Sims Freeplay vežbanje filmova. Staž. Zahtevi za proces okretanja
Ponovo trčati
Srednja faza u pripremi baze tkanja koja je podložna samo glavnoj predivo u koja uđe u bobbine nakon premotavanja u rewar. U stvari, to je savez niti s velikim brojem vijugavih paketa za jedan gmizav paket. U procesu uključivanja vraćenog valjka ili tkanja Navoi, naziva se određeni broj niti izračunatog duljina.
Posjedovanje
- Srednja faza u pripremi baze tkanja, koja je podvrgnuta samo glavnoj predivi koja uđe na bobbine nakon premotavanja u odjelu za okretanje. U stvari, to je savez niti s velikim brojem vijugavih paketa za jedan gmizav paket. U procesu uključivanja vraćenog valjka ili tkanja Navoi, naziva se određeni broj niti izračunatog duljina.Moderni automobil gmizavanja
Ponovno metode
Četiri metode se prakticiraju u proizvodnji: djelomično, vrpca, sekcial i kompletna. Preko svih ovih metoda može se prekinuti i neprekinuti.Najčešći način da se ispostavi je pokretač, pružanje najvećih performansi. Također studije i iskustvo u preduzećima pokazale su da je ugledan pogled uznemirujući izgled.
Partico
Filamenti baza dijelova stavljaju se na ponovno valjke sa određenim brojem niti, koji čine seriju s ukupnim brojem niti jednakim broju niti na tkanju navoi.
Punchback se koristi ako se, prema uvjetima tehnologije, postoji rezanje pređe (za pamučne, posteljine, vunene zvona, umjetne i sintetičke niti i pređe).
Traka
Niti s velikim brojem viljuškarica stavljaju se na zasebne vrpce na posebnom bubnju. Ukupan broj niti u vrpcama jednak je broju niti na Weavki Navoi. Tada se sve kasete istovremeno zategnute sa otkrivanjem valjka na tkanju navoi.
Korištena metoda vrpce: za predivu hardvera vune, jer ima visoku linearnu gustoću i ne prekida (otpad s minimalnim procesom, a vunena pređa je bolja i skuplja od ostalih vrsta sirovina); Kad je umjetna klanja opet, ako postoji veliki broj niti (10-12 hiljada ili više); Prilikom isključivanja obojenih niti, odnosno osnove s načinom, u slučaju složenog preplitanja (način baze je slijed niti u boji na osnovu).
Presjek
Navoji s velikim brojem viljućih paketa obješe se na zasebnim dijelovima (s malom širinom punjenja). Ukupan broj niti, gomilanih u pojedine presjeke, jednak je broju niti na tkanju navoi. Pojedinačni se odjeljci zapošljavaju na zajedničkom prtljažniku i tkanju formiranja
Koristi se za pripremu osnova tehničkih tkiva.
Pun
Značajka punog načina da se ispostavi je da je osnova s \u200b\u200bnamotanim pakovima ranjena izravno na tkanje navoi.
Zahtevi za proces okretanja
- U procesu se fizikomehanički SV-VAS pređe ili niti ne bi se trebali pogoršati;
- Napetost nahrani navoda trebala bi biti ista i, kad god je to moguće, konstantno tokom cijelog procesa;
- Dužina izlaznosti treba izračunati, cijeli niz uređaja za tkanje treba dobiti od redentnih valjka;
- Namotač treba biti strogo cilindričan i specifična gustoća namotaja mora biti u skladu s usvojenom vrijednošću;
- Performanse procesa okretanja treba biti maksimalno, a otpad je minimalan.
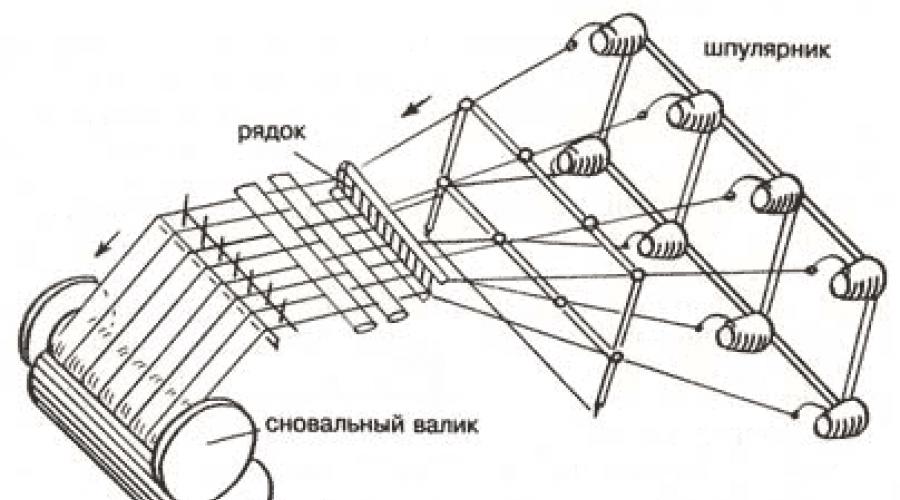
Dijagram procesa kruga

U figurama "A", "B", "B" - prikazuje djelomičnu metodu ("A i" B - pogon osovine s bubnja; "B" - pogon osovine sa električnog motora) ; "G" - metoda vrpce.
Navoji od 1 baze, navijanje s vijugavim paketima postavljenim u otkrivanje prolaza kroz dijelove vodiča 2 i razdvojeni red 3, pojačajte mjernu osovinu 4 i pomaknite se do otkrivene osovine (bubanj) 5. Pokazna osovina 6 služi za pritisak namot .
Kao što se može vidjeti s cifla, vrpca metoda okretanja razlikuje se od djelomične, jer se osnovna rana na bubnju 5 uklanja na tkanje navoi 7. To dovodi do prekomjernog prekida vrpce (CPV strojeva nema prelazi 0,3 - 0,4). Da bi se povećala efikasnost vrpčnih mašina, pobožni bubnjevi čine uklonjivu; Oni se šalju u Shlichtoval Division za temeljni temelj.
Ovisno o vrsti pređe i vlakana, dodatni uređaji mogu biti omogućeni u stubovima stuba strojeva (cilindri, zatezni uređaji itd.).

Dijagram procesa. Ponovno metode
Poroke, otpad kad je ponovo
Toplo najgore pogoršavaju kvalitetu temelja i budućeg tkiva, povećajte dostojanstveno (otpad) i smanjite performanse shlicking strojeva i mašine za tkanje. Kada je moguće, mogući su sljedeći poroci:
- Fallowka - kada se kraj rastrgane niti ne veže do kraja niti na otkrivenom valjku i natopite na njemu;
- Coppie - kada je kraj rastrgan nit vezan za drugu nit na otkrivenom valjku.
Fallowd i Vijeće uzrokuju formiranje pojaseva na pobožnom valjku tokom klinca, a pri tkanju, pristupa i prinosa tema; - Rvanis na valjku - pauza grupe navoja i obvezujući ih s gredom ili u runo;
- Rezanje niti u rubu valjka za gmizavcu - rezultat nepravilnog postavljanja reda u odnosu na prirubnice ili prirubnicom;
- Slabin i drugačija napetost niti - rezultat nepravilnog reguliranja zatezanja ili kliznite navoj pod perilicom uređaja za zatezanje;
- Nepoštovanje broja niti na valjku i rezultat nepažnje prozora tokom instalacije opklade na boci;
- Latight iz regije - javlja se s neravnomjernim fitom valjka za rotor na razloge;
- Netačna dužina upozorenja - nastaje kada je brojilo netačan;
- Postoje i veliki čvorovi prilikom vezivanja, zrakoplova, miješajući se na valjku različitih vrsta pređe.
Otpad ponovo
- Zbog promjene bobinskih stopa
- Prilikom prekida niti
Likvidnost u curu
Raspad okretanja određuje se u obliku niza litica na milion metara jedne niti. Opseg od milion metara razmatra formula:
Patnja
O \u003d K * 1000000 / ms * LSN, [Cliffs na 1 milion metra]
K je broj litica za 1 otkrivajući valjak ili traku;
mSN - broj niti na otkrivanju valjka ili vrpci; LSN - topla dužina
Veličina raspada prilikom obnovljenog koničnom bobin nalazi se na granicama od milion metara: 4-6% (X / B pređu srednje debljine); 8-10% (pređa od vunene grebene); 10-14% (vunena hardver pređa). Screper Screeps otprilike 2 puta manje.
Usluga otkrivanja mašina
Radni strojevi obično servisiraju 2 osobe: Revelman i jarac. Opet eliminira litice, mijenja obrtanje valjka, ispunjava automobil, čisti i podmazuje. Sirova zamjenjuje ulog na rezervne bobbinete unutar premještača, dok vanjska bobbina ponovo ide. Često rade kao brigada (ravnica) 2-3 osobe za 2-5 automobila.
Performanse otkrivanja mašina
Teorijska produktivnost
PT \u003d VC * T * m * T / 1000000, [kg / h]
Stvarne performanse
Pf \u003d pt * cpv, [kg / h]
VC - brzina okretanja, m / min;
t je vrijeme rada na otklanjanju mašine (T \u003d 60 min);
m - broj niti na reptilnom valjku;
T - linearna gustina, tex; CPV - koeficijent korisnog vremena (CPV \u003d 0,4-0,6).
Mašina za grijanje REPTILE SP-140. Tehnološki sistem
Djelomična oprema za grijanje dizajnirana je za okretanje pređe sa rezervoarom na rementnim osovinama pri velikoj brzini. U usporedbi s razlozima na uređajima vrpce, kada je moguće, osigurana je velika uniforma napetosti glavnih niti, najbolji oblik i struktura Navoja, troškovi rada su smanjeni i troškovi tretmana u tkanju.
Teme sa Bobinom 1, smještene u okviru otkrivanja 2, proslijedite između dvije vodilice 3 i kroz red 4, poboljšajte meril valjak 5 i pomaknite se do ponovnog vratila 6, što dobije kretanje iz elektromotora 7 kroz prijenos elektromotora 8. Zaptivanje glavnih prediva vrši se okretnim vratilom. 9. Red 4, ravnomjerno distribuiraju osnovne niti između prirubnica rezerviranog vratila, omogućava vam da se osnovne niti stavljaju paralelno jedno s drugim.

Mašina za grijanje REPTILE SP-140. Kinematic shema
Iz električnog motora 5 Klintni prijenos DC-a, kretanje se prenosi na uvjereno vratilo 2. pokazivački valjak dobija potez zbog trenja u vezi s obnovom osovine. Reunpel osovina nalazi se između pinologa 9 i 4, koji pričvršćuju otkrivanje osovine ili prije uklanjanja, može se kretati u aksijalnom smjeru iz električnog motora 3.
Pokret iz električnog motora do Pinlasa prenosi se putem glista zupčanika, zupčanika i zupčanika s vijcima. Pinoli je povezan s otpornim osovinom sa šiljcima na krajevima pinola i odgovarajućih žljebova u kvačilima rezerviranih osovina osovina. Stezaljka i isključenje pinala s otpornim valjkom vrši se prije nego što se klizaju kvačilo na osovini električnog motora 3.
Iz zvučne osovine 7 pokret se prenosi na zupčani zupčanike tahogenerar 6 i decimalni brojač 8.
Red pravi kretanje na određenoj udaljenosti, što osigurava raspršivanje okretaja pređe na otkrivanju osovine, sprječavajući ih u donji sloj i doprinoseći pribavljanju ispravnog cilindričnog namotaja.
Pokretanje reda prenosi se iz mehanizma rotacije obrnutog osovine pomoću crv opreme i mjenjača koji povezuje ručicu kutne ručice, koji izvještava o kretanju reda.
Mehanizam uklanjanja radno rezerviranog vratila i opskrbe pinolozima prazne aktiviraju se iz električnog motora za obrnuto 1 s crvim parom, ujednačen crv koji uključuje nazubljeni sektor na osovini 10. Uključuje se električni motor 1 Jedan od dva dugmeta: Pod djelovanjem jednog od njih se podiže prazna osovina, pod djelovanjem drugog - spuštajući potpuno otkrivanje osovine.
Na mašini se nalazi mehanizam za održavanje postojane linearne brzine, jer promjer namotaja povećava vijugav osovinu. To se provodi pomoću tahogeneratora. S manjeg povećanja promjera namotaja baze na reverzno vratilo, prirodno se povećava linearna brzina niti i jer se mjernu osovina rotira zbog trenja niti u vezi s tim, tada se povećava njegova brzina rotacije. Na jednoj osovini sa mjernim valjkom nalazi se tahogenerator. Priključen je na električni motor 5. električna struja koju proizvodi tahogenerator povećava se; Prolazeći magnetski pojačalo demagnetizira pojačalo srazmjerno snažnoj snazi \u200b\u200bstruje. Budući da je snaga elektromotora 5 konstantna, dovodi do smanjenja napona koji se isporučuje na vijuga motora i smanjenje brzine rotacije remenice električne motora. Štaviše, smanjenje brzine rotacije električnog motornog remenica događa se srazmjerno povećanju promjera namotaja rezerviranog vratila.
Stoga, s povećanjem promjera namotaja baze na otkrivenom vratilu, njegova rotaciona brzina je smanjena, zbog čega je osigurana stalnost linearne brzine. Međutim, tokom rada stroja, odstupanja od konstantnosti linearne brzine primećuju se zbog plačećih mehanizama stroja. Brzina okretanja postavlja se pomoću ručke s promjenjivom otporom. Mašina je opremljena indikatorom brzine strelice.
Od zasebne osovine 7 Uz pomoć trostepenog prenosa zupčanika, pokret se prenosi decimalnim brojem dužine okretanja. Brojač se izračunava za maksimalnu dužinu baze od 100.000 m.
Dužina niti mjeri se mehaničkim stazom - metar povezan s mjernom osovinom rotirajući zbog trenja na pokretnim nitima. U procesu okretanja, posebno prilikom pokretanja i zaustavljanja stroja, nalazi se klizanje niti duž površine mjernog vratila, kao rezultat toga što je razlika između stvarne dužine niti, nagomilanih na ponovno osovinu i čitanje brojila. To povećava izlaz iz mekih krajeva u klizanju i formiranje nepotpunih baza prilikom finalizacije zabave. Naročito ta netačnost rada otkrivanja mašina očita je u proizvodnji baza sa iznenađenjem. Prilikom namotavanja na ponovno vratilo, pređa postavljene mašine za dužinu automatski se isključuje.

Kinematična shema otkrivene mašine SP-140
Stroj za otkrivanje vrpce SL-250-w. Tehnološki sistem
SL-250-W Mašina dizajnirana je za vrpcu Vunena i pamučna pređa iz koničnog bobina križnog namotaja s naknadnim prikazom niti na tkanju Navoi.
Filamenti baza se konvergiraju sa koničnim Bobbinom 1, stacionarnim prelazom na bobbinetters, prolaze kroz uređaje za istezanje - kočnice 3, učvršćene na stalke reptila, a zatim kroz kontaktne kuke za 4 mehanizma za Kontrola prisutnosti niti postavljenih u prednjem dijelu okvira otkrivanja na obje strane. Nakon izlaska iz okvira otkrivenja baza, baze prolaze kroz vodič 5, razdvojenim redom 6, redom kalibra 7, poboljšavajući mjernu osovinu 8 i gumenu osovine 9 i rane na vraćenom bubnju 10.
Zahvaljujući aplikaciji, brzi troškovi rada na prepisivanju smanjeni su u rezervaciji presjeka mosta. Područje kako se aktiviraju bobbine, niti između bobbina i nithenetters su odsječene, smeđi dijelovi izneti na šine iz otkrivenog okvira, a rezervni dijelovi s mjestima instaliranim unaprijed s bobinima će se poduzeti. Stoga se pretovar stroja svodi na promjenu presjeka i obvezujući krajeve baza baze.
Uređaji za istezanje koriste se za stvaranje potrebne napetosti na niti prilikom stavljanja na popravljeni bubanj.
Mehanizam kontrole niti električne akcije vrši automatsko zaustavljanje mašine u slučaju prekida jedne ili više niti.
Redak podjele je tijelo vodiča, a istovremeno odvaja niti na grupi za polaganje između njih razdvajanja cipela (cijene). S tim u vezi, u podjelu, pogon zuba i, pored toga, opremljen je uređajem za podizanje.
Red za čeljusti služi ujednačenu distribuciju niti u širini vrpce i pristranosti vrpce duž oblikovanja koja otkriva bubanj dok ga navija u bubanj.
Osovina za merile spojena je na decimalni brojač zupčanika. Prilikom razvijanja prve trake (na početku je decimalni brojač uključen i istovremeno s njim - šalter revolucija bubnja za gmize. Na kraju prve vrpce, brojač revolucija bubnja za obrnuto pokretanje mehanizma zaustavljanja stroja. Preostale trake su spojene samo na svjedočenje ovog brojila. Zbog prisustva dva šaltera, moguća je mogućnost namotavanja istinskih kaseta iste dužine. Kada radim sa jednim brojem, nemoguće je dobiti sve trake iste dužine zbog različite veličine klizanja niti duž mjere mjere i različitog broja slučajeva pokretanja i zaustavljanja strojeva za pokretanje vrpca.
Ukusan red 6, kaliper 7 reda, merile osovina 8 sa decimalnim brojem i vodičem 9 su fiksirani na tablici mehanizma za čeljusti 11. Kada odvrte kasetu, tablica mehanizma kalibra 11 sa svim detaljima na njemu, Pomoću pogonskog vijka 12, ravnomjerno se kreće duž vodiča 13, s tim se osigurava odgovarajući pomak slojeva vrpce i pravi tačan oblik presjeka. Ovisno o linearnoj gustini pređe i gustoće trake, vrijednost pokreta kalibra varira.
Perimetar re-bubnja 10 jednak je 4 m. Svojom rotacijom, bubanj izvještava o prisilnom prelaskom pokretu. Popravljeni bubanj se okreće prisilno iz zasebnog pogona.
Kada je otkriveni bubanj Navito koji je dat broj vrpca potrebnih za formiranje jedne baze, trake su trake u tkanje navoi.
Da biste izveli ovu operaciju, mašina ima mašinu za davanje 16, koja je druga polovina uređaja za otkrivanje. U procesu prolaska niti su niti ranjene ponovnim bubnjem 10 i, prolazeći kroz osovine Vodiča 14, navigacija u DIP 15. Vodič za osovine 14 koriste se za usmjeravanje baze na tkanje navoi i su Dodatna zona za stvaranje napetosti niti. U osnovi, navedena veličina napetosti filamenata baza za vrijeme prolaska na tkanje Navoi kreira se kočenjem bubnja za gmizavca od strane 10 kočnice.
U procesu prenošenja baze do tkanja Navoi, tranzitna mašina 16 je ravnomjerno premještena duž bubnja pod djelovanjem upravljačkog vijka. Ovaj pokret jednak je pomicanju kalibra, ali je usmjeren u suprotnom smjeru. Pokret mašine za prešanje je neophodan za pravilno postavljanje baza baze u odnosu na prirubnice tkanja navoja. Weavier Navoi se rotira iz zasebnog pogona.

Proces proizvodnje je kombinacija ciljanih akcija osoblja za preduzeće na transformaciji sirovina i materijala u gotove proizvode.
Glavne komponente proizvodnog procesa koji određuju prirodu proizvodnje profesionalno je obučeno osoblje; Bilo da opreme (mašine, oprema, zgrade, konstrukcije itd.); Radni objekti (sirovine, materijali, poluproizvodi); Energija (električna, toplotna, mehanička, lagana, mišićava); Informacije (naučna, komercijalna, operativna proizvodnja, pravna, društveno-politička).
Profesionalno kontrolirana interakcija ovih komponenti formira određeni proizvodni proces i čini ga sadržajem.
Proces proizvodnje je osnova aktivnosti bilo kojeg preduzeća. Sadržaj proizvodnog procesa ima presudan utjecaj na izgradnju preduzeća i njegovih proizvodnih jedinica.
Glavni dio proizvodnog procesa je tehnološki proces. Tokom provedbe tehnološkog procesa, javlja se promjena geometrijskih oblika, veličine i fizikaklohemijska svojstva radnih stavki.
U svom značaju i ulozi u proizvodnji, proizvodni procesi su podijeljeni u: osnovni, pomoćni i servis.
Glavni materijali nazivaju se proizvodnim procesima, tokom kojih se izvodi proizvodnje glavnih proizvoda koje proizvedeno preduzeće.
Pomoćnik uključuje procese koji osiguravaju neprekidan protok glavnih procesa. Njihov rezultat su proizvodi koji se koriste u samom preduzeću. Pomoćni su procesi za popravak opreme, proizvodnju opreme, razvoj pare, komprimiranog zraka itd.
Procesi za posluživanje nazivaju se takvim tokom implementacije čije se usluge potrebne usluge za normalno funkcioniranje i osnovnih i pomoćnih procesa provode. Ovo su procesi transporta, skladištenja, pokupljača, čišćenja prostorija itd.
Proces proizvodnje sastoji se od raznih različitih operacija, koji su podijeljeni na glavnu (tehnološku) i pomoćnu pomoćnu.
Tehnološka operacija dio je proizvodnog procesa koji se izvodi na jednom radnom mjestu iznad jednog predmeta proizvodnje (dio, čvor, proizvod) jednog ili više radnika.
Po izgledu i svrsi proizvoda, stepen tehničke opreme klasificiran je na ruci, strojno-ručno, mašinu i hardver.
Ručne operacije se vrše ručno koristeći jednostavan alat (ponekad mehanizirani), na primjer, ručne boje, sklop, pakiranje proizvoda itd.
Mašinski ručni postupci se vrše uz pomoć strojeva i mehanizama sa obaveznim sudjelovanjem radnika, na primjer, prijevoz robe na elektrokarsima, obradu dijelova na strojevima s ručnim feedom.
Strojni operacije u potpunosti izvodi stroj sa minimalnim sudjelovanjem radnika u tehnološkom procesu, na primjer, instaliranje dijelova u zonu obrade mašina i uklanjajući ih na kraju obrade, nadgledajući rad strojeva, I.E. Radnici ne sudjeluju u tehnološkim operacijama, već ih kontroliraju samo.
Operacije hardvera nastavi u posebnim jedinicama (posude, kupke, peći itd.). Radnik primjećuje uslužnost opreme i svjedočenje instrumenata i omogućava se prilagođavanje načina rada agregata u skladu sa zahtjevima tehnologije. Operacije hardvera su rasprostranjene u hrani, hemijskim, metalurškim i drugim industrijama.
Organizacija proizvodnog procesa sastoji se u kombinaciji ljudi, alatima i objektima rada u jedan proces proizvodnje materijalnih proizvoda, kao i u osiguravanju racionalne kombinacije u prostoru i u vrijeme glavnog, pomoćnog i posluživanja procesa.
Ekonomska efikasnost racionalne organizacije proizvodnog procesa izražava se u smanjenju trajanja proizvodnog ciklusa proizvoda, u smanjenju troškova za proizvodnju proizvoda, poboljšavajući upotrebu fiksne proizvodnje i povećanjem prometa obrtnog kapitala.
Vrsta proizvodnje određena je sveobuhvatnim karakteristikama tehničke, organizacione i ekonomske karakteristike proizvodnje uzrokovane nomenklaturom, regularnošću, stabilnošću i obimom proizvodnje. Glavni pokazatelj koji karakterizira vrstu proizvodnje je koeficijent popravljanja operacija KZ. Koeficijent pričvršćivanja za grupu radne pločice definiran je kao omjer broja svih različitih tehnoloških operacija ili podložnih izvršenja u roku od mjesec dana, na broj radnih mjesta:
KZ \u003d |
Do op |
||||
Do r. m. |
|||||
gdje je Copi broj operacija koji se obavljaju na I-M radnom mjestu; Kr.m je broj radnih mjesta na parceli ili u radionici.
Postoje tri vrste proizvodnje: jednokrevetna, serijska, masa.
Pojedinačna proizvodnja karakterizira mala količina rezultata istih proizvoda, re-proizvodnju i popravak koji obično nisu predviđeni. Koeficijent pričvršćivanja operacija za pojedinačnu proizvodnju obično je iznad 40 godina.
Serijska proizvodnja karakteriše proizvodnja ili popravak proizvoda po periodično ponavljajućim strankama. Ovisno o broju proizvoda u bateriji ili seriji i vrijednosti koeficijenta osiguravanja operacija razlikuju malu, srednje i veliku proizvodnju.
Za male proizvodnju, koeficijent pričvršćivanja operacija od 21 do 40 (inkluzivno), za prosječnu proizvodnju - od 11 do 20 (inkluzivno), za veliku proizvodnju - od 1 do 10 (inkluzivno).
Masovna proizvodnja karakterizirana velikom količinom proizvodnje proizvoda, neprekidno je proizveden ili popravljen već dugo, tijekom koje se obavlja jedan operativni rad na većini poslova. Koeficijent konsolidacije operacija za masovnu proizvodnju uzima se jednak 1.
Razmotrite tehničke i ekonomske karakteristike svake vrste proizvodnje.
Jedan i blizak njemu, male proizvodnje karakteriziraju proizvodnja dijelova velike nomenklature na radnim mjestima koja nemaju određenu specijalizaciju. Ova proizvodnja treba biti prilično fleksibilna i prilagođena za obavljanje različitih proizvodnih naloga.
Tehnološki procesi u uvjetima pojedinačne proizvodnje razvijeni su konsolidirani u obliku rute karata za obradu dijelova za svaku narudžbu; Parcele su opremljene univerzalnom opremom i šljokicom, pružajući proizvodnju dijelova široke nomenklature. Veliki izbor radova koji moraju obavljati mnogi radnici zahtijevaju im različite profesionalne vještine, tako da postoje visoko kvalificirani radnici o poslovanju. U mnogim područjima, posebno u iskusnom proizvodnji, kombinacija zanimanja se praktikuje.
Organizacija proizvodnje u uvjetima pojedinačne proizvodnje ima svoje karakteristike. S obzirom na raznolikost detalja, reda i metoda njihove prerade, proizvodna mjesta izgrađena su na tehnološkom principu s rasporedom opreme za homogene grupe. Sa takvom organizacijom proizvodnje dijelova u proizvodnom procesu, prođite kroz različite odjeljke. Stoga, prilikom prenose na svaki sljedeći rad (zemljište), potrebno je temeljito razraditi kontrolu kvalitete kvalitete prerade, transporta, definicija poslova za obavljanje sljedeće operacije. Značajke operativnog planiranja i upravljanja sastoje se od pravovremene konfiguracije i izvršenja naloga, nadgledajući promociju svakog dijela operacija,
pružanje sistematskog opterećenja web lokacija i radnih mjesta. Velike poteškoće nastaju u organizaciji materijalne i tehničke ponude. Široka nomenklatura proizvedenih proizvoda, upotreba povećane brzine potrošnje materijala stvaraju poteškoće u neprekidnom napajanju, zbog čega su velike zalihe materijala akumulirane u preduzećima, a to se zauzvrat, zauzvrat, zauzvrat, zauzvrat.
Značajke organizacije jedinstvene proizvodnje utječu na ekonomske pokazatelje. Za preduzeća sa prevladavanjem jedne vrste proizvodnje, karakterizirana je relativno visoka složenost proizvoda i veliki obim nedovršene proizvodnje zbog dugoročnog sloja dijelova između operacija. Struktura troškova proizvoda karakteriše visoki udio plata. Ovaj udio je obično 20-25%.
Glavne mogućnosti za poboljšanje tehničkih i ekonomskih pokazatelja pojedinačne proizvodnje povezane su s pristupom njegovom tehničkom i organizacijskom nivou za serijsku. Upotreba serijskih metoda proizvodnje moguća je uz sužavanje nomenklature dijelova koje proizvedene dijelovima i ujedinjuju dijelova i komponenti, što vam omogućava da idete na organizaciju predmeta; Proširenje konstruktivnog kontinuiteta za povećanje partijskih serija za pokretanje dijelova; Grupiranje voljenih u dizajnu i postupku za izradu dijelova kako bi se smanjilo vrijeme za pripremu proizvodnje i poboljšanju upotrebe opreme.
Proizvodnja serijske proizvodnje karakterizira proizvodnja ograničene nomenklature dijelova od strane strana koje se ponavljaju u određenim intervalima. To vam omogućava da koristite posebnu opremu zajedno sa univerzalnim. Prilikom dizajniranja tehnoloških procesa uključuje postupak izvođenja i spajanja svake operacije.
Sljedeće karakteristike karakteriziraju se za organiziranje masovne proizvodnje. Tsehi, u pravilu su u svom sastavu teme rezervisanih područja, opreme na kojoj se odlaže tokom standardnog tehnološkog procesa. Kao rezultat toga, relativno jednostavne veze između radnih mjesta izrađuju se i preduvjeti za organiziranje pokreta dijelova direktnog protoka u procesu njihove proizvodnje.
Predmet specijalizacija parcela čini neophodnim da paralelno obradi dio dijelova na nekoliko mašina koji obavlja operaciju prateći jedni druge. Čim se prethodna operacija završi s obradom nekoliko prvih dijelova, oni se prenose na sljedeći rad do kraja obrade cijele serije. Dakle, pod masovnom proizvodnjom, paralelna organizacija sekvence proizvodnje procesa postaje moguć. Ovo je njegova karakteristična karakteristika.
Primjena tog ili onog oblika organizacije u pogledu masovne proizvodnje ovisi o složenosti i količini oslobođenih proizvoda. Dakle, veliki, radno intenzivni detalji, proizvedeni u
velike količine i imaju sličan tehnološki proces, enshrine na jednom mjestu sa organizacijom na njenoj proizvodnji protoka varijable. Detalji srednjih veličina, višestrukih i manjih radno intenzivnih intenzivnih kombinirani su u stranci. Ako se pokretanje njih u proizvodnji redovno ponavlja, organiziraju se dijelovi grupne obrade. Mali, niskotehnološki dijelovi, poput normaliziranih stubova, vijaka, fiksirani su po jednoj specijalizovanoj web lokaciji. U tom je slučaju moguća organizacija izravne proizvodnje protoka.
Za serijska proizvodna preduzeća, značajno manji nego u jedinici, intenzitet rada i troškovi proizvodnih proizvoda karakteristični su. U masovnoj proizvodnji, u usporedbi s jedinicom, proizvodi se obrađuju s manjim intervalima koji smanjuju jačinu rada u tijeku.
Sa stanovišta organizacije, glavna rezerva rasta produktivnosti rada u masovnoj proizvodnji je uvođenje metoda proizvodnje trakta.
Masovna proizvodnja karakterizira najveća specijalizacija i karakterizira ga proizvodnja ograničene nomenklature dijelova u velikim količinama. Masovna proizvodnja opremljena je najsavršenom opremom koja vam omogućuje gotovo potpuno automatiziranje izrade dijelova. Automatske vodovodne linije dobili su puno distribucije.
Tehnološki procesi obrade razvijaju se pažljivije, prelazima. Svaka mašina je osigurana relativno malim brojem operacija, što osigurava najpotpunije pokretanje poslova. Oprema se nalazi u lancu duž procesa tehnološkog procesa pojedinačnih detalja. Radnici su specijalizirani za obavljanje jednog, dva operacija. Detalji iz operacije za rad prenosi se po komadu. U pogledu masovne proizvodnje, važnost organizacije međuelacijskog prevoza, održavanje radnih mjesta se povećava. Trajno praćenje stanja rezanja alata, uređaja, opreme jedan je od uvjeta za osiguranje kontinuiteta proizvodnog procesa, bez kojih se nemir radova u područjima i u radionicama neminovno krši. Potreba za održavanjem datog ritma u svim zvijezdama proizvodnje postaje karakteristična karakteristika organizacije procesa u masovnoj proizvodnji.
Masovna proizvodnja osigurava najpotpuniju upotrebu opreme, visok ukupni nivo produktivnosti rada, najniže troškove proizvodnje proizvoda. U kartici. 1.1 Prikazani su podaci o komparativnim karakteristikama različitih vrsta proizvodnje.
Tabela 1.1 Uporedne karakteristike različitih vrsta proizvodnje
Uporediv |
Vrsta proizvodnje |
|||||||
znakovi |
singl |
serijski |
masa |
|||||
Nomenklatura |
neograničen |
ograničen |
||||||
zapremina puštanja |
nomenklatura |
nomenklatura |
nomenklatura |
|||||
proizvedeno od A. |
proizveden |
proizvedeno od strane B. |
||||||
zabava |
||||||||
količine |
||||||||
Ponovljivost |
odsutan |
periodičan |
konstantan |
|||||
Primjenjivost |
univerzalan |
djelomično posebna |
osnovni |
|||||
opreme |
poseban |
|||||||
Popravljati |
odsutan |
ograničen |
jedan dva |
operacije |
||||
operacije |
detaljne operacije |
na mašini |
||||||
mašine |
||||||||
Lokacija |
||||||||
opreme |
homogene mašine |
obrada |
tehnološki |
|||||
konstruktivan |
proces |
obrada |
||||||
tehnološki |
||||||||
uniformne detalje |
||||||||
Prenos predmeta |
dosljedan |
paralelno |
paralelno |
|||||
rad sa radom |
paralelno |
|||||||
za operaciju |
||||||||
Oblik organizacije |
tehnološki |
predmet |
neposredan |
|||||
proizvodnja |
||||||||
proces |
||||||||
1.4. Organizacija proizvodnog procesa
u prostor i vrijeme
Izgradnja racionalne proizvodnje strukture preduzeća vrši se u sljedećem redoslijedu:
- sastav prodavnica preduzeća, uspostavljena je njihova moć koja pruža određenu izlaz proizvoda;
- producirani su kvadrati za svaku radionicu i skladište, utvrđuju se prostorne lokacije u općem planu preduzeća;
- sve transportne veze planiraju se u okviru preduzeća, njihova interakcija sa širom zemlje (vanjska za preduzeće);
- planirane su najkraće rute prelaska kretanja radnih predmeta duž procesa proizvodnje.
Proizvodne jedinice uključuju tragove, web stranice, laboratorije, podvrgnuti kontrolnim čekovima, testiranje glavnih proizvoda (proizvedeno od strane preduzeća), komponente (kupljene sa strane), materijala i materijala
poluproizvodi, rezervni dijelovi za održavanje proizvoda i popravka tokom rada; Razne vrste energije proizvedene su u tehnološke svrhe itd.
Do odjeli koje služe zaposleni uključuju stambene bombardiranje, njihove usluge,tvorničke kuhinje, blagovaonice, buffeti, vrtići i vrtić, sanatoriji, kuće za odmor, neboga, medicinske škole, dobrovoljne sportske društave, tehnička obuka i obrazovne institucije koje se bave proizvodnim kvalifikacijama, kulturnim nivoima radnika, inženjerskih radnika, inženjerskih radnika, Zaposleni.
Glavna strukturalna proizvodna jedinica preduzeća (osim preduzeća sa strukturom menadžmenta) je radionica - administrativno područje koje vrši određeni dio općeg proizvodnog procesa (faza proizvodnje).
Dolaze prilično pune podjele, oni djeluju na principima ekonomskog izračuna. U mašinskom inženjerstvu, u pravilu se podijele u četiri grupe: osnovna, pomoćna, strana i uslužni program. Na glavnim radionicama obavljaju se operacije za proizvodnju proizvoda namijenjenih za implementaciju. Glavni ciljevi podijeljeni su na zalihe, obradu i montažu.
Do ljevaonica uključuje praznokovač-žigosanje, kovač-preše, ponekad setovi zavarenih konstrukcija; Za obradu
- mehanika, obrada drveta, termički, setovi za zaštitni i lakirani zaštitni i ukrasni premazi dijelova, do montaže - skupovi agregata i konačne sklopove proizvoda, rezervni dijelovi za bojanje, opremu, rezervni dijelovi za bojanje, opremu i uklonjivu opremu.
Pomoćni setovi su instrumentalna, nestandardna oprema, model, popravak, energija, transport.
Side - TSEHI upotreba i prerada metalnih metalnih metala i pritiskanja čipsa u brikete, cigarete bulpotreba. Na raspolaganju - Tsehi, proizvodni spremnici za ambalažni proizvodi, rezane šume koje su sačuvani proizvodi, njegova ambalaža, utovar i slanje potrošača.
Pored ovih trgovina, gotovo svaka mašina za izgradnju stroja ima proizvodne vozove, usluge i odjeljenja koji služe neindustrijskim farmama (komunalije, kulturno-domaće, stanovanje itd.).
Određeno mjesto u strukturi svih strojnih postrojenja zauzeto je skladištima skladišta, sanitarni i tehnički uređaji i komunikacije (električna mreža, plinski i zvjerici, grijanje, ventilacija, dobro održavana cestovna željeznica i fini prijevoz, itd.).
Posebnu ulogu u proizvodnoj strukturi Udruženja (Enterprise) igra se dizajnom, tehnološkim jedinicama,
istraživački instituti i laboratorije. Razvija crteže, tehnološke procese, a eksperimentalni radovi se provode, izrade proizvoda se donose u potpunu poštivanje zahtjeva GOST-a, tehničkim uvjetima, eksperimentalnim i eksperimentalnim dizajnerskim radovima se izvode. U tim jedinicama sa posebnom silom integracija nauke sa proizvodnjom se manifestuje.
Radionice uključuju osnovne i pomoćne proizvodne stranice.
Glavna proizvodna mjesta nastaju na tehnološkom ili temom. U područjima organiziranim na načelu tehnološke specijalizacije vrše se tehnološke operacije određene vrste. U livničkoj trgovini, na primjer, područja mogu se organizirati u sljedećim tehnološkim smjerovima: primanje zemljišta, proizvodnja šipki, obrazaca za lijevanje, obrada gotovog livenja, itd., U kovanovima - odjeljci za čišćenje krivotvorenih praznina na čekiću i pritiska, toplotna obrada itd., U mehaničkom obliku - okretanje, okretanje, glodanje, brušenje, zemljište i druga područja, u sklobu - presjeci nodalnog i završnog sklapanja proizvoda, testovi njihovih dijelova i sustava, kontrolirajuća stanica, masna itd .
U područjima koja organiziraju princip predmeta specijalizacije, ne postoje posebne vrste operacija, kao i tehnološki procesi uopšte, kao rezultat, primaju gotove proizvode za ovu stranicu.
Podružnica uključuje mjesta glavnog mehaničara i glavne energije u trenutnom popravku i održavanju mehanike i energetske opreme; Ostava za raspršivač alata sa oštrenom radionicama, transportnom uslugom, popravkom radionici i održavanju u dobrom stanju tehnološke opreme itd.
Sa centraliziranim sistemom organizovanja službi i tekućih popravki na preduzeću, pomoćne lokalitete u radionicama nisu stvorene.
Pomoćni ciljevi i parcele organiziraju se prema istim znakovima da jezgre i parcele glavne proizvodnje.
Stalni tretman menadžerskih preduzeća na vanjski faktori zaštite okoliša omogućava pravovremeno promeniti strukturu upravljanja kako bi se promovirala održivost preduzeća i njenog fleksibilnog odgovora na tržište Medijum Transicent. Zato je potrebno razmotriti organizaciju upravljanja proizvodnjom (teritorijalni, transport, resurs, tehnološki itd. Faktori) kao sustav akcija, orijentiranje razvoja preduzeća.
Broj faktora utječe na proizvodnu strukturu:
Sektorska pripadnost preduzeća - nomenklatura proizvoda, njegove karakteristike dizajna, korišteni materijali, metode za dobijanje i obradu praznina; Jednostavnost dizajna i proizvođača proizvoda; nivo zahtjeva za kvalitetu proizvoda; Vrsta proizvodnje, nivo njegove specijalizacije i saradnje;
sastav opreme i tehnološke opreme (univerzalna, posebna, nestandardna oprema, transportne ili automatske linije):
- centralizirana ili decentralizirana organizacija održavanja opreme, trenutni popravak svoje i tehnološke opreme;
- sposobnost proizvodnje je odmah i bez većih gubitaka za obnovu puštanja novih proizvoda u modificiranom rasponu proizvoda;
- priroda proizvodnog procesa u osnovnim, pomoćnim, bočnim i komunalnim trgovinama.
Proizvodna struktura preduzeća različitih industrija ima svoje karakteristike proistekle iz prirode glavne proizvodnje.
U fabrikama tekstila, u većini slučajeva, tehnološka struktura radi sa istovremeno specijalizacijom pojedinih lokacija na određenim sobama pređe i strogih artikula. Najveći broj tvornica ima sve faze proizvodnje tkiva: predenje, tkanje, završnu obradu. Dio tvornice specijalizirao se za obavljanje jedne ili dvije faze.
Tehnološka struktura prevladava u metalurškim tvornicama. Napravljeni su bahati, domena, čelik, valjajući TSEHI.
Općenito u proizvodnoj strukturi preduzeća raznih industrija
- organizacija pomoćnih i servisnih farmi. Glavna energija i glavni mehaničar, transport i skladištenje dostupni su u preduzeću bilo koje industrije. Na postrojenju za izgradnju stroja uvijek postoji instrumentalna trgovina, na tekstilnoj tvornici - radionice za punjenje i prijevoz, proizvodni alati za proizvodnju tekstila.
Pitanje izbora i poboljšanja proizvodne strukture preduzeća (udruženja) trebalo bi riješiti i u izgradnji novih preduzeća i tokom obnove postojećih.
Glavni načini poboljšanja proizvodne strukture:
- proširenje preduzeća i radionica;
- pretražite i implementirajte napredniji princip građevinskih radnji
i proizvodnja preduzeća;
- poštivanje racionalnog odnosa između glavne, pomoćne i servisne radionice;
- stalni rad na racionalizaciji planiranja preduzeća;
- integracija pojedinih preduzeća, stvaranje moćnih industrijskih inaučna i proizvodna udruženja na osnovu koncentracije proizvodnje;
- osiguravanje proporcionalnosti između svih dijelova poduzeća;
- promjena produkcijskog profila, I.E. Proizvodnja proizvoda, specijalizacija i saradnja; Razvoj kombiniranja proizvodnje; postignućikonstruktivna tehnološka homogenost
proizvodi zbog širokog ujedinjenja i standardizacije; Stvaranje strukture upravljanja preduzećem poput bukve. Konsolidacija preduzeća i radionica omogućava širim razmjerima da uvede nove tehnike visokih performansi, stalno poboljšavaju tehnologiju, poboljšanju organizacije proizvodnje.
Identifikacija i provedba rezervi za poboljšanje strukture radionica i proizvodnih mjesta su faktori stalnog poboljšanja proizvodne strukture, povećanje efikasnosti proizvodnje.
Usklađenost sa racionalnim odnosom između glavne, pomoćne i servisnih radionica i web lokacija trebala bi biti usmjerena na podizanje specifične težine glavnih radionica u broju zaposlenih radnika, troškovima osnovnih sredstava, veličine okupiranih područja.
Racionalizacija planiranja podrazumijeva poboljšanje master plana preduzeća.
Kvaliteta korištenja dostupnih mogućnosti, resursa i povoljna tržišna situacija povezana je sa mehanizmom za planiranje proizvodnje. Izgradnja optimalnog plana za moguću promjenu plana plana je ključ za primjenu interne održivosti preduzeća u vanjskom ekonomskom okruženju. Zbog toga se posebna pažnja treba posvetiti materijalu za planiranje materijala.
Glavni plan je jedan od najvažnijih dijelova projekta industrijskog poduzeća, koji sadrži sveobuhvatno rješenje za pitanja planiranja i poboljšanja teritorije, postavljanje zgrada, građevina, prometne komunikacije, inženjerske mreže, organizaciju poslovanja i domaće Usluge, kao i lokacija preduzeća u industrijskom području (čvor).
Visoki zahtjevi su predstavljeni općem planu, od kojih je glavni:
1) lokacija proizvodnih jedinica strogo je u procesu tehnološkog procesa - skladišta sirovina, materijala i poluproizvoda, nabavke, obrade, montaže TSEHS, skladišta gotovih proizvoda;
2) postavljanje pomoćnih mjesta, farme u blizini glavnih proizvođačkih trgovina koje služe;
3) racionalni uređaj željezničkih pruga unutar preduzeća. Oni moraju biti podređeni i prostorijama skladišta sirovina, materijala i poluproizvoda i skladišta gotovih proizvoda, gdje se roba izrađuje od prenosive opreme, rezervnih dijelova, očuvanja, ambalaže, zatvaranjem, otpremama proizvoda potrošaču;
4) najveća direktna tačnost i najkraći načini za prijevoz sirovina, materijala, poluproizvoda i gotovih proizvoda;
5) izuzetak brojača i povraćaj protoka i iznutra i na otvorenom;
6) najbrže opcije za lokaciju vanjske komunikacije preduzeća i pristupa im inženjerskim mrežama, autoputama, željeznicama itd.
7) smještaj u blokovima laboratorija (mjerenje, hemikalija,rendgenska kontrola, ultrazvuk itd.) Poslužujući ih, kao i trgovine toplotnom obradom i zaštitnim premazima dijelova, gotovih proizvoda.
Na velikim preduzećima ciljevi su preporučljivi da se kombiniraju u kućište. Prilikom dizajniranja preduzeća potrebno je voditi računa o
zgrada zgrade. Ovisno o prirodi proizvoda, njegove karakteristike dizajna, ako je moguće, za izgradnju trupa u višespratnoj verziji. Odaberite racionalne udaljenosti između trgovina, blokova radionica i kućišta, promatrajući sanitarne uvjete, sigurnosne i zaštitne sigurnosne zaštite od požara.
Općenito općenito bi trebao predvidjeti i mogućnost daljnjeg razvoja preduzeća i osigurati takvu proizvodnu strukturu u kojoj se najveći proizvodni rezultati mogu postići po najnižim troškovima; Stvorite uslove za maksimiziranje interesa svih zaposlenih u preduzeću.
Postavljanje osnovnih, pomoćnih, strana, komunalnih radionica
i parcela koja poslužuju farme, tijela za upravljanje, transportni autoceste na teritoriji preduzeća imaju ogroman utjecaj na organizaciju proizvodnje, njegove ekonomije;
određuje smjer teretnih tokova, dužinu zapisa šine
i bezgrevne načine, kao i efikasnost upotrebe proizvodnih područja.
Kompaktnost razvoja, njegova racionalna gustoća i podovi omogućavaju uštedu kapitalnih investicija, smanjiti količinu građevinskog radova i unutar vodenog prevoza, smanjiti dužinu komunikacija, umanjiti trajanje proizvodnog ciklusa, za implementaciju integriranog Mehanizacija i automatizacija proizvodnih i pomoćnih procesa, smanjuju vrijeme boravka gotovog proizvoda na širem skladištu razmjera, poboljšajte produktivnost rada, poboljšajte kvalitetu proizvoda, smanjite njegove troškove.
Zadatak zaposlenih u projektnim institutima, inženjerskim i tehničkim radnicima i industrijskim radnicima industrijskih preduzeća kontinuirano je poboljšanje proizvodnje, plasmana radionica i proizvodnih mjesta. Posebno ozbiljna pažnja ovog pitanja mora se dati tokom rekonstrukcije, tehničke restru opreme, širenja preduzeća i nove gradnje. Poboljšanje master plana postrojenja - manifestacija brige za poboljšanje efikasnosti proizvodnje, poboljšanje kvalitete proizvoda i radnih uvjeta.
Analiza informacija o dinamici internog osiguravajući proizvodnju preduzeća i potražnja njegove proizvodnje od strane tržišta uvjet je za kvalitativnu procjenu njegove održivosti. Istovremeno obraćajući pažnju na proizvodnju proizvodnje u preduzeću može otkriti faktore sposobnosti ili nesposobnosti preduzeća i održivog razvoja u budućnosti. Istovremeno, mehanizam takve analize može se utvrditi odnosom svojstava usluge i ciljevima osiguranja ukupnih karakteristika proizvodnje proizvodnje u preduzeću.
Oblik proizvodne organizacije je određena kombinacija vremena i u prostoru elemenata proizvodnog procesa na odgovarajućem nivou svoje integracije, izražena sustavom održivih odnosa.
Razne vremenske i prostorne strukturne konstrukcije čine skup glavnih oblika proizvodne organizacije. Privremena struktura organizacije proizvodnje određena je sastavljanjem elemenata proizvodnog procesa i postupkom za njihovu interakciju na vrijeme. Prema vrsti privremene strukture, udvajaju se oblici organizacije sa dosljednim, paralelnim i paralelnim dosljednim prijenosom radnih stavka u proizvodnji.
Oblik organizacije proizvodnje sa dosljednim prijenosom radnih objekata je takva kombinacija elemenata proizvodnog procesa, što osigurava kretanje prerađenih proizvoda na svim proizvodnim mjestima stranačke vrijednosti. Objekti rada za svaku narednu operaciju prenose se tek nakon završetka obrade cijele serije na prethodnoj operaciji. Ovaj je obrazac najfleksibilniji u pogledu promjena nastalih u proizvodnom programu, omogućava vam u potpunosti korištenje opreme, što omogućava smanjenje troškova kupovine. Nedostatak takvog oblika organizacije proizvodnje je relativno veliko trajanje proizvodnog ciklusa, jer svaki dio prije obavljanja naknadne operacije, pati u iščekivanju obrade cijele serije.
Oblik organizacije proizvodnje sa paralelnim prenosom radnih objekata zasnovan je na takvoj kombinaciji elemenata proizvodnog procesa, koji vam omogućava da pokrenete, obrađujete i prenosite objektne predmete iz operacije komada i bez čekanja . Takva organizacija proizvodnog procesa dovodi do smanjenja broja detalja u preradi, smanjenju potreba u područjima potrebnim za skladištenje i propusnice. Njegov nedostatak - u mogućem pauziranju opreme (poslova) zbog razlika u trajanju operacija.
Oblik organizacije proizvodnje sa paralelnim dosljednim prijenosom radnih stavka je posredan između
sekvencijalni i paralelni oblici i djelomično eliminira nedostatke svojstvene u njima. Proizvodi sa radom za rad prenose transportne stranke. Osigurava kontinuitet upotrebe opreme i radne snage, moguće je djelomično paralelno prolazak dijela dijela rada tehnološkog procesa.
Prostorna struktura organizacije proizvodnje određena je brojem tehnološke opreme fokusirane na radnoj platformi (broj radnih mjesta) i lokaciju u odnosu na smjer kretanja radnih predmeta u okolnom prostoru. Ovisno o broju tehnološke opreme (poslova), postoji jedinstveni proizvodni sustav i odgovarajuća struktura zasebnog radnog mjesta i višedijelni sustav s radionicama, linearnom ili staničnom strukturom. Moguće varijante prostorne strukture organizacije prikazane su na slici. 1.2. Struktura radionice karakteriše stvaranje područja na kojoj se opremi (poslovi) nalazi paralelno u toku praznina, što uključuje njihovu specijalizaciju u znaku tehnološke homogenosti. U ovom se slučaju dio dijelova koji unose u web mjesto šalje se na jedan od besplatnih poslova u kojima je potrebni ciklus obrade, nakon čega se prenosi na drugo područje (u radionici).
Sl. 1.2. Opcije za prostornu strukturu proizvodnog procesa

Na parceli sa linearnim prostornoj strukturi, oprema (poslovi) nalazi se u toku tehnološkog procesa, a dio dijelova obrađenih na web mjestu prenosi se s jednog radnog mjesta na drugi uzastopno uzastopno.
Stanična struktura organizacije kombinira znakove linearne i trgovine. Kombinacija prostornih i vremenskih struktura procesa proizvodnje na određenom nivou integracije djelomičnih procesa uzrokuje različite oblike proizvodne organizacije: tehnološki, predmet, direktan protok, točki, integrirani (Sl. 1.3). Razmislite o karakteristikama svakog od njih.
Sl. 1.3. Oblici organizacije proizvodnje
Tehnološki oblik organizacije proizvodnog procesa karakterizira struktura radionice sa dosljednim prijenosom radnih predmeta. Ovaj oblik organizacije je rasprostranjen po fabrikama izgradnje stroja, jer pruža maksimalnu opterećenje opreme u malim proizvodnim uvjetima i prilagođen je čestim promjenama u procesu. Istovremeno, upotreba tehnološkog oblika organizacije proizvodnog procesa ima niz negativnih posljedica. Veliki broj dijelova i njihov višestruki pokret u procesu obrade dovodi do povećanja količine nepotpune proizvodnje i povećanja broja srednjih mjesta za pohranu. Značajan dio proizvodnog ciklusa predstavlja gubitak vremena zbog složene veze sa intersticama.
Predmet Oblik proizvodnje ima staničnu strukturu sa paralelnim sekvencijalnim (dosljednim) prijenosom radnih stavka u proizvodnji. Na mjestu objekta postavljeno je u pravilu, sva oprema potrebna za obradu dijela dijelova od početka do kraja procesa. Ako je ciklus obrade zatvoren unutar mjesta, to se naziva predmeti.
Objektivna izgradnja parcela pruža direktnu tačnost i smanjuje trajanje proizvodnog ciklusa dijelova. U usporedbi s tehnološkim oblikom, subjekt vam omogućuje smanjenje ukupnih troškova prijevoza dijelova, potrebu za proizvodnim područjima po jedinici proizvoda. Istovremeno ovaj oblik proizvodnje organizacija ima nedostatke. Glavna je da prilikom određivanja sastava opreme instaliranog na web mjestu, potreba za određenim vrstama obrade dijelova iznese se naprijed, što ne pruža uvijek punu opremu.
Pored toga, širenje asortimana proizvoda, njegovo ažuriranje zahtijeva periodično preuređenje proizvodnih mjesta, promjene u strukturi parka opreme. Oblik izravnog protoka organizacije organizacije karakterizira linearna struktura s veličanstvenim prijenosom radnih predmeta. Ovaj obrazac osigurava provedbu niza principa organizacije: specijalizacija, direktna tačnost, kontinuitet, paralelizam. Njegova upotreba dovodi do smanjenja u trajanju proizvodnog ciklusa, efikasnije korištenje radne snage zbog veće specijalizacije rada, smanjenja nepotpune proizvodnje.
S obzirom na točku organizacije proizvodnje, rad se u potpunosti izvede na jednom radnom mjestu. Proizvod se proizvodi tamo gdje se nalazi njegov glavni dio. Primjer je Skupština proizvoda pokretom radnika oko nje. Organizacija point postupka ima niz prednosti: mogućnost čestih promjena u dizajnu proizvoda i sekvence obrade, proizvodnja različitih nomenklaturih proizvoda u iznosu utvrđenom potrebama proizvodnje; Troškovi povezani sa promjenom lokacije opreme su smanjeni, povećava se fleksibilnost proizvodnje.
Integrirani oblik proizvodne organizacije uključuje kombinaciju osnovnih i pomoćnih operacija u jedinstveni integrirani industrijski proces s staničnom ili linearnom strukturom sa sekvencijalnim, paralelnim ili paralelnim prijenosom radnih mjesta u proizvodnji. Za razliku od postojeće prakse zasebnog dizajna skladištenja, transporta, kontrole, kontrole, obrade na web lokacijama sa integriranim oblikom organizacije, potrebno je povezati ove djelomične procese u jedan proces proizvodnje. To se postiže kombiniranjem svih poslova uz pomoć automatskog prevoznog frekvencijskog kompleksa, koji je skup međusobnih, automatskih i skladišnih uređaja, računarske opreme namijenjene organizaciji skladišta i premještanja radnih mjesta između pojedinih radnih mjesta.
Upravljanje proizvodnom procesu se vrši ovdje pomoću računara, što osigurava rad svih elemenata proizvodnog procesa na web mjestu prema sljedećoj shemi: pretraživanje

potrebni radni komad na skladištu - Prijevoz radnog komada do stroja - obrada - povratak dijela u skladište. Da bi se nadoknadila odstupanja na vrijeme tokom transporta i prerade dijelova, spremnik skladišta međuperativnih i osiguranja bliži se na zasebnim radnim mjestima. Stvaranje integriranih proizvodnih mjesta povezano je s relativno visokim jednokratnim troškovima uzrokovanim integracijom i automatizacijom proizvodnog procesa.
Ekonomski učinak u tranziciji na integrirani oblik proizvodnje postiže se smanjenjem dužine proizvodnog ciklusa dijelova, povećanju vremena za utovar alata stroja, poboljšavajući kontrolu i kontrolu proizvodnih procesa. Na slici. 1.4 prikazuje sheme aranžmana opreme u područjima s različitim oblikom proizvodnje.
Sl. 1.4. Sheme lokacije opreme (poslova) u područjima sa različitim oblikom organizacije proizvodnje:
a) tehnološko; b) predmet; c) direktan protok; d) tačka (za slučaj sastavljanja); e) integrisano
- Ovo je praktičan dio obrazovnog procesa u najvišoj ili sekundarnom obrazovnoj ustanovi, koja je u organizacijama u stvarnim radnim aktivnostima. Praksa je osmišljena tako da konsolidira teorijska znanja i vještine potrebne za dodjeljivanje kvalifikacija i konačne certifikacije učenika kao specijalista. Rezultati proizvodnih praksi ocjenjuju se prema standardima usvojenim u školi i uklapaju se u obrazovni proces.
Student
Industrijska praksa za studenta često postaje početna točka njegove profesionalne karijere. Najčešća greška studenata formalni je stav prema procesu prolaska praksi, kao još jednog studijskog zadatka. Da bi se izdvojila maksimalna korist od prakse, potrebno je imati pravi stav i razumjeti da je to jedinstvena prilika za "isprobati tlo", dok je još uvijek pod krilom vaše obrazovne ustanove. Znatno uštede vrijeme i snagu, nećete napraviti nepotrebne pokrete na kraju univerziteta i vi ćete znati tačno gdje treba nastaviti.
Koje su mogućnosti za vježbanje učenika:
konsolidirati teorijsko znanje;
primjenjuju znanje i vještine u praksi;
navigaciju u stvarnom radnom tijeku i pogledajte podvodno kamenje odabranog specijaliteta, koji nisu vidljivi u teoriji;
direktno kontakt sa profesionalnom zajednicom;
nabavite vještinu pretraživanja posla i komunicirajte s poslodavcem;
steći iskustvo u saradnji sa iskusnim beležom;
Što je prije moguće shvatiti da se specijalitet ili čak područje odabire pogrešno i ne zadovoljava vaše zahtjeve za profesijom;
navigirati u profesiji i odlučiti;
"Personaliziraju" tržište i razumiju šta je u potražnji i ono što još treba pojuriti;
pronađite sebi radno mjesto pogodno za početak karijere;
nabavite početno iskustvo koje je tako nedostaje kod mladih stručnjaka na uređaju za rad nakon treninga i učinit će vaš prvi zapis u zapošljavanju;
da bi se postigao prvi uspjeh i pokazati sposobnost u odabranoj specijalnosti pred budućim poslodavcem.
Studenti su u proizvodnji praktične prakse na visokim kursevima univerziteta kada je specijalitet već izabrao, a obično tema prakse u korelaciji sa znanjem i vještinama dobivenim u semestru. Praksa se odvija u osnovama pravih preduzeća, sa kojima univerzitet ima preliminarni dogovor. Smjer organizacije mora biti u skladu sa specijalizacijom studenata. Student ima pravo odabrati odgovarajuću bazu podataka o praksi, a univerzitet mora navesti popis mogućih opcija. Ako student već radi na profilu, on ima pravo da praktikuje na mjestu ovog rada.
Tokom prakse, student mora čuvati dnevnik, koji potpisuje šef njegove prakse. Na kraju prakse njegovi rezultati procjenjuju se na ispitu i kreditima i bilježe se u testnoj knjizi. Također, rad učenika ocjenjuje upravljanje praktičnom bazom, na kojoj je radio i izdaje karakteristiku. Smjer proizvodnje može biti tehnološki (direktno praktičan rad, sticanje vještina) i istraživanja ili prije diplome (provođenje naučnih istraživanja o praktičnom materijalu).
Pravna strana pitanja trebala bi biti definirana u regulatornim dokumentima Univerziteta, a također upravljaju relevantnim člancima TC RF. Trajanje radnog dana studentih putnika od 16 do 18 godina ne bi trebao biti više od 36 sati sedmično (član 92. Zakona o radu Ruske Federacije) i starijih od 18 godina ne više od 40 sati sedmično (član) 91 Zakona o radu Ruske Federacije). Tokom perioda prakse, studenti se odnose na interne propise usvojene u organizaciji i opća pravila za zaštitu rada. U slučaju da praksa treba vremena da se vežba, on prima sva prava zaposlenog: pravo na primanje plaće, pravo na plaćeno dopust, na dodatak invalidnosti itd. Također, dodjeljuje se odgovarajućim odgovornostima zaposlenika.
Poslodavac
Uprkos činjenici da su studenti-polaznici prilično problematični posao za organizaciju, u proizvodnoj praksi postoje nesporne prednosti i za kompaniju. Postati praksa prakse i interakciju s profilnom obrazovnom institucijom, organizacija dobiva priliku:
"Za podizanje" mlade stručnjaka ispod sebe, podučavajući ih u skladu s potrebnim precizno na vašu organizaciju sa zahtjevima i specifičnostima;
prilagodite obrazovne programe za specijalizirane univerzitete, interakciju sa njima.
Pravna strana procesa izrade pripravnika ima niz teškoća koje su, međutim, prilično savladane. Glavni snag za osoblje je nedostatak članka koji se jasno reguliše usvajanje putnika na posao. Koncept ugovora između studenta i organizacije u slučaju prakse je u principu izostao. U ovoj situaciji postoje dvije mogućnosti za akciju.
1. Zaključak ugovora o radu sa pripravnikom. U slučaju industrijske prakse i ako postoji odgovarajuće upražnjeno mjesto, student se usvaja na temelju hitnog ugovora o radu i ulazi u radne odnose. Obrazloženje za zaključivanje ugovora može se formulisati u skladu sa članom 59. Zakona o radu Ruske Federacije, otprilike ovako: "Ugovor o radu zaključuje se tokom prolaska proizvodnih praksi." Ako je student prvo službeno zapošljavanje, tada treba napraviti radnu knjigu i svjedočenje mirovinskog osiguranja (član 65. Zakona o radu Ruske Federacije). Od zaključenja ugovora, putnici su obdareni svim relevantnim pravima i obvezama punopravnog zaposlenika.
2. Pravljenje pripravnika bez upisa u osoblje. Ako su u ugovoru između obrazovne ustanove i poslodavca u početku napisao da studenti uzimaju praksu bez službenog zapošljavanja, a ako nema slobodnih radnih mjesta, onda student ne prima određenu radnu funkciju, ali je u praksi više upoznavanja, Nije odgovoran kao zaposlenik. Međutim, pravila internog rasporeda koji djeluju u preduzeću i pravila za zaštitu rada na njemu distribuiraju se. Da bi upisali studente u poduzeće, objavljuje se nalog u kojem su propisani svi potrebni detalji (imena studenata, rokova i ciljeva prakse, postupak prolaska, odgovornog mentora itd.).
Ako student već radi, a njegov profil radom odgovara specijalnosti za koju studira, može uzimati praksu na mjestu njegovog rada, pružajući odgovarajući certifikat na Univerzitetu.
Stoga je proizvodna praksa obostrano koristan događaj, kako za studente tako i za poslodavce, pomažući im da se međusobno upoznaju i započnu profesionalnu interakciju.
Kada koristite materijale stranice, potrebna su autorosova uputstva i aktivna veza na web lokaciju!