסום אנכית 6N12 לעיבוד. כדי לכרסם חריץ ברוחב של £=16 מ"מ, ניקח טחנת קצה בקוטר 16 מ"מ עם שוק מחודד; לחותך כזה יש מספר שיניים z = 5.

החלק נכנס למכונת הכרסום עם חריץ מסומן. מכיוון שצריך לעבד את החריץ באמצע החלק, ניתן לאבטח את החלק בגובה הלסתות של המשנה, אך יש למקם את הרפידות המקבילות כך שלחרסת הקצה תהיה יציאה ביניהן (איור. 201).

לאחר התקנת החלק, החותך מאובטח בציר המכונה.
הגדרת המכונה למצב כרסום. אנו בוחרים את מצב החיתוך לכרסום חריצים עם כרסום קצה במהירות גבוהה לפי הטבלה. 211 של "המדריך למפעיל מכונת כרסום צעיר".
ניקח את ההזנה s3y6 - = 0.01 מ"מ/שן. עם קוטר חותך D -16 מ"מ, רוחב חריץ B = 16 מ"מ, מספר שיניים 2 = 5, הזנה s3y6 = = 0.01 מ"מ/שן, לפי הטבלה אנו מוצאים o = 43.3 מ"מ/דקה, או i = 860 סל"ד, ו-5 =
43 מ"מ לדקה. בואו נגדיר את חוגת המהירות של המכונה ל-750 סל"ד ונחשב את מהירות החיתוך המתקבלת באמצעות נוסחה (1):
בואו נכוון את החוגה של תיבת ההזנה של המכונה להזנה דקה של 37.5 מ"מ/דקה ונחשב את ההזנה המתקבלת לכל שן באמצעות נוסחה (5):
כך, נטחן את החריץ עם כרסום קצה D=16 מ"מ עשוי פלדה מהירה P9 בהזנה אורכית של 37.5 מ"מ/דקה, או 0.01 מ"מ/שן, ומהירות חיתוך של 37.8 מ'/דקה; אנו משתמשים בקירור - אמולסיה.
תהליך כרסום. באיור. 202 מציג את תהליך כרסום חריץ בקרש. בדרך כלל, לאחר התקנת החותך במקומו המקורי, ניתנת תחילה הזנה אנכית ידנית קטנה כך שהחותך חותך לעומק של 4-5 מ"מ. לאחר מכן, ההזנה האורכית המכנית מופעלת, ונותנת, כפי שצוין על ידי החץ, תנועה קדימה ואחורה לשולחן עם החלק הקבוע ולאחר כל מהלך כפול, הרמה ידנית של השולחן ב-4-5 מ"מ עד לכרסום החריץ לכל עומקו.
בעת כרסום חריצים סגורים, החותך נמצא בתנאים הקשים ביותר במהלך חיתוך לעומק, ולכן ההזנה הידנית במהלך החיתוך צריכה להיות קטנה.
המדפים במפתח המדורג לפי איור. ניתן לכרסם 197 גם במכונת כרסום אנכית עם כרסום קצה בקוטר 20 מ"מ. חשבו כיצד לבנות את הפעולה. יש לקחת את מצבי החיתוך בהתאם לטבלה. 211 של "מדריך כרסום צעיר" עבור הזנה לכל שן = 0.03 מ"מ/שן.