השפעת קוטביות הקשת על התכה של אלקטרודות. קוטביות של אלקטרודות ריתוך - כמה ניואנסים של ריתוך קשת חשמלי. ריתוך קוטביות הפוכה
קרא גם
ריתוך מתכות עם זרם ישר יכול להתבצע בשני מצבים: עם קוטביות ישירה וקוטביות הפוכה. קוטביות ישירה בעת ריתוך היא כאשר מינוס מחובר לאלקטרודה, ופלוס לחומר המתכת. כאשר ריתוך עם זרם קוטביות הפוכה, ההפך הוא הנכון, כלומר, הפלוס מחובר למוט, והמינוס למוצר.
בעת ריתוך בזרם ישר, נוצרת נקודה תרמית בקצה האלקטרודה, בעלת טמפרטורה גבוהה. תלוי איזה מוט מחובר לאלקטרודה, הטמפרטורה בקצה שלה תהיה תלויה, ובהתאם לכך יהיה תלוי אופן תהליך הריתוך. לדוגמה, אם פלוס מחובר לחומר מתכלה, אז נוצר נקודת אנודה בקצה שלה, שהטמפרטורה שלה היא 3900C. אם זה מינוס, אז אתה מקבל כתם קתודה עם טמפרטורה של 3200C. ההבדל הוא משמעותי.
מה זה נותן?
- בעת ריתוך עם זרם קוטביות ישירה, עומס הטמפרטורה העיקרי נופל על חומר העבודה המתכתי. כלומר, הוא מתחמם יותר, מה שמאפשר להעמיק את שורש הריתוך.
- בעת ריתוך עם זרם קוטביות הפוכה, ריכוז הטמפרטורה מתרחש בקצה האלקטרודה. כלומר, המתכת הבסיסית מתחממת פחות. לכן, מצב זה משמש בעיקר בעת הצטרפות של חלקי עבודה בעלי עובי קטן.
יש להוסיף שמצב הקוטביות ההפוכה משמש גם כאשר מצטרפים לפלדות פחמן גבוהות וסגסוגת ולנירוסטה. כלומר, אותם סוגי מתכות הרגישות להתחממות יתר.
תְשׁוּמַת לֵב! מאז הטמפרטורה שונה בנקודות האנודה והקתודה, אז מ חיבור נכוןמכונת ריתוך תהיה תלויה בצריכת האלקטרודה עצמה. כלומר, קוטביות הפוכה בעת ריתוך עם מהפך היא צריכת יתר של אלקטרודות.
בתהליך של ריתוך עם זרם ישר, יש צורך להבטיח שהמתכת של חלקי העבודה תתחמם היטב, כמעט עד למצב מותך. כלומר, צריכה להיווצר בריכת ריתוך. הקוטביות קדימה ואחורה של מצב הריתוך היא שמשפיעה על איכות האמבטיה.
- אם חוזק הזרם גבוה, ולכן גם טמפרטורת החימום גבוהה, אז המתכת תתחמם למצב כזה שהקשת החשמלית פשוט תדחה אותה. אין צורך לדבר כאן על שום קשר.
- אם הזרם, להיפך, קטן מדי, המתכת לא תתחמם למצב הנדרש. וזה גם מינוס.
עם קוטביות ישרה, תיווצר סביבה בתוך האמבטיה שקל לשלוט בה באמצעות האלקטרודה. הוא מתפשט, כך שתנועה אחת של המוט יוצרת את כיוון הריתוך. יחד עם זאת, ניתן לשלוט בקלות על עומק הריתוך.
אגב, מהירות האלקטרודה משפיעה ישירות על איכות התוצאה הסופית. ככל שהמהירות גבוהה יותר, פחות חום נכנס לאזור הריתוך, כך המתכת הבסיסית של חומר העבודה מתחממת פחות. על ידי הפחתת המהירות, הטמפרטורה בתוך בריכת הריתוך עולה. כלומר, המתכת מתחממת היטב. לכן, רתכים מנוסים מכוונים את הזרם על המהפך ליותר מהנדרש. אבל איכות הריתוך נשלטת בדיוק על ידי מהירות התנועה של האלקטרודה.
לגבי האלקטרודות עצמן, בחירת הקוטביות נקבעת לפי החומר שממנו היא עשויה או סוג הציפוי. לדוגמה, שימוש בקוטביות הפוכה בריתוך DC, המשתמש באלקטרודת פחמן, מוביל לצריכה מהירה של מוטות ריתוך. כי בטמפרטורות גבוהות אלקטרודת הפחמן מתחילה להתקלקל. לכן, סוג זה משמש רק במצב קוטביות ישרה. מוט מתכת נקי ולא מצופה, לעומת זאת, ממלא היטב את תפר הריתוך כאשר הקוטביות מתהפכת.
העומק והרוחב של הריתוך תלויים גם במצב המשמש. ככל שהזרם גבוה יותר, החדירה גדולה יותר. כלומר, עומק הריתוך גדל. הכל קשור לכניסת החום בקשת. בעיקרו של דבר, זוהי כמות האנרגיה התרמית העוברת דרך יחידת אורך של הריתוך. אבל אי אפשר להגדיל את הזרם ללא הגבלת זמן, אפילו ללא קשר לעובי של חלקי העבודה המתכתיים המרותכים. מכיוון שאנרגיה תרמית יוצרת לחץ על המתכת המותכת, מה שגורם לעקירתה. התוצאה הסופית של ריתוך חשמלי כזה בזרם גבוה היא שריפה דרך בריכת הריתוך. אם אנחנו מדברים על ההשפעה של קוטביות ישירה והפוכה בעת ריתוך עם מהפך, אז ניתן לספק עומק חדירה גדול יותר על ידי מצב הקוטביות ההפוכה.
כמה תכונות של ריתוך עם קוטביות ישירה
מהי קוטביות ישר מוגדר. איכויות מסוימות של ריתוכים מסומנות בעת ביצוע תהליך ההצטרפות במצב קוטביות ישירה. אבל נותרו כמה נקודות עדינות.
- מתכת מאלקטרודות או חומרי מילוי מועברת לתוך בריכת הריתוך בטיפות גדולות. ראשית, מדובר בנתז גדול של מתכת. שנית, עלייה במקדם החדירה.
- במצב זה, הקשת החשמלית אינה יציבה.
- מצד אחד, יש ירידה בעומק החדירה, לעומת זאת, יש ירידה בחדירה של פחמן למסת המתכת של חומר העבודה.
- חימום נכון של המתכת.
- פחות חימום של מוט האלקטרודה או חוט המילוי, מה שמאפשר לרתך להשתמש בזרמים גבוהים יותר.
- עם כמה חומרי ריתוך מתכלים, נצפית עלייה בקצב התצהיר. לדוגמה, בעת שימוש באלקטרודות מתכלות בגזים אינרטיים ופעילים מסוימים. או בעת שימוש בחומרי מילוי המיושמים תחת סוגים מסוימים של שטפים, למשל, דרגת OSC-45.
- אגב, קוטביות ישירה משפיעה גם על הרכב החומר שנמצא בתפר בין שני חלקי עבודה ממתכת. בדרך כלל אין כמעט פחמן במתכת, אבל סיליקון ומנגן קיימים בכמויות גדולות.
תכונות של ריתוך עם זרם קוטביות הפוכה
ריתוך חלקי עבודה דקים הוא תהליך עם קושי מוגבר, מכיוון שתמיד קיימת סכנה של כוויות. לכן, הם מחוברים במצב קוטביות הפוכה. אבל יש שיטות אחרות להפחית את הסכנה.
- הפחת את הפוטנציאל הנוכחי כדי להפחית את הטמפרטורה על חומר העבודה.
- ריתוך נעשה בצורה הטובה ביותר עם תפר לסירוגין. לדוגמה, צור קטע קטן בהתחלה, לאחר מכן עברו למרכז, ואז התחל להצטרף מהצד הנגדי, ואז התחל לבשל את קטעי הביניים. באופן כללי, ניתן לשנות את התוכנית. כך ניתן להימנע מעיוות המתכת, במיוחד אם אורך המפרק הוא יותר מ-20 ס"מ ככל שחלקים מרותכים יותר, ככל שכל קטע קצר יותר, כך אחוז העיוות המתכת נמוך יותר.
- חתיכות מתכת דקות מאוד מרותכות על ידי הפרעה תקופתית של הקשת החשמלית. כלומר, האלקטרודה נשלפת מאזור הריתוך, ואז ניצתת שוב במהירות, והתהליך ממשיך.
- אם מתבצעת ריתוך חפיפה, יש ללחוץ את שני חלקי העבודה בחוזקה זה כנגד זה. מרווח אוויר קטן מוביל לשחיקה של החלק העליון. כדי ליצור התאמה הדוקה, אתה צריך להשתמש מהדקים או כל משקל.
- בעת חיבור חלקי עבודה, עדיף למזער את הפער בין החלקים, ובאופן אידיאלי לא יהיה פער בכלל.
- כדי לרתך חלקי עבודה דקים מאוד עם קצוות לא אחידים, יש צורך להניח מתחת למפרק חומר שיספוג היטב את חום התהליך. בדרך כלל צלחת נחושת משמשת עבור זה. זה יכול להיות גם עשוי פלדה. במקרה זה, ככל שעובי שכבת העזר גדול יותר, כך ייטב.
- אפשר לאגן את הקצוות של המוצרים המרותכים. זווית הפלאנג היא 180 מעלות.
5.1 מטרת העבודה
לימוד השפעת פרמטרים של מצב ריתוך על תהליך ההתכה של אלקטרודות, היכרות עם שיטת הקביעה הניסיונית של מאפייני האלקטרודות ההיתכות.
מבוא תיאורטי
החום המוכנס על ידי קשת הריתוך לתוך האלקטרודה מושקע בחימום והמסה של מוט האלקטרודה וציפוי האלקטרודה. תהליך ההתכה של מוט האלקטרודה ומעבר המתכת המותכת לבריכת הריתוך תלוי במספר גורמים: גודל הזרם, סוג וקוטביות הזרם, הרכב ציפוי האלקטרודה והמוט, מיקום הריתוך. בחלל וכו'. תכונות האלקטרודה, המאפיינות את ביצועי ההיתוך שלה, מוערכות על ידי מקדם ההיתוך α p, שנקבע על ידי הנוסחה
כאשר g p היא המסה של מתכת מותכת, g;
I – זרם ריתוך, A;
t - זמן התכה של אלקטרודה.
במהלך הריתוך נצפים הפסדים של מתכת נוזלית עקב חמצונה באוויר ובאמצעות סיגים וכן כתוצאה מאידוי והתזות מחוץ לבריכת הריתוך. הפסדים עקב פסולת והתזות נאמדים לפי מקדם ההפסד
הפסדים עקב פסולת והתזות משתנים מאוד בהתאם גורמים שונים. עבור ריתוך קשת ידני, מקדם ההיתוך, בהתאם למותג הספציפי של האלקטרודה, הוא 8-15 גרם/אה, מקדם ההפסד הוא 5-30%; עבור ריתוך קשת שקוע אוטומטי - α р = 13-23 גרם/Ah, ψ = 2-4%.
עלייה בזרם הריתוך מובילה לעלייה בטמפרטורה של עמודת הקשת ובעוצמת ההתכה של האלקטרודה, וכתוצאה מכך לעלייה ב-α p. בצפיפות זרם גבוהה, המעבר של טיפות מתכת מהאלקטרודה לתפר יכול להיות בעל אופי סילון, מה שמפחית הפסדים עקב התזות.
בעת ריתוך עם קוטביות הפוכה, תפוקת ההיתוך גבוהה משמעותית מאשר בעת ריתוך עם זֶרֶם חֲלִיפִיןועם קוטביות ישרה. זה מוסבר על ידי העובדה שפי 2-3 יותר חום משתחרר באנודה מאשר בקתודה, עקב הפצצת האנודה באלקטרונים מהירים, בעוד שבקתודה מושקעת האנרגיה על פליטתם.
הערכים של α p ו-ψ מושפעים מסוג האלקטרודה והרכב המוט, שקובע את הרכב האטמוספירה של עמודת הקשת וכתוצאה מכך, פוטנציאל היינון האפקטיבי. בתורו, שינוי בפוטנציאל היינון האפקטיבי מוביל לשינוי בטמפרטורה של עמודת הקשת בהתאם לנוסחה האמפירית החלה לריתוך קשת ידני.
T = 800U eff (5.3)
עלייה בטמפרטורה של עמודת הקשת מובילה לעלייה בכמות הגזים הנוצרים, מגבירה את הלחץ שלהם בטיפה של מתכת אלקטרודה ובסופו של דבר יכולה להוביל להתזות מוגברות.
מקדם α p תלוי באופן משמעותי בטמפרטורת החימום של מוט האלקטרודה. חימום מוט האלקטרודה עם חום ג'ול מאיץ את ההיתוך שלו בפריקת קשת ו-α p עולה, בעוד הערך של ψ נשאר כמעט ללא שינוי. בריתוך אוטומטי וחצי אוטומטי, כדי להגדיל את α p, נעשה שימוש נרחב בריתוך עם תוספת חוט מוגברת (המרחק בין הזרבובית נושאת הזרם למוצר). עלייה בתליה מובילה לעלייה בהתנגדות החוט וכתוצאה מכך לעלייה בטמפרטורת החימום שלו. בריתוך קשת ידני, השונות של α p במהלך הבעירה של מוט האלקטרודה עלולה להוביל לשיבוש מצב היווצרות הריתוך, לכן עוצמת הזרם המקסימלית עבור כל קוטר של מותג ספציפי של אלקטרודה מוגבלת בהחלט. אחידות ההיתוך של האלקטרודה מקלה על ידי הגדלת עובי ציפוי האלקטרודה, מכיוון הוא אינו מוליך זרם, אינו מחומם על ידי חום ג'ול ומקרר את מוט האלקטרודה.
ציוד וחומרים
1. תחנות לריתוך קשת ידני על זרמים ישירים וחילופין, מצוידות במכשירים למדידת זרם ריתוך.
2. מאזניים טכניים עם משקולות.
3. שעון עצר.
4. סרגל וסרגל ורנייה.
5. אלקטרודות ריתוך MP-3 Æ4 מ"מ.
6. לוחות פלדה עדינה.
נוהל עבודה
1. נקו, סמנו ושקלו את הצלחות המיועדות לשטח.
2. הכינו את האלקטרודות, סמנו אותן, קבעו את הקוטר והאורך הראשוני של מוט האלקטרודה.
3. עבור כל מותג של אלקטרודה, קבע את המסה l סנטימטר ליניארי של מוט האלקטרודה, ששווה למסה של מוט האלקטרודה שנוקה מציפוי, חלקי אורכו.
4. משטחים את החרוז על הצלחת עם אלקטרודה באמצעות זרם ישר בקוטביות הפוכה. במהלך תהליך השטח, רשום את זמן שריפת הקשת ואת חוזק הזרם (חוזק הזרם המומלץ עבור כל אפשרויות הניסוי הוא 120-200 A) ולאחר מכן הזן אותו לטבלה 5.1.
5. לאחר השטח, מצננים, מייבשים, מנקים סיגים ושוקלים את הצלחת. קבע את מסת המתכת שהופקדה והזן את התוצאה בטבלה 5.1.
6. מדוד את אורך החלק של האלקטרודה שנותר לאחר פניה וחשב את מסת המתכת המותכת ולאחר מכן הזן אותה לטבלה 5.1.
7. חשב את מאפייני ההיתוך של האלקטרודה ולאחר מכן הזן אותם לטבלה 5.1.
8. חזור על הניסוי לפי נקודה 4 בערכי זרם שהשתנו פעמיים.
9. חזור על הניסוי לפי נקודה 4 לקוטביות ישירה וזרם חילופין.
הכי מודרני מכונות ריתוךיש בעיצוב שלהם בלוק של דיודות מיישר, אשר, בתורו, מספק זרם ריתוך קבוע. עבור מכשירים המשתמשים בחוט כחומר ריתוך (מכונות ריתוך חצי אוטומטיות), זהו תנאי מוקדם. עבור מכשירים המשתמשים באלקטרודות להפעלה, זו כבר אופציה, המאפשרת שימוש כמעט בכל מותג של אלקטרודה לעבודות ריתוך.
סיווג קשת הריתוך לפי הקוטביות של זרם ישר:
a - קוטביות ישרה; b - קוטביות הפוכה
בעת הפעלת מכשיר חצי אוטומטי, יש צורך להקפיד על הקוטביות של החיבור. לפיכך, ריתוך עם חוט מצופה נחושת קונבנציונלי בסביבת גז מגן מתבצע עם זרם של קוטביות ישרה. כלומר, פלוס מסופק למוצר, ומינוס למחזיק (קוטביות ישרה בעת ריתוך). עם חיבור זה, זרם זורם מהחוט למוצר, ולכן המוצר מתחמם גבוה יותר מחוט הריתוך. וזה טבעי. החלקים שיש לרתך הם בעלי שטח גדול יותר באופן משמעותי, ובהתאם לכך דורשים יותר חימום כדי ליצור בריכת ריתוך. חוט, ששטחו קטן יותר, נמס די בקלות ונכנס לאתר הריתוך בצורה של טיפה מותכת. הזרם הזורם, והוא זורם בדיוק מפלוס למינוס, לוכד את החומר המותך, ושוב תורם ליצירת בריכת ריתוך איכותית.
אם לשפוט לפי הערות המבקרים באתר שלנו, היה מעט בלבול לגבי הכיוון שאליו זורם הזרם במעגל. בואו ננסה להבהיר את הנושא הזה!
יש להבין ש"כיוון הזרם" בהנדסת חשמל הוא יותר מוסכמה שאומצה לשרטוט מעגלים. באופן מסורתי, על דיאגרמות, נהוג לצייר מפלוס למינוס, כאילו זרימת הזרם היא מפלוס למינוס, אם כי התנועה בפועל של נושאי המטען מתרחשת ברוב המקרים בכיוון ההפוך! אם המוליך הוא מתכת (חוט, אלקטרודה וכו'), נושאי המטען האמיתיים - אלקטרונים - עפים ממינוס לפלוס (שכן אלקטרונים הם חלקיקים בעלי מטען שלילי). אם המוליך הוא גז מיונן או נוזל עם יונים, אז היונים עפים לשני הכיוונים.
כאשר פועלים באופן חצי אוטומטי ללא סביבת גז מגן, נעשה שימוש בחוט מיוחד בעל ליבות שטף (ליבת שטף). במקרה זה, יש לשנות את הקוטביות של חיבור המחזיק והארקה. כלומר, הקרקע היא "מינוס", והמחזיק חיובי (קוטביות הפוכה בעת ריתוך). זאת בשל העובדה שטמפרטורת ההיתוך של השטף זהה בערך לטמפרטורת ההיתוך של המתכת, אולם כדי להשיג ריתוך איכותי, יש צורך שהשטף יישרף ויוצר ענן גז קטן ב הסביבה שבה יתקיים תהליך הריתוך. כפי שצוין לעיל, הזרם זורם ממינוס לפלוס, ולכן נפילת טיפת המתכת המותכת תהיה מעט נמוכה יותר, מה שיבטיח פחות חימום של המתכת המרותכת, שכן הקירור של האחרון אינו מתבצע על ידי המיגון מדיום גז והיווצרות בריכת הריתוך תהיה בערך כמו עם ריתוך גז.
ריתוך של מתכות לא ברזליות, בפרט אלומיניום, מתבצע בדרך כלל עם אלקטרודת טונגסטן מיוחדת. במקרה זה, הם בדרך כלל משתמשים בקוטביות ישרה בעת ריתוך - מינוס על האלקטרודה. סוג זה של חיבור מאפשר להשיג טמפרטורה גבוהה יותר באזור החימום, שהיא קריטית במיוחד עבור אלומיניום, שכן בתחילה יש צורך "לפרוץ" את סרט התחמוצת, במיוחד מכיוון שנקודת ההיתוך של האחרון גבוהה בהרבה מ. המתכת עצמה.
קוטביות ישרה, בין היתר, מאפשרת לקבל קשת חשמלית מרוכזת וצרה יותר, חדירת מתכת עמוקה יותר, ובהתאם, ריתוך איכותי יותר וחשוב להשתמש בקוטר קטן יותר של אלקטרודת טונגסטן יקרה, וכן להפחית צריכת גז זול לא פחות.
כאשר אלקטרודת טונגסטן מחוברת בקוטביות הפוכה במהלך הריתוך - עם פלוס על המחזיק - התפר פחות עמוק. שיטה זו טובה בעת ריתוך צלחות דקות - במקרה זה אין סכנה של שריפה דרך החומר המרותך. עם זאת, חסרון נוסף הוא אפקט ה"נשיפה המגנטית". במקרה זה, הקשת המתקבלת מתבררת כמשוטטת והתפר מתברר פחות יפה ואטום. פרטים קטגוריה: ריתוך
הספר דן בתכונות הטכנולוגיות של קשתות ריתוך חשמליות בעת ריתוך עם אלקטרודות דלת פחמן עם ציפויים שונים. מוצגת ההשפעה של תהליכים אנרגטיים בקתודה, באנודה ובעמודת הקשת על ביצועי ההיתוך והשפעת החדירה של האלקטרודות, כמו גם על העברת המתכת בקשת ויציבות הבעירה שלה. נקבע אופי השינוי במצב האנרגיה של אזורי קשת בודדים כאשר חומרים שונים מוכנסים אליו.
בהתבסס על התיאוריה של התפשטות חום במהלך ריתוך, פותחו שיטות לחישוב כמה מאפיינים טכנולוגיים של אלקטרודות.
הספר מיועד למהנדסים, מדענים וסטודנטים לתארים מתקדמים המעוניינים בשימוש בפריקת קשת ובמאפייני האנרגיה שלה.
למאפיינים של הקשת החשמלית צריכה להיות השפעה מכרעת על המאפיינים של תהליך ריתוך האלקטרודות. זאת בשל העובדה שהקשת היא המקור העיקרי לאנרגיה תרמית. מקורות אנרגיה אפשריים אחרים (חימום האלקטרודה בזרם ובחום תגובות כימיותבעת המסת הציפוי) יש חשיבות משנית. זה מאושר על ידי הנתונים הבאים. בעת חימום מוטות בקוטר של 4-5 מ"מ מזרם ריתוך פלדת פחמן נמוכהבצפיפות זרם של עד 20 ajmm2 משתחרר בהם רק כ-20% מהחום הנדרש להתכה, ועיקר החום משתחרר בתום ההיתוך של האלקטרודה, כאשר ההתנגדות האוהמית שלה עולה משמעותית עקב לחימום. ההשפעה התרמית של תגובות כימיות עבור האלקטרודות התעשייתיות הנפוצות ביותר, שנקבעה בעבודה בטכניקת קלורימטריה מיוחדת, אינה עולה על 8-9% ± מעוצמת הקשת.
מאפייני האנרגיה של קשתות ריתוך תלויים בסוג ציפוי האלקטרודה. ניתן לקבוע תלות זו באותו זרם I מההבדל במתח הקשת כן, מכיוון שהספק הקשת הוא /כן* רצוי להשוות את ערכי המתח הקשתי הנומינלי (מתח הקשת המאפיין נתון) אלקטרודה במצב ריתוך אופטימלי).
להלן הערכים של מתח הקשת הנומינלי המתקבל על ידי A.A. Erokhin עבור חוט פחמן נמוך עם ציפויים דקים שונים בזרם ישר של קוטביות ישירה (ב-v):
לא מצופה ................................................... ............ ............18
שכבה דקה של זכוכית נוזלית ................................................ ......17
גיר ו זכוכית נוזלית............................................... 15
חול קוורץ וזכוכית נוזלית...................................24
קאולין וזכוכית נוזלית......................................................... .....28
ברור שקשתות ריתוך עם מתח מדורג גבוה יותר, כל שאר הדברים שווים, יהיו חזקות יותר. הסיבה לשינוי בעוצמת קשת הריתוך בעת יישום ציפויים מסוימים נעוצה בשינוי התנאים הפיזיים לקיום פריקת הקשת הנגרמת מהציפויים.
נכון לעכשיו, המאפיינים של קשתות חשמליות ספציפיות בעת ריתוך עם אלקטרודות שונות נחקרו בצורה גרועה ביותר. במידה מסוימת ידועות רק התופעות בעמודת הקשת. במקביל, תהליכים באזורי כמעט אלקטרודה שיש ערך רבלהבין את התפקיד הטכנולוגי של הקשת החשמלית בתהליך הריתוך. תוצאות המחקר של קשתות חשמליות שאינן ריתוך נותנות מושג מסוים על התופעות באזורי סמוך לאלקטרודה של קשתות ריתוך. לפיכך, בשל מגוון סוגי הקשתות החשמליות, עשו פיזיקאים ניסיונות לסווג אותן באופן גס לפי התופעות בקתודה.
א. אנגל סבור כי רצוי לחלק קשתות חשמליות המקיימות את עצמן לשתי קבוצות: קשתות שבהן הקתודות מתאדות באופן ניכר בטמפרטורות כאשר פליטה תרמיוניתעדיין נעדר (קשתות עם קתודה "קרה"), וקשתות שבהן לקתודות יש טמפרטורה המספיקה לפליטת תרמיונית משמעותית (קשתות עם קתודה תרמיונית).
הבסיס של אלקטרודות ריתוך דל פחמן הוא ברזל, שנקודת הרתיחה שלו היא כ-2740 מעלות צלזיוס. זיהומים הנמצאים בפלדה עלולים להוביל לירידה בנקודת הרתיחה של האלקטרודה או לרתיחה סלקטיבית בטמפרטורה מתחת לנקודת הרתיחה של בַּרזֶל. לדוגמה, מנגן מתאדה כבר ב-1900 מעלות צלזיוס ההפסדים שלו במהלך הריתוך עקב אידוי יכולים להיות משמעותיים. פני הטיפות בקצה האלקטרודה מכוסים כמעט תמיד בסיגים ותחמוצות, שנקודת הרתיחה שלהן יכולה להיות נמוכה גם מנקודת הרתיחה של ברזל (A!203-2250e C, Si02-2230°C וכו'. .). הטמפרטורה של קתודות ברזל, המכוסות סיגים ותחמוצות עקב התאדותן בקשת וצריכת אנרגיה משמעותית לאידוי כזה, עשויה שלא להגיע לנקודת הרתיחה של ברזל.
בנקודת הרתיחה הנמוכה יחסית של ברזל וזיהומים וסיגים אפשריים, פליטה תרמיונית ניכרת מפני השטח של טיפות בלחץ אטמוספרי היא בלתי אפשרית תיאורטית ולכן יש לסווג קשתות ריתוך עם אלקטרודות מתכלות לפי הסיווג של אנגל כקשתות עם קתודה "קרה". . יש לציין שחלוקת הקשתות המוצעת על ידי אנגל אינה קפדנית. מחקר הראה שבזכות עליות מקומיותלחץ וטמפרטורה באזור הקתודה בקשתות עם קתודה "קרה", אפשרית גם פליטה תרמיונית.
לאחרונה הופיעו הדרגות פנומנולוגיות עדינות יותר של קשתות. לפיכך, ו' פינקלנבורג וג' מקר סבורים שיש קשתות ללא כתם קתודה, קשתות עם כתם קתודי דחוס מאוד ונייח וקשתות לא נייחות עם כתם קתודה בתנועה מהירה וכאוטית. בקשתות לא נייחות, אורך החיים של כתם הקתודה קצר מאוד, שכאשר הוא נעלם, מוחלף בכתם דומה שזה עתה נוצר (או בכמה נקודות). קשתות אלו, בפרמטרים שלהן (זרם, לחץ, מצב משטח הקתודה), הן הקרובות ביותר לקשתות ריתוך עם אלקטרודה מתכלה.
העבודה מצביעה על כך שעוצמת התנועה של השפיץ מושפעת באופן משמעותי מחומר הקתודה. נמצא קשר בין עוצמת אידוי הקתודה לתנועת הנקודה. עם קתודות מתאדות גרוע, הנקודה נעה בצורה אינטנסיבית יותר.
קשת עם כתם קתודה יכולה, בתנאים מסוימים, להפוך לקשת ללא כתם. לדברי ו' וייצל, בקשת ללא כתם קתודה, פליטה תרמית של אלקטרונים מהקתודה משחקת תפקיד משמעותי. בקשת עם כתם קתודה, נוצר ענן של יונים חיוביים בפלזמה המכווצת ליד הקתודה, שקורעים ממנה אלקטרונים.
קשת ללא רבב על זרם חילופין חייבת להישרף ללא שיאי מתח בכל חצי מחזור עקב האינרציה התרמית הגדולה של האלקטרודות. בקשת עם כתם קתודה, תמיד יש שיא מתח בתחילת כל חצי מחזור. האנרגיה המושקעת בשיא זה מושקעת בכיוון מחדש של ענן היונים החיוביים ויצירת תנאי הפליטה הדרושים בקתודה.
לימוד תופעות באזור הקתודה היה ללא ספק חָשׁוּבועבור קשתות ריתוך, לעומת זאת, עבור קשתות עם אלקטרודה מתכלה זה קשה, שכן אורכה הקצר של הנשמה, נוכחות של שרוול העשוי מהציפוי והעברת טיפות מתכת מונעים תצפיות ישירות באזור הקתודה.
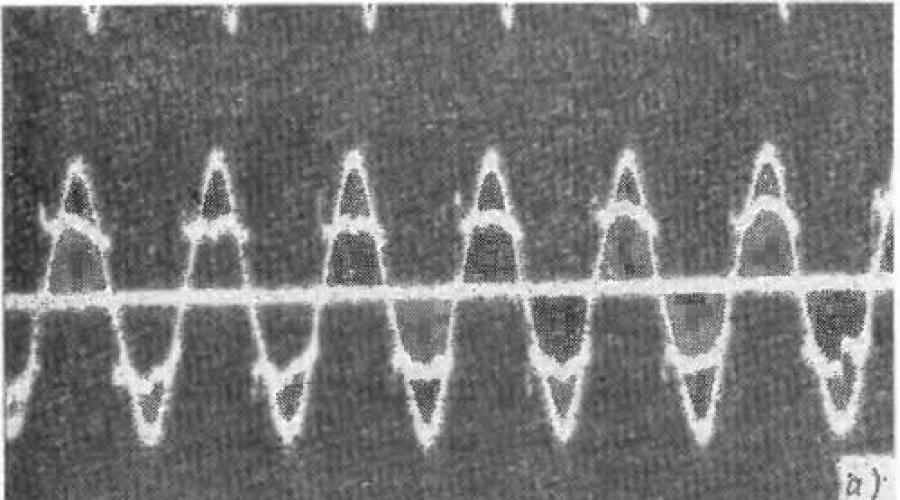
למרות זאת, ניתן לקבל כמה נתונים המשכנעים בהבדל משמעותי בתהליכים בקתודה של קשתות ריתוך של אלקטרודות שונות. לדוגמה, על ידי ניתוח ריתוך זרם חילופין באמצעות אוסצילוגרמות מתח, ניתן לקבוע כי הקשתות של אלקטרודות שונות נבדלות זו מזו באופי העירור בכל חצי מחזור ולכן, במאפייני הקתודות. במקרה של אלקטרודות TsM7, OMM5 ו-TsTs1, שיא מתח במהלך עירורי קשת קיימים בכל חצי מחזור, ולפי V. Weinel, ניתן לסווג קשתות כאלה כקשתות עם כתם קתודה. שיאי המתח הגבוהים ביותר נצפים באלקטרודות TsTs1. אלקטרודות עם ציפוי בסיסי (UONI13, SMI, > 112) באותם תנאים יוצרות קשת עם שיא מתח בחצי מחזור אחד בלבד (איור 1).
ישנם גם הבדלים בעוצמת השיטוט הנקודה. לדוגמה, כפי שמראה צילום במהירות גבוהה, על אלקטרודות מצופות בגיר נקודת הקתודה נעה באיטיות, בעוד שבאלקטרודות מצופות פלוספאר היא נעה במהירות לאורך פני הטיפה.
תנועת הנקודה אינה קבועה. זה יכול להיות יחסית במנוחה במשך זמן מה ואז פתאום להתחיל לזוז. המקום יכול לעשות מהיר תנועות סיבוביותסביב הטיפה. לפי פריימים של סרטים שצולמו במהירות של 5000 פריימים לשנייה, קשה לשפוט אם תנועת הכתמים מתמשכת או קופצנית. אם הנקודה זזה מהר מאוד, נראה שהוא נכבה ומופיע מיד במקום חדש, נוח יותר, שאולי נמצא גם בצד השני של הטיפה. לפיכך, התנהגות הכתמים הפעילים של קשת הריתוך תואמת, על פי הסיווג של V. Finkelnburg ו- G. Mecker, לסוג הקשת השלישי עם כתם קתודה לא נייח. 
סביר מאוד שאופי התנועה של נקודה על קתודה נוזלית במהלך הריתוך קרוב לאופי השיטוט של נקודה על קתודה כספית, השייכת גם היא לקתודות מסוג "קר". נקודת הקתודה על כספית מורכבת מתאי בודדים. המבנה מחדש של תאים אלה (הופעתם של חדשים והיעלמות של תאים ישנים) מוביל לתנועה כאוטית מהירה של המקום כולו. גדלי התאים קטנים מאוד. צפיפות הזרם בתא אחד היא כ-106 A/cm2. קשתות מקתודות כספית, בשל המבנה התאי של הקתודה, יכולות להישרף בו-זמנית מכמה נקודות קתודה. תופעה דומה במספר מקרים נצפית במהלך צילום מהיר של ריתוך עם חוט פחמן נמוך בצפיפות זרם של יותר מ-18 A/mm2 Pa של קוטביות ישרה.
לפיכך, אפילו שיקול פנומנולוגי גרידא מראה שלקשתות חשמליות בעת ריתוך עם אלקטרודות שונות יש הבדלים משמעותיים בתהליכים המתרחשים בהן. תהליכים פיזיים. הבדלים אלו הם הסיבות לשינויים הן בעוצמת הקשת והן ביציבות שלה בעת יישום ציפויים שונים.
הבדלים במאפיינים הפיזיים והאנרגטיים של כרי דשא צריכים להוביל בהכרח למאפיינים טכנולוגיים שונים של אלקטרודות. תצפיות מראות שקשתות ריתוך שצורכות יותר חשמל מאופיינות בשיטוט אינטנסיבי יותר של נקודות פעילות. בפעם הראשונה, G.M. Tikhodeev שם לב לקשר בין מתח הקשת הנומינלי ליציבותו. המתח הנקוב קשור גם לקצב ההיתוך של האלקטרודה. זה הוקם על ידי I. D. Davydenko ו A. A. Erokhin.
למרות החשיבות המעשית של עובדות אלה, מעט יחסית עבודות הוקדשו לקשר בין המאפיינים הטכנולוגיים של אלקטרודות למאפיינים של קשתות ריתוך חשמליות. אנו יכולים להצביע רק על כמה עבודות בכיוון זה.
כך, K-K-Khrenov הראה כי חומרים בעלי פוטנציאל יינון נמוך, המוכנסים לקשת גם בכמויות קטנות, מסייעים להגברת יציבותה ומאפשרים לבצע ריתוך באמצעות זרם חילופין. בעבודה זו, עלייה ביציבות הקשת הייתה קשורה לעלייה במידת היינון בפלזמה.
A. A. Erokhin מצא שמקדם ההיתוך עם קוטביות ישירה גדל עם הגדלת מתח הקשת המדורג. עם קוטביות הפוכה, מקדם ההיתוך פחות תלוי במתח הנקוב. לתוצאה זו של מחקרו של א.ל. ארוקין, כפי שיוצג להלן, יש חשיבות מהותית.
מספר עבודות הראו כי המאפיינים של קשתות ריתוך עם אלקטרודה מתכלה והמאפיינים הטכנולוגיים של התהליך תלויים בקוטביות במהלך הריתוך, בחומר האלקטרודות, במצב פני השטח שלהן ובאטמוספרה של הקשת. עם זאת, ברוב המקרים עבודות אלו אינן מנסות לקשר בין אנרגיית קשת ומאפיינים טכנולוגיים של אלקטרודות.
המחקר מוקדש בעיקר לבחינת תופעות מעמודת הקשת. אפשר להצביע, למשל, על המונוגרפיות של K. K. Hrenov, A. Ya. ו- G. I. Pogodin-Alekseev, G. M. Tikhodeev, האופייניות לעניין זה. עם זאת, עמודת קשת הריתוך צורכת בדרך כלל כמות קטנה של אנרגיה ואינה יכולה להשפיע באופן משמעותי על הפעולה ההדדית של הקשת והאלקטרודות. לאזורי הסמוך לאלקטרודה של הקשת שנחקרו בצורה גרועה אמורה להיות השפעה גדולה יותר באופן משמעותי על אינטראקציה זו.
החשיבות הרבה של האנרגיה המשתחררת באזורי הסמוך לאלקטרודה, בעת הערכת ההשפעה התרמית של הקשת על האלקטרודה, הופנתה לתשומת ליבו של B. E. Paton, שכותב: מחקר ומחקר לאכי שבוצעו לאחרונה במכון החשמל ריתוך על ידי D.M. Babkin הראה כי האנרגיה התרמית המשמשת לחימום והמסת האלקטרודה משתחררת באזור הקרוב לאלקטרודה."
מבין העבודות המוקדשות לקשת הריתוך, ניתן למנות רק מעטות שבהן נלמדת התכה של האלקטרודה בהקשר למאפיינים של אזורי האלקטרודה הקרובים. D.M. Babkin בחן את ההשפעה של אזורי הסמוך לאלקטרודה של ריתוך קשת שקוע רב עוצמה על ההתכה של חוט האלקטרודה. למרות שחלק מהוראות עבודתו של ד.מ. באבקין (ערכים שווים של זרם האלקטרון והיונים בקתודה) נתקלות בהתנגדויות, הוא היה הראשון שהביע רעיון חשוב לגבי הצורך לשקול בנפרד את ההשפעה של אזורים קרובים לאלקטרודה על התכה של האלקטרודה וביצע את החישובים המתאימים. החוקר היפני S. Ozawa עשה ניסיון דומה לשקול התכה של אלקטרודות שונות בקשר עם האנרגיה באזורים הקרובים לאלקטרודה של הקשת.
השפעה שלילית מסוימת על התפתחות המחקר באזורים הקרובים לאלקטרודה של קשת הריתוך נגרמה על ידי מיקומו השגוי של K. Compton שלפיו בקשתות בלחץ גבוה מפל מתח הקתודה שווה מספרית לפוטנציאל היינון של גז הקשת. . כך נוצרה אשליה של אפשרות לחשב את מפל המתח באזור הקתודה של קשת הריתוך בהתבסס על פוטנציאל היינון של אדי מתכת האלקטרודה ללא מדידות מיוחדות. בהתבסס על נקודת מבט זו, למשל, נעשה ניסיון ליצור דגם של קשת ריתוך בו מפל המתח הקתודי של קשתות שונות עם אלקטרודה מתכלה דלת פחמן שווה בכל המקרים ל-8 V, שהם בערך תואם לפוטנציאל היינון של אדי ברזל במציאות, מפל המתח הקתודי של קשת ריתוך עשוי להשתנות מאוד בהתאם למצב משטח האלקטרודה, סוג הציפוי או השטף, מצב הריתוך, ומודל כזה אינו מוצדק.
הקשר הברור בין התופעות בקשת לבין המאפיינים הטכנולוגיים של אלקטרודות ריתוך יוצר הזדמנויות מסוימות לוויסות התכונות הטכנולוגיות של אלקטרודות ריתוך, שניתן לעשות בכמה דרכים. ניתן, בגבולות מסוימים, לייצב תהליכים בקשת (לשיפור יציבות הבעירה והפחתת ניתזים) באמצעות בחירה מתאימה פרמטרים חשמלייםמקורות כוח ומעגל ריתוך. העיקרון של רגולציה כזו הוא לבחור את המשוב הנכון במערכת מקור הזרם הקשת - מעגל הריתוך, אשר קשורה בעיקר להקמת צורה מסוימת של מתח הזרם המאפיין את מקור הזרם ותכונותיו המכניות.
תופעות אלה נחקרו בפירוט על ידי B. E. Paton. V. P. Nikitin, I. Ya-Rabinovich, V. K. Lebedev and M. N. Sidorenko, D. B. Keita ואחרים ניתן לקרוא לשיטה זו שיטה חיצונית לוויסות תכונות סינולוגיות.
דרך נוספת, הרבה פחות נחקרה, לוויסות התכונות הטכנולוגיות של אלקטרודות היא להשפיע באופן אקטיבי על תהליכי האנרגיה בקשת עצמה על ידי הכנסת חומרים שונים לקשת, לפעמים בכמויות קטנות מאוד.
ספר זה מוקדש לתוצאות מחקר על האפשרות של ויסות כזה של התכונות הטכנולוגיות של אלקטרודות.