ภาพยนตร์ Sims FreePlay ฝึกซ้อม การฝึกงาน ข้อกำหนดสำหรับกระบวนการเปลี่ยน
วิ่งอีกครั้ง
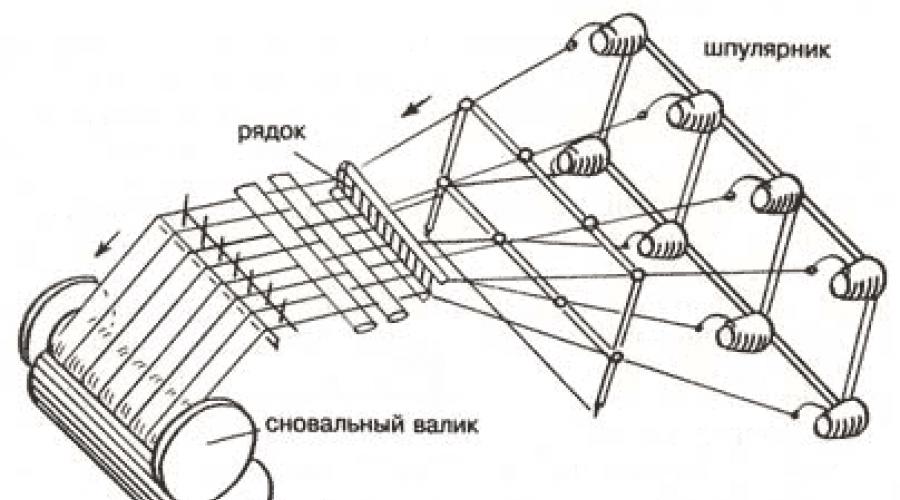
ขั้นตอนกลางในการเตรียมฐานของเครื่องทอผ้าซึ่งอยู่ภายใต้เส้นด้ายหลักที่เข้าสู่ Bobbins หลังจากกรอกลับใน reworker ในความเป็นจริงมันเป็นสหภาพของเธรดที่มีชุดคดเคี้ยวจำนวนมากสำหรับหนึ่งแพคเกจสัตว์เลื้อยคลาน ในกระบวนการของการเปิดลูกกลิ้งแบบชำระคืนหรือการทอผ้า Navoi จำนวนเธรดที่แน่นอนของความยาวที่คำนวณได้เรียกว่า
การเป็นเจ้าของ
- ขั้นตอนกลางในการเตรียมฐานของเครื่องทอผ้าซึ่งอยู่ภายใต้เส้นด้ายหลักที่เข้าสู่ Bobbins หลังจากกรอกลับในแผนกกลึง ในความเป็นจริงมันเป็นสหภาพของเธรดที่มีชุดคดเคี้ยวจำนวนมากสำหรับหนึ่งแพคเกจสัตว์เลื้อยคลาน ในกระบวนการของการเปิดลูกกลิ้งแบบชำระคืนหรือการทอผ้า Navoi จำนวนเธรดที่แน่นอนของความยาวที่คำนวณได้เรียกว่ารถสัตว์เลื้อยคลานที่ทันสมัย
วิธีการอีกครั้ง
มีการฝึกฝนสี่วิธีในการผลิต: บางส่วนริบบิ้นส่วนและเสร็จสมบูรณ์ มากกว่าวิธีการเหล่านี้อาจถูกขัดจังหวะและต่อเนื่องวิธีที่พบบ่อยที่สุดในการเปิดออกคือนักแยกทางให้ประสิทธิภาพที่ยิ่งใหญ่ที่สุด นอกจากนี้ยังมีการศึกษาและประสบการณ์ในองค์กรต่างๆแสดงให้เห็นว่ามุมมองที่โดดเด่นเป็นลักษณะที่น่ารำคาญ
อนุภาค
เส้นใยของฐานของชิ้นส่วนจะถูกวางบนลูกกลิ้งอีกครั้งด้วยจำนวนเธรดที่แน่นอนซึ่งเป็นแบทช์ที่มีจำนวนเธรดทั้งหมดเท่ากับจำนวนเธรดในการทอผ้า Navoi
มีการใช้ Punchback หากตามเงื่อนไขของเทคโนโลยีมีการตัดเส้นด้าย (สำหรับผ้าฝ้าย, ผ้าลินิน, แหวนขนสัตว์, ด้ายประดิษฐ์และสังเคราะห์และเส้นด้าย)
เทป
หัวข้อที่มีชุดคดเคี้ยวจำนวนมากถูกวางบนริบบอนแยกต่างหากในกลองพิเศษ จำนวนเธรดทั้งหมดในริบบิ้นเท่ากับจำนวนเธรดบน Weavka Navoi จากนั้นเทปทั้งหมดจะถูกกระชับพร้อมกับลูกกลิ้งที่เปิดเผยบน Navoi ทอผ้า
ใช้วิธีริบบิ้น: สำหรับเส้นด้ายฮาร์ดแวร์ขนสัตว์เนื่องจากมีความหนาแน่นเชิงเส้นสูงและไม่ลดลง (ของเสียที่มีกระบวนการขั้นต่ำและเส้นด้ายทำด้วยผ้าขนสัตว์จะดีกว่าวัตถุดิบชนิดอื่น ๆ ) เมื่อการฆ่าเทียมเป็นอีกครั้งหากมีเธรดจำนวนมาก (10-12,000 หรือมากกว่า); เมื่อเปิดใช้เกลียวสีนั่นคือพื้นฐานที่มีลักษณะในกรณีของการผสมผสานที่ซับซ้อน (ลักษณะของฐานเป็นลำดับของเธรดสีตาม)
เกี่ยวกับขวาง
เธรดที่มีจำนวนมากของชุดคดเคี้ยวจะถูกแขวนไว้ในส่วนที่แยกต่างหาก (มีความกว้างการเติมขนาดเล็ก) จำนวนเธรดทั้งหมดซ้อนเป็นส่วนแต่ละส่วนเท่ากับจำนวนเธรดในการทอผ้า Navoi ส่วนของแต่ละส่วนจะถูกคัดเลือกเกี่ยวกับลำตัวทั่วไปและการทอผ้า
ใช้เพื่อเตรียมพื้นฐานของเนื้อเยื่อทางเทคนิค
เต็ม
คุณสมบัติของวิธีการที่จะเปิดออกคือฐานที่มีชุดคดเคี้ยวเป็นแผลโดยตรงบน Navoi ทอผ้า
ข้อกำหนดสำหรับกระบวนการเปลี่ยน
- ในกระบวนการสําหงานสรีรวิทยา SV-VAS ของเส้นด้ายหรือเกลียวไม่ควรเสื่อมสภาพ
- ความตึงเครียดของเธรดฟีดควรจะเหมือนกันและเมื่อใดก็ตามที่เป็นไปได้คงที่ในระหว่างกระบวนการทั้งหมด
- ควรคำนวณความยาวของผลิตภัณฑ์ที่ควรได้รับทุกช่วงของอุปกรณ์ทอผ้าควรได้รับจากลูกกลิ้งที่คารวะ
- รูปแบบที่คดเคี้ยวควรเป็นรูปทรงกระบอกอย่างเคร่งครัดและความหนาแน่นของการคดเคี้ยวที่เฉพาะเจาะจงจะต้องปฏิบัติตามค่าที่นำมาใช้
- ประสิทธิภาพของกระบวนการกลึงควรได้รับสูงสุดและของเสียก็น้อยที่สุด
แผนภาพวงจรของกระบวนการ

ในรูป "A", "B", "B" - แสดงวิธีการบางส่วน ("A และ" B - ไดรฟ์ของเพลาจากกลอง "B" - ไดรฟ์ของเพลาจากมอเตอร์ไฟฟ้า) ; "G" - วิธีการริบบิ้น
หัวข้อของ 1 ฐานคดเคี้ยวด้วยชุดคดเคี้ยวที่วางอยู่ในส่วนที่เปิดเผยผ่านชิ้นส่วนคู่มือ 2 และ Dividious Row 3 เพิ่ม Semalal Shaft 4 และนำทางไปยังเพลาที่เปิดเผย (กลอง) 5. Pointing Shaft 6 ทำหน้าที่กดที่คดเคี้ยว .
ดังที่เห็นได้จากรูปวิธีการหมุนของริบบิ้นนั้นแตกต่างจากบางส่วนเนื่องจากบาดแผลพื้นฐานบนกลอง 5 จะถูกลบออกไปที่การทอผ้า Navoi 7. สิ่งนี้นำไปสู่การหยุดทำงานที่มากเกินไปของเครื่องริบบิ้น (CPV ของเครื่องไม่ได้ เกิน 0.3 - 0.4) เพื่อเพิ่มประสิทธิภาพของเครื่องริบบิ้นกลองความคารวะที่ถอดออกได้ พวกเขาจะถูกส่งไปยังแผนก Shlichtoval สำหรับพื้นฐานพื้นฐาน
ขึ้นอยู่กับประเภทของเส้นด้ายและเส้นใยอุปกรณ์เพิ่มเติมสามารถเปิดใช้งานได้ในรูปแบบเสาของเครื่อง (กระบอกสูบ, อุปกรณ์ความตึงเครียด ฯลฯ )

กระบวนการทำแผนภาพ วิธีการอีกครั้ง
ความชั่วร้ายของเสียเมื่ออีกครั้ง
อบอุ่นแย่ที่สุดแย่ลงคุณภาพของรากฐานและเนื้อเยื่อในอนาคตเพิ่ม Dignum (ขยะ) และลดประสิทธิภาพของเครื่อง Shlicking และเครื่องทอผ้า เมื่อเป็นไปได้ค่าใช้จ่ายต่อไปนี้เป็นไปได้:
- Fallowka - เมื่อจุดสิ้นสุดของด้ายฉีกขาดไม่ได้ผูกกับจุดสิ้นสุดของเธรดบนลูกกลิ้งที่ถูกเปิดเผยและแช่มัน
- Coppie - เมื่อจุดสิ้นสุดของเธรดฉีกขาดถูกเชื่อมโยงกับเธรดอื่นบนลูกกลิ้งที่ถูกเปิดเผย
Fallowd และสภาก่อให้เกิดการก่อตัวของสายรัดในลูกกลิ้งที่คารวะในระหว่างการเผชิญหน้าและเมื่อการทอวิธีการและผลผลิตของด้าย; - Rvanis บนลูกกลิ้ง - การหยุดพักของกลุ่มด้ายและผูกกับพวกเขาด้วยลำแสงหรือในขนแกะ;
- การตัดเธรดในขอบของลูกกลิ้งสัตว์เลื้อยคลาน - ผลลัพธ์ของการตั้งค่าที่ไม่ถูกต้องของแถวที่สัมพันธ์กับหน้าแปลนหรือดิสก์แปลน
- Slabin และความตึงเครียดที่แตกต่างกันของเธรด - ผลของการควบคุมอุปกรณ์ตึงเครียดอย่างไม่เหมาะสมหรือลื่นไถลด้ายจากใต้เครื่องซักผ้าของอุปกรณ์ตึงเครียด
- การไม่ปฏิบัติตามจำนวนเธรดบนลูกกลิ้งและผลลัพธ์ของการไม่ตั้งใจของหน้าต่างในระหว่างการติดตั้งเดิมพันบนขวด;
- Landlight ของภูมิภาค - เกิดขึ้นพร้อมกับลูกกลิ้งใบพัดที่ไม่สม่ำเสมอกับเหตุผล
- ความยาวเตือนไม่ถูกต้อง - เกิดขึ้นเมื่อมิเตอร์ไม่ถูกต้อง
- นอกจากนี้ยังมีโหนดขนาดใหญ่เมื่อมีผลผูกพันลำแสงที่คดเคี้ยวผสมกับลูกกลิ้งของเส้นด้ายประเภทต่าง ๆ
เสียเปล่า
- เนื่องจากการเปลี่ยนแปลงของอัตรา Bobin
- เมื่อทำลายกระทู้
สภาพคล่องในน้ำมูกไหล
การพังทลายของการกลึงจะถูกกำหนดในรูปแบบของหน้าผาจำนวนหนึ่งต่อล้านเมตรของเธรดเดียว ขอบเขต 1 ล้านเมตรถือว่าเป็นสูตร:
ความทุกข์ทรมาน
o \u003d k * 1000000 / ms * lsn, [หน้าผาต่อ 1 ล้านเมตร]
K คือจำนวนหน้าผาโดย 1 เผยลูกกลิ้งหรือเทป;
mSN - จำนวนเธรดบนลูกกลิ้งที่เปิดเผยหรือเทป; LSN - ความยาวอบอุ่น
ขนาดของการพังทลายเมื่อได้รับการปรับปรุงด้วยรูปกรวย Bobin ตั้งอยู่บนขีด จำกัด 1 ล้านเมตร: 4-6% (เส้นด้าย x / b ความหนาปานกลาง); 8-10% (เส้นด้าย crest ขนสัตว์); 10-14% (เส้นด้ายขนสัตว์) Scraper Scraps น้อยกว่า 2 เท่า
บริการของเครื่องเปิดเผย
เครื่องที่ใช้งานอยู่มักจะให้บริการโดย 2 คน: Revelman และ Ravine กำจัดหน้าผาอีกครั้งเปลี่ยนลูกกลิ้งพลิกกลับเติมรถยนต์ทำความสะอาดและหล่อลื่น ดิบแทนที่การเดิมพันบนกระสวยอะไหล่ภายในแก้วขณะที่กระสวยภายนอกไปอีกครั้ง มักจะทำงานเป็นกองพลน้อย (หุบเขา) 2-3 คนสำหรับรถ 2-5 คัน
ประสิทธิภาพของเครื่องเปิดเผย
ผลผลิตเชิงทฤษฎี
PT \u003d VC * T * M * T / 1000000, [กก. / ชม.]
ประสิทธิภาพที่แท้จริง
PF \u003d PT * CPV, [กก. / ชม.]
VC - ความเร็วของการกลึง M / นาที;
t คือเวลาการทำงานของเครื่องเผยให้เห็น (t \u003d 60 นาที);
m - จำนวนเธรดบนลูกกลิ้งสัตว์เลื้อยคลาน;
T - ความหนาแน่นเชิงเส้น, TEX; CPV - ค่าสัมประสิทธิ์ของเวลาที่มีประโยชน์ (CPV \u003d 0.4-0.6)
เครื่องทำสัตว์เลื้อยคลาน SP-140 ระบบเทคโนโลยี
เครื่องสัตว์เลื้อยคลานบางส่วนได้รับการออกแบบมาเพื่อเปลี่ยนเส้นด้ายด้วยอ่างเก็บน้ำด้วยเพลาความคารวะด้วยความเร็วสูง เมื่อเทียบกับเหตุผลบนเครื่องริบบิ้นเมื่อเป็นไปได้ที่เป็นไปได้มีความตึงเครียดขนาดใหญ่ของเธรดหลักมีรูปร่างที่ดีที่สุดและโครงสร้างของ Navoy ต้นทุนแรงงานจะลดลงและค่าใช้จ่ายในการรักษาในการทอผ้าจะลดลง
หัวข้อที่มี Bobin 1 ตั้งอยู่บนเฟรมที่เปิดเผย 2 ผ่านระหว่างแท่งสองแท่ง 3 และผ่านแถว 4 เพิ่มลูกกลิ้ง MILILE 5 และนำทางไปยังเพลาอีกครั้ง 6 ซึ่งได้รับการเคลื่อนไหวจากมอเตอร์ไฟฟ้า 7 ผ่านการส่งผ่านมอเตอร์ไฟฟ้า 8. การปิดผนึกเส้นด้ายหลักจะดำเนินการโดยเพลาโรตารี 9. แถว 4 กระจายเธรดพื้นฐานอย่างสม่ำเสมอระหว่างหน้าแปลนของเพลาที่สงวนไว้ช่วยให้คุณใส่กระทู้พื้นฐานในแบบขนานกัน

เครื่องทำสัตว์เลื้อยคลาน SP-140 โครงการ Kinematic
จากมอเตอร์ไฟฟ้า 5 ของการส่งสัญญาณ DC Clinoremable การเคลื่อนไหวจะถูกส่งไปยังเพลา Reasanced 2. Reinging Roller ได้รับการย้ายเนื่องจากแรงเสียดทานเกี่ยวกับเพลาอีกครั้ง เพลา Reunpel ตั้งอยู่ระหว่าง Pinologists 9 และ 4 ซึ่งเมื่อแก้ไขเพลาที่เปิดเผยหรือก่อนที่จะลบออกสามารถรับการเคลื่อนไหวในทิศทางตามแนวแกนจากมอเตอร์ไฟฟ้า 3
การเคลื่อนไหวจากมอเตอร์ไฟฟ้าไปจนถึง Pinlas จะถูกส่งผ่านเกียร์หนอนเกียร์และเกียร์สกรูหนอน Pinoli เชื่อมต่อกับเพลาเปิดเผยด้วย SPIKES ที่ปลายของ Pinol และร่องที่สอดคล้องกันในคลัตช์ของดิสก์เพลาที่สงวนไว้ แคลมป์และการตัดการเชื่อมต่อของ pinalls ที่มีลูกกลิ้งเปิดเผยก่อนที่จะลื่นไถลคลัตช์บนเพลาของมอเตอร์ไฟฟ้า 3
จากเพลา MILILE 7 การเคลื่อนไหวจะถูกส่งไปยังเกียร์ฟันของ Tahogenerar 6 และทศนิยมเคาน์เตอร์ 8
แถวทำให้การเคลื่อนไหวแบบลูกสูบเป็นระยะทางที่แน่นอนซึ่งทำให้การกระจัดกระจายของเส้นด้ายในเพลาเผยให้พวกเขาอยู่ในชั้นล่างและมีส่วนช่วยให้ได้รับการไขลานทรงกระบอกที่ถูกต้อง
การเคลื่อนไหวแบบลูกสูบของแถวจะถูกส่งจากกลไกการหมุนของเพลากลับโดยใช้เกียร์หนอนและการส่งคันเร่งที่เชื่อมต่อกับคันก้านเชิงมุมซึ่งรายงานการเคลื่อนไหวของแถว
กลไกการกำจัดเพลาสำรองที่ทำงานและจัดหาให้กับ Pinologists ของ Empty นั้นเปิดใช้งานจากมอเตอร์ไฟฟ้าย้อนกลับ 1 ด้วยคู่หนอนหนอนสม่ำเสมอที่เปลี่ยนภาคฟันบนเพลา 10 มอเตอร์ไฟฟ้า 1 เปิดด้วย หนึ่งในสองปุ่ม: ภายใต้การกระทำของหนึ่งในพวกเขาเพลาที่ว่างเปล่าถูกยกขึ้นภายใต้การกระทำของผู้อื่น - ลดเพลาที่เปิดเผยเต็มรูปแบบ
ในเครื่องมีกลไกในการรักษาความมั่นคงของความเร็วเชิงเส้นอีกครั้งเนื่องจากเส้นผ่านศูนย์กลางที่คดเคี้ยวจะเพิ่มเพลาที่คดเคี้ยว ดำเนินการโดยใช้ tachogenerator ด้วยการเพิ่มขึ้นเล็กน้อยในเส้นผ่าศูนย์กลางของการคดเคี้ยวของฐานในเพลาเคารพตามธรรมชาติความเร็วเชิงเส้นของเธรดเพิ่มขึ้นและเนื่องจากเพลาการวัดการหมุนเนื่องจากแรงเสียดทานของเธรดเกี่ยวกับมันจากนั้นความเร็วในการหมุนจะเพิ่มขึ้น บนเพลาหนึ่งที่มีลูกกลิ้งวัดมี tachogenerator มันเชื่อมต่อกับมอเตอร์ไฟฟ้า 5. กระแสไฟฟ้าที่ผลิตโดย Tachogenerator เพิ่มขึ้น; ผ่านแอมพลิฟายเออร์แม่เหล็กมันทำให้เครื่องขยายเสียงของเครื่องขยายเสียงในสัดส่วนกับความแข็งแรงของกระแสไฟฟ้า เนื่องจากพลังของมอเตอร์ไฟฟ้า 5 มีค่าคงที่มันจะนำไปสู่การลดลงของแรงดันไฟฟ้าที่ให้มาที่การคดเคี้ยวของมอเตอร์และการลดความเร็วของการหมุนของรอกมอเตอร์ไฟฟ้า ยิ่งไปกว่านั้นการลดความเร็วของการหมุนของรอกมอเตอร์ไฟฟ้าเกิดขึ้นในสัดส่วนการเพิ่มขึ้นของเส้นผ่านศูนย์กลางที่คดเคี้ยวของเพลาที่สงวนไว้
ดังนั้นด้วยการเพิ่มขนาดเส้นผ่านศูนย์กลางของการคดเคี้ยวของฐานในเพลาที่เปิดเผยความเร็วในการหมุนของมันจะลดลงเนื่องจากความมั่นคงของความเร็วเชิงเส้นได้รับการรับรอง อย่างไรก็ตามในระหว่างการทำงานของเครื่องเบี่ยงเบนจากความมั่นคงของความเร็วเชิงเส้นจะถูกพบเนื่องจากกลไกของเครื่องวูบวาบ ความเร็วของการหมุนถูกตั้งค่าโดยใช้ด้ามจับความต้านทานตัวแปร เครื่องมาพร้อมกับตัวบ่งชี้ความเร็วลูกศร
จากเพลา MILILE 7 ด้วยความช่วยเหลือของการส่งเกียร์สามขั้นตอนการเคลื่อนไหวจะถูกส่งผ่านเคาน์เตอร์ทศนิยมของความยาวของการกลึง คำนวณเคาน์เตอร์สำหรับความยาวสูงสุดของฐาน 100,000 ม.
ความยาวของเธรดวัดจากเส้นทางเชิงกล - มิเตอร์ที่เกี่ยวข้องกับเพลาการวัดการหมุนเนื่องจากแรงเสียดทานในการย้ายเธรด ในกระบวนการเปลี่ยนโดยเฉพาะอย่างยิ่งเมื่อเริ่มต้นและหยุดเครื่องมีการลื่นไถลของเธรดตามพื้นผิวของเพลาการวัดซึ่งเป็นผลมาจากความแตกต่างระหว่างความยาวที่แท้จริงของเธรดซ้อนบนเพลาอีกครั้ง และการอ่านมิเตอร์ สิ่งนี้จะเป็นการเพิ่มทางออกของปลายอ่อนใน Shlincing และการก่อตัวของฐานที่ไม่สมบูรณ์เมื่อจบงานปาร์ตี้ โดยเฉพาะอย่างยิ่งความไม่ถูกต้องของการดำเนินงานของเครื่องเผยให้เห็นนั้นชัดเจนในการผลิตฐานด้วยความประหลาดใจ เมื่อคดเคี้ยวบนเพลาอีกครั้งเส้นด้ายของเครื่องความยาวที่ติดตั้งจะปิดโดยอัตโนมัติ

Kinematic Scheme ของเครื่องเปิดเผย SP-140
ริบบิ้นเผยให้เห็นเครื่อง SL-250-W ระบบเทคโนโลยี
เครื่อง SL-250-W ถูกออกแบบมาสำหรับริบบิ้นขนทำด้วยผ้าขนสัตว์อีกครั้งและเส้นด้ายฝ้ายจากลูกโป่งรูปกรวยของการคดเคี้ยวที่คดเคี้ยวด้วยการเรนเดอร์เธรดที่ตามมาในการทอผ้า Navoi
เส้นใยของฐานมาบรรจบกับรูปกรวย Bobbin 1, ส่วนการเปิดเผยที่ติดตั้งอยู่กับ Bobbinetters ผ่านอุปกรณ์ยืด - เบรก 3 แก้ไขบนชั้นวางของเฟรมสัตว์เลื้อยคลานแล้วผ่านตะขอติดต่อของ 4 กลไก การควบคุมการปรากฏตัวของเธรดที่วางอยู่ด้านหน้าของเฟรมเปิดเผยทั้งสองฝ่าย เมื่อออกจากกรอบการเปิดเผยของฐานฐานจะผ่านเพลาแนวทาง 5 แถวแบ่ง 6 แถวของคาลิปเปอร์ 7 เพิ่มเพลาขนาด 8 และเพลาแนวทาง 9 และแผลในกลอง 10
ด้วยแอปพลิเคชันค่าใช้จ่ายที่รวดเร็วของการดำเนินการเขียนซ้ำจะลดลงในการจองส่วนสะพาน ฟิลด์ของ Bobbins ที่เกิดขึ้นเธรดระหว่างกระสวยและ niThenetters ถูกตัดส่วนสีน้ำตาลวางไว้บนรางจากกรอบการเปิดเผยและส่วนอะไหล่ด้วยสถานที่ที่ติดตั้งล่วงหน้ากับ Bobins จะดำเนินการ ดังนั้นการโหลดเครื่องจะลดลงในส่วนที่เปลี่ยนแปลงและการผูกปลายของฐานของฐาน
การยืดอุปกรณ์ยืดใช้เพื่อสร้างความตึงเครียดที่จำเป็นของเธรดเมื่อวางไว้ในกลองที่ซ่อมแซม
กลไกการควบคุมเธรดของการกระทำทางไฟฟ้าจะหยุดการหยุดอัตโนมัติของเครื่องในกรณีที่หยุดพักหนึ่งกระทู้หรือมากกว่านั้น
แถวการแบ่งเป็นตัวนำทางและในเวลาเดียวกันแยกเธรดในกลุ่มสำหรับการวางระหว่างพวกเขาของเชือกผูกรองเท้าการหาร (ราคา) ในเรื่องนี้ในแถวแบ่งการขับเคลื่อนของฟันและนอกจากนี้ยังมีอุปกรณ์ยก
แถวคาลิปเปอร์ทำหน้าที่ในการกระจายเธรดที่สม่ำเสมอในความกว้างของเทปและอคติของเทปตามการขึ้นรูปกลองที่เผยให้เห็นในขณะที่คดเคี้ยวในกลอง
เพลา mirile เชื่อมต่อกับเคาน์เตอร์เกียร์ทศนิยม เมื่อพัฒนาเทปแรก (ที่จุดเริ่มต้นของมันเคาน์เตอร์ทศนิยมจะรวมอยู่ในเวลาเดียวกันกับมัน - เคาน์เตอร์ของการปฏิวัติของกลองสัตว์เลื้อยคลาน ในตอนท้ายของริบบิ้นแรกที่เคาน์เตอร์ของการปฏิวัติของการพลิกกลับกลองทำปฏิกิริยากลไกของเครื่องหยุด เทปที่เหลือจะถูกหลอมรวมกับประจักษ์พยานของมิเตอร์นี้เท่านั้น เนื่องจากการปรากฏตัวของสองเคาน์เตอร์ความเป็นไปได้ของเทปที่คดเคี้ยวที่มีความยาวเท่ากันเป็นไปได้ เมื่อทำงานกับหนึ่งเมตรเป็นไปไม่ได้ที่จะได้รับเทปทั้งหมดที่มีความยาวเท่ากันเนื่องจากขนาดแตกต่างกันของการลื่นของเธรดตามการวัดของการวัดและจำนวนกรณีที่แตกต่างกันของเครื่องเริ่มต้นและหยุดเมื่อขับรถ ริบบิ้น.
Delicious Row 6, คาลิปเปอร์ 7 แถว, เพลา mirile 8 ที่มีทศนิยมเคาน์เตอร์และคู่มือเพลา 9 ได้รับการแก้ไขบนโต๊ะของกลไกคาลิปเปอร์ 11. เมื่อคลายเกลียวเทป, ตารางของกลไกคาลิปเปอร์ 11 ด้วยรายละเอียดทั้งหมดที่แก้ไขได้ โดยวิธีการขับรถสกรู 12 จะเคลื่อนไหวอย่างสม่ำเสมอตามแนวทางที่ 13 ด้วยสิ่งนี้การกระจัดที่สอดคล้องกันของเลเยอร์ของเทปจะได้รับการรับรองและรูปแบบที่ถูกต้องของส่วนตัดขวางถูกสร้างขึ้น ขึ้นอยู่กับความหนาแน่นเชิงเส้นของเส้นด้ายและความหนาแน่นของเทปค่าของการเคลื่อนไหวของคาลิปเปอร์นั้นแตกต่างกันไป
ปริมณฑลของกลอง 10 นั้นเท่ากับ 4 เมตรด้วยการหมุนของมันกลองรายงานการเคลื่อนไหวการแปลที่ถูกบังคับ กลองที่ซ่อมแซมได้หมุนได้จากการแยกจากไดรฟ์แยกต่างหาก
เมื่อกลองที่เปิดเผยเป็น Navito ที่กำหนดจำนวนริบบิ้นที่จำเป็นในการสร้างฐานหนึ่งเทปจะเป็นเทปในการทอผ้า NAVOI
ในการดำเนินการนี้เครื่องมีเครื่องให้ 16 ซึ่งเป็นครึ่งหลังของเครื่องเผยให้เห็น ในกระบวนการของการผ่านกระทู้กระทู้จะได้รับบาดเจ็บด้วยกลอง 10 และส่งผ่านเพลาแนวทาง 14 นำไปสู่การทอผ้าที่ 15. เพลาแนวทาง 14 ถูกใช้เพื่อนำฐานไปที่ Navoi ทอผ้าและเป็น โซนเพิ่มเติมเพื่อสร้างความตึงเครียดของเธรด โดยทั่วไปขนาดที่ระบุของความตึงเครียดของเส้นใยของฐานในระหว่างการส่งผ่านไปยัง Navoi ทอผ้าถูกสร้างขึ้นโดยการเบรกกลองสัตว์เลื้อยคลานโดยเบรก 10 เบรก
ในกระบวนการของการส่งผ่านฐานไปยัง Navoi ทอผ้าเครื่องขนส่ง 16 เคลื่อนที่อย่างสม่ำเสมอตามแนวกลองภายใต้การกระทำของสกรูขับรถ การเคลื่อนไหวนี้เท่ากับการย้ายคาลิปเปอร์ แต่ถูกส่งไปในทิศทางตรงกันข้าม การเคลื่อนไหวของเครื่องกดเป็นสิ่งจำเป็นสำหรับการวางฐานที่เหมาะสมของฐานที่สัมพันธ์กับหน้าแปลนของ Navoy ทอผ้า Weavier Navoi หมุนจากไดรฟ์แยกต่างหาก

กระบวนการผลิตเป็นการรวมกันของการกระทำที่กำหนดเป้าหมายของบุคลากรองค์กรในการเปลี่ยนแปลงของวัตถุดิบและวัสดุเป็นผลิตภัณฑ์สำเร็จรูป
ส่วนประกอบหลักของกระบวนการผลิตที่กำหนดลักษณะการผลิตเป็นบุคลากรที่ได้รับการฝึกอบรมอย่างมืออาชีพ ไม่ว่าจะเป็นอุปกรณ์ (เครื่องจักรอุปกรณ์อาคารโครงสร้าง ฯลฯ ); วัตถุแรงงาน (วัตถุดิบ, วัสดุ, ผลิตภัณฑ์กึ่งสำเร็จรูป); พลังงาน (ไฟฟ้า, ความร้อน, เครื่องกล, แสง, กล้ามเนื้อ); ข้อมูล (วิทยาศาสตร์, การค้า, การผลิต, การผลิต, กฎหมาย, สังคม - การเมือง)
การมีปฏิสัมพันธ์ที่ควบคุมอย่างมืออาชีพของส่วนประกอบเหล่านี้เป็นกระบวนการผลิตที่เฉพาะเจาะจงและทำให้มีเนื้อหา
กระบวนการผลิตเป็นพื้นฐานของกิจกรรมขององค์กรใด ๆ เนื้อหาของกระบวนการผลิตมีผลกระทบอย่างเด็ดขาดต่อการก่อสร้างองค์กรและหน่วยการผลิต
ส่วนหลักของกระบวนการผลิตคือกระบวนการทางเทคโนโลยี ในระหว่างการดำเนินการตามกระบวนการเทคโนโลยีการเปลี่ยนแปลงในรูปแบบทางเรขาคณิตขนาดและคุณสมบัติทางเคมีกายภาพของรายการแรงงานเกิดขึ้น
ในความสำคัญและบทบาทของพวกเขาในการผลิตกระบวนการผลิตแบ่งออกเป็น: พื้นฐานเสริมและให้บริการ
วัสดุหลักเรียกว่ากระบวนการผลิตในระหว่างการผลิตผลิตภัณฑ์หลักที่ผลิตโดยองค์กรดำเนินการ
เสริมรวมถึงกระบวนการที่ให้การไหลของกระบวนการหลักอย่างต่อเนื่อง ผลลัพธ์ของพวกเขาคือผลิตภัณฑ์ที่ใช้ในองค์กรเอง เสริมเป็นกระบวนการสำหรับการซ่อมแซมอุปกรณ์การผลิตอุปกรณ์การพัฒนาของไอน้ำอากาศอัด ฯลฯ
กระบวนการที่ให้บริการเรียกว่าในระหว่างการดำเนินการที่บริการที่จำเป็นสำหรับการทำงานปกติของกระบวนการพื้นฐานและกระบวนการเสริมกำลังดำเนินการ เหล่านี้เป็นกระบวนการของการขนส่งการเก็บรักษาชิ้นส่วนการเก็บทำความสะอาดสถานที่ ฯลฯ
กระบวนการผลิตประกอบด้วยการดำเนินงานที่แตกต่างกันซึ่งแตกต่างกันตามลำดับแบ่งเป็นหลัก (เทคโนโลยี) และเสริม
การดำเนินงานทางเทคโนโลยีเป็นส่วนหนึ่งของกระบวนการผลิตที่ดำเนินการที่หนึ่งในที่ทำงานเหนือวัตถุหนึ่งของการผลิต (ส่วนโหนดผลิตภัณฑ์) โดยคนงานหนึ่งคนขึ้นไป
ในลักษณะและวัตถุประสงค์ของผลิตภัณฑ์ระดับของอุปกรณ์ทางเทคนิคจัดอยู่ในมือเครื่องคู่มือเครื่องและฮาร์ดแวร์
การดำเนินการด้วยตนเองจะดำเนินการด้วยตนเองโดยใช้เครื่องมือง่ายๆ (บางครั้งยานยนต์) เช่นสีคู่มือการประกอบบรรจุภัณฑ์ของผลิตภัณฑ์ ฯลฯ
การดำเนินงานคู่มือเครื่องจะดำเนินการด้วยความช่วยเหลือของเครื่องจักรและกลไกที่มีการมีส่วนร่วมบังคับของคนงานเช่นการขนส่งสินค้าบนคลื่นไฟฟ้าชิ้นส่วนการประมวลผลบนเครื่องที่มีฟีดด้วยตนเอง
การดำเนินงานของเครื่องจะดำเนินการอย่างเต็มที่จากเครื่องที่มีการมีส่วนร่วมน้อยที่สุดของคนงานในกระบวนการเทคโนโลยีเช่นการติดตั้งชิ้นส่วนลงในโซนการประมวลผลของเครื่องและลบพวกเขาในตอนท้ายของการประมวลผลการตรวจสอบการทำงานของเครื่อง I.E. คนงานไม่ได้มีส่วนร่วมในการดำเนินงานทางเทคโนโลยี แต่ควบคุมพวกเขาเท่านั้น
การดำเนินงานฮาร์ดแวร์ดำเนินการในหน่วยพิเศษ (เรือ, อ่างอาบน้ำ, เตาเผา ฯลฯ ) คนงานสังเกตการให้บริการของอุปกรณ์และประจักษ์พยานของเครื่องมือและทำให้สามารถปรับเปลี่ยนเป็นโหมดการทำงานของมวลรวมตามข้อกำหนดของเทคโนโลยี การดำเนินงานฮาร์ดแวร์แพร่หลายในอุตสาหกรรมอาหารเคมีโลหะและอื่น ๆ
องค์กรของกระบวนการผลิตประกอบด้วยการรวมผู้คนเครื่องมือและวัตถุแรงงานเป็นกระบวนการเดียวในการผลิตสินค้าวัสดุรวมทั้งเพื่อให้มั่นใจในการรวมกันอย่างมีเหตุผลในอวกาศและในช่วงเวลาของกระบวนการหลักเสริมและการให้บริการ
ประสิทธิภาพทางเศรษฐกิจขององค์กรที่มีเหตุผลของกระบวนการผลิตจะแสดงในการลดระยะเวลาของวงจรการผลิตของผลิตภัณฑ์ในการลดต้นทุนสำหรับการผลิตผลิตภัณฑ์ปรับปรุงการใช้สินทรัพย์การผลิตคงที่และเพิ่มมูลค่าการทำงานของเงินทุนหมุนเวียน
ประเภทของการผลิตจะถูกกำหนดโดยลักษณะที่ครอบคลุมของคุณสมบัติทางเทคนิคองค์กรและเศรษฐกิจของการผลิตที่เกิดจากการตั้งชื่อการณ์ความสม่ำเสมอความมั่นคงและปริมาณการผลิต ตัวบ่งชี้หลักลักษณะการผลิตประเภทของการผลิตเป็นค่าสัมประสิทธิ์การแก้ไขการดำเนินงานของ KZ ค่าสัมประสิทธิ์การยึดสำหรับกลุ่มสถานที่ทำงานถูกกำหนดเป็นอัตราส่วนของจำนวนการดำเนินงานทางเทคโนโลยีที่แตกต่างกันทั้งหมดที่ทำหรือขึ้นอยู่กับการดำเนินการภายในหนึ่งเดือนกับจำนวนงาน:
kz \u003d. |
ถึง opi |
||||
ถึง r m. |
|||||
ที่ Copi คือจำนวนการดำเนินการที่ทำงานในที่ทำงาน I-M; KR.M คือจำนวนงานในพล็อตหรือในการประชุมเชิงปฏิบัติการ
มีการผลิตสามประเภท: เดี่ยวอนุกรมมวล
การผลิตเดียวโดดเด่นด้วยผลผลิตจำนวนเล็กน้อยของผลิตภัณฑ์เดียวกันการผลิตใหม่และการซ่อมแซมซึ่งมักจะไม่ได้คาดการณ์ ค่าสัมประสิทธิ์การยึดของการดำเนินงานสำหรับการผลิตครั้งเดียวมักจะสูงกว่า 40
การผลิตแบบอนุกรมนั้นโดดเด่นด้วยการผลิตหรือซ่อมแซมผลิตภัณฑ์โดยปาร์ตี้ทำซ้ำเป็นระยะ ขึ้นอยู่กับจำนวนของผลิตภัณฑ์ในแบตเตอรี่หรือซีรีส์และค่าของสัมประสิทธิ์การดำเนินงานด้านการรักษาความปลอดภัยแยกแยะความแตกต่างขนาดเล็กปานกลางภูมิประเทศและการผลิตขนาดใหญ่
สำหรับการผลิตขนาดเล็กสัมประสิทธิ์การยึดของการดำเนินงานจาก 21 ถึง 40 (รวม) สำหรับการผลิตเฉลี่ย - จาก 11 ถึง 20 (รวม) สำหรับการผลิตขนาดใหญ่ - จาก 1 ถึง 10 (รวม)
การผลิตจำนวนมากโดดเด่นด้วยผลผลิตปริมาณมากผลิตหรือซ่อมแซมอย่างต่อเนื่องเป็นเวลานานในระหว่างการดำเนินงานหนึ่งดำเนินการในงานส่วนใหญ่ ค่าสัมประสิทธิ์การรวมการดำเนินงานสำหรับการผลิตจำนวนมากนั้นเท่ากับ 1
พิจารณาลักษณะทางเทคนิคและเศรษฐกิจของแต่ละประเภทของการผลิต
เดี่ยวและใกล้เคียงกับมันการผลิตขนาดเล็กมีลักษณะโดยการผลิตชิ้นส่วนของการตั้งชื่อขนาดใหญ่ในสถานที่ทำงานที่ไม่มีความเชี่ยวชาญบางอย่าง การผลิตนี้ค่อนข้างยืดหยุ่นและปรับให้เข้ากับการสั่งซื้อการผลิตต่างๆ
กระบวนการทางเทคโนโลยีในสภาวะการผลิตเดียวได้รับการพัฒนารวมในรูปแบบของบัตรเส้นทางสำหรับการประมวลผลชิ้นส่วนสำหรับแต่ละคำสั่ง; แปลงมีอุปกรณ์สากลและสแน็ปให้การผลิตชิ้นส่วนของการตั้งชื่อแบบกว้าง งานที่หลากหลายที่ต้องดำเนินการโดยคนงานหลายคนต้องการทักษะวิชาชีพที่หลากหลายดังนั้นจึงมีพนักงานที่มีคุณสมบัติเหมาะสมในการดำเนินงาน ในหลายพื้นที่โดยเฉพาะอย่างยิ่งในการผลิตที่มีประสบการณ์การรวมกันของอาชีพที่ได้รับการฝึกฝน
องค์กรการผลิตในสภาวะการผลิตเพียงครั้งเดียวมีลักษณะของตัวเอง ในมุมมองของความหลากหลายของรายละเอียดการสั่งซื้อและวิธีการในการประมวลผลเว็บไซต์ผลิตถูกสร้างขึ้นบนหลักการทางเทคโนโลยีด้วยการจัดเรียงอุปกรณ์สำหรับกลุ่มที่เป็นเนื้อเดียวกัน ด้วยองค์กรของการผลิตชิ้นส่วนในกระบวนการผลิตผ่านส่วนต่างๆ ดังนั้นเมื่อส่งต่อพวกเขาไปยังแต่ละการดำเนินงานที่ตามมา (พล็อต) มีความจำเป็นต้องทำงานอย่างละเอียดการควบคุมคุณภาพของคุณภาพการประมวลผลการขนส่งคำจำกัดความงานเพื่อดำเนินการต่อไปนี้ คุณสมบัติของการวางแผนการดำเนินงานและการจัดการประกอบด้วยการกำหนดค่าในเวลาที่เหมาะสมและการดำเนินการตามคำสั่งการตรวจสอบการส่งเสริมการดำเนินงานแต่ละส่วน
ให้การโหลดเว็บไซต์และงานอย่างเป็นระบบ ความยากลำบากครั้งใหญ่เกิดขึ้นในองค์กรของวัสดุและอุปทานทางเทคนิค การตั้งชื่อในวงกว้างของผลิตภัณฑ์ที่ผลิตขึ้นการใช้อัตราการบริโภควัสดุที่ขยายใหญ่ขึ้นสร้างความยากลำบากในการจัดหาที่ไม่หยุดชะงักซึ่งเป็นสาเหตุที่มีการสะสมหุ้นขนาดใหญ่ในองค์กรและโอกาสในการเป็นผู้นำนี้ในทางกลับกัน
คุณสมบัติขององค์กรการผลิตเพียงครั้งเดียวส่งผลกระทบต่อตัวชี้วัดทางเศรษฐกิจ สำหรับผู้ประกอบการที่มีความโดดเด่นของการผลิตประเภทเดียวซึ่งเป็นความซับซ้อนที่ค่อนข้างสูงของผลิตภัณฑ์และปริมาณการผลิตที่ยังไม่เสร็จจำนวนมากเนื่องจากการใช้ชิ้นส่วนในระยะยาวระหว่างการดำเนินการมีลักษณะ โครงสร้างต้นทุนของผลิตภัณฑ์โดดเด่นด้วยส่วนแบ่งสูงของค่าจ้าง ส่วนแบ่งนี้มักจะเป็น 20-25%
ความเป็นไปได้หลักในการปรับปรุงตัวชี้วัดทางเทคนิคและทางเศรษฐกิจของการผลิตเพียงครั้งเดียวมีความเกี่ยวข้องกับการเข้าใกล้ระดับทางเทคนิคและองค์กรไปจนถึงอนุกรม การใช้วิธีการผลิตแบบอนุกรมเป็นไปได้กับการย่อของการตั้งชื่อของชิ้นส่วนที่ผลิตโดยชิ้นส่วนและการรวมส่วนประกอบของชิ้นส่วนและส่วนประกอบซึ่งช่วยให้คุณสามารถไปที่องค์กรของเว็บไซต์หัวเรื่อง การขยายความต่อเนื่องที่สร้างสรรค์เพื่อเพิ่มการเปิดชิ้นส่วนแบทช์; การจัดกลุ่มคนที่รักในการออกแบบและขั้นตอนการทำชิ้นส่วนเพื่อลดเวลาในการเตรียมการผลิตและปรับปรุงการใช้อุปกรณ์
การผลิตต่อเนื่องเป็นลักษณะของการผลิตของการตั้งชื่อ จำกัด ของชิ้นส่วนโดยฝ่ายซ้ำในบางช่วงเวลา สิ่งนี้ช่วยให้คุณใช้อุปกรณ์พิเศษพร้อมกับสากล เมื่อออกแบบกระบวนการทางเทคโนโลยีจึงมีขั้นตอนในการดำเนินการและการหักล้างการดำเนินการแต่ละครั้ง
คุณสมบัติต่อไปนี้มีลักษณะในการจัดระเบียบการผลิตจำนวนมาก Tsehi ตามกฎอยู่ในองค์ประกอบของพวกเขาในพื้นที่ที่สงวนไว้อุปกรณ์ซึ่งเป็นอุปกรณ์ที่ถูกกำจัดในระหว่างกระบวนการเทคโนโลยีมาตรฐาน เป็นผลให้การเชื่อมโยงที่ค่อนข้างง่ายระหว่างงานที่ทำขึ้นและข้อกำหนดเบื้องต้นสำหรับการจัดระเบียบการเคลื่อนไหวไหลโดยตรงของชิ้นส่วนในกระบวนการผลิตของพวกเขา
ความเชี่ยวชาญเฉพาะทางของแปลงทำให้จำเป็นต้องประมวลผลส่วนของชิ้นส่วนในแบบขนานกับเครื่องหลายเครื่องที่ดำเนินการตามมาซึ่งกันและกัน ทันทีที่การดำเนินการก่อนหน้านี้จบลงด้วยการประมวลผลของชิ้นส่วนแรกหลายชิ้นพวกเขาจะถูกส่งไปยังการดำเนินการต่อไปนี้จนกว่าจะสิ้นสุดการประมวลผลของแบทช์ทั้งหมด ดังนั้นภายใต้การผลิตจำนวนมากซึ่งเป็นองค์กรลำดับขนานของกระบวนการผลิตเป็นไปได้ นี่คือคุณสมบัติที่โดดเด่นของเขา
การประยุกต์ใช้งานนี้หรือรูปแบบขององค์กรในแง่ของการผลิตจำนวนมากขึ้นอยู่กับความซับซ้อนและปริมาณของผลิตภัณฑ์ที่เผยแพร่ ดังนั้นรายละเอียดขนาดใหญ่แรงงานที่ผลิตใน
ปริมาณมากและมีกระบวนการทางเทคโนโลยีที่คล้ายคลึงกัน Enshrine ที่เว็บไซต์เดียวกับองค์กรในการผลิตการไหลของตัวแปรไอที รายละเอียดของขนาดปานกลางการคูณและการใช้แรงงานเข้มข้นน้อยลงในงานปาร์ตี้ หากการเปิดตัวของพวกเขาในการผลิตจะทำซ้ำเป็นประจำส่วนของการประมวลผลกลุ่มจะถูกจัดระเบียบ ชิ้นส่วนขนาดเล็กที่มีเทคโนโลยีต่ำเช่นกระดุมแบบปกติสลักเกลียวได้รับการแก้ไขโดยเว็บไซต์พิเศษหนึ่งไซต์ ในกรณีนี้องค์กรของการผลิตกระแสตรงเป็นไปได้
สำหรับผู้ประกอบการผลิตต่อเนื่องมีขนาดเล็กกว่าในหน่วยอย่างมีนัยสำคัญความเข้มของแรงงานและต้นทุนของผลิตภัณฑ์การผลิตเป็นลักษณะ ในการผลิตจำนวนมากเมื่อเทียบกับหน่วยผลิตภัณฑ์จะถูกประมวลผลด้วยช่วงเวลาที่เล็กลงซึ่งจะช่วยลดปริมาณการทำงานที่กำลังดำเนินอยู่
จากมุมมองขององค์กรสำรองหลักของการเติบโตของประสิทธิภาพการผลิตแรงงานในการผลิตมวลคือการแนะนำวิธีการผลิตทางเดินอาหาร
การผลิตจำนวนมากโดดเด่นด้วยความเชี่ยวชาญที่ยิ่งใหญ่ที่สุดและโดดเด่นด้วยการผลิตการตั้งชื่อในจำนวน จำกัด ของชิ้นส่วนในปริมาณมาก การผลิตจำนวนมากติดตั้งอุปกรณ์ที่สมบูรณ์แบบที่สุดที่ช่วยให้คุณสามารถผลิตชิ้นส่วนได้อย่างสมบูรณ์ บรรทัดสตรีมอัตโนมัติได้รับการกระจายจำนวนมาก
กระบวนการทางเทคโนโลยีของการตัดเฉือนได้รับการพัฒนาอย่างระมัดระวังมากขึ้นโดยการเปลี่ยน แต่ละเครื่องมีการรักษาความปลอดภัยโดยการดำเนินงานที่ค่อนข้างน้อยซึ่งทำให้มั่นใจได้ว่าการบูตงานที่สมบูรณ์ที่สุด อุปกรณ์ตั้งอยู่ในห่วงโซ่ตลอดกระบวนการของกระบวนการเทคโนโลยีของรายละเอียดแต่ละราย คนงานมีความเชี่ยวชาญในการดำเนินการหนึ่งสองการดำเนินงาน รายละเอียดจากการดำเนินงานสำหรับการดำเนินการจะถูกส่งโดยชิ้นส่วน ในแง่ของการผลิตจำนวนมากความสำคัญของการจัดระเบียบการขนส่งระหว่างปฏิบัติการการบำรุงรักษางานเพิ่มขึ้น การตรวจสอบอย่างถาวรของเงื่อนไขการตัดอุปกรณ์อุปกรณ์อุปกรณ์เป็นหนึ่งในเงื่อนไขสำหรับการสร้างความมั่นใจถึงความต่อเนื่องของกระบวนการผลิตโดยไม่ต้องมีจังหวะการทำงานในพื้นที่และในการประชุมเชิงปฏิบัติการอย่างหลีกเลี่ยงไม่ได้ ความจำเป็นในการรักษาจังหวะที่กำหนดในทุกดาวฤกษ์การผลิตกลายเป็นคุณสมบัติที่โดดเด่นขององค์กรของกระบวนการในการผลิตจำนวนมาก
การผลิตจำนวนมากช่วยให้มั่นใจได้ว่าการใช้งานที่สมบูรณ์แบบที่สุดในระดับสูงของผลผลิตแรงงานค่าใช้จ่ายต่ำสุดของผลิตภัณฑ์การผลิต ในแท็บ 1.1 ข้อมูลเกี่ยวกับลักษณะการเปรียบเทียบของการผลิตประเภทต่าง ๆ จะถูกนำเสนอ
ตารางที่ 1.1 ลักษณะเปรียบเทียบของการผลิตประเภทต่างๆ
เปรียบได้ |
ประเภทของการผลิต |
|||||||
สัญญาณ |
เดี่ยว |
อนุกรม |
มวล |
|||||
การตั้งชื่อ |
ไม่ จำกัด |
ถูก จำกัด |
||||||
ปริมาณการเปิดตัว |
การตั้งชื่อ |
การตั้งชื่อ |
การตั้งชื่อ |
|||||
ผลิตโดย A. |
ที่ได้ผลิต |
ผลิตโดย B. |
||||||
ปาร์ตี้ |
||||||||
ปริมาณ |
||||||||
การทำซ้ำได้ |
ขาด |
เป็นระยะ |
คงที่ |
|||||
การบังคับใช้ |
สากล |
พิเศษบางส่วน |
ขั้นพื้นฐาน |
|||||
อุปกรณ์ |
พิเศษ |
|||||||
การแก้ไข |
ขาด |
ถูก จำกัด |
หนึ่งสอง |
การดำเนินงาน |
||||
การดำเนินงาน |
การดำเนินงานโดยละเอียด |
บนเครื่อง |
||||||
เครื่อง |
||||||||
ที่ตั้ง |
||||||||
อุปกรณ์ |
เครื่องเป็นเนื้อเดียวกัน |
การประมวลผล |
เกี่ยวกับเทคโนโลยี |
|||||
สร้างสรรค์ |
กระบวนการ |
การประมวลผล |
||||||
เกี่ยวกับเทคโนโลยี |
||||||||
รายละเอียดเครื่องแบบ |
||||||||
การถ่ายโอนวัตถุ |
สม่ำเสมอ |
ขนาน |
ขนาน |
|||||
แรงงานที่มีการดำเนินงาน |
ขนาน |
|||||||
สำหรับการผ่าตัด |
||||||||
รูปแบบขององค์กร |
เกี่ยวกับเทคโนโลยี |
เรื่อง |
ตรงไปตรงมา |
|||||
การผลิต |
||||||||
กระบวนการ |
||||||||
1.4. องค์กรของกระบวนการผลิต
ใน พื้นที่และเวลา
การก่อสร้างโครงสร้างการผลิตที่มีเหตุผลขององค์กรดำเนินการตามลำดับต่อไปนี้:
- องค์ประกอบของร้านค้าขององค์กรขนาดที่มีขนาดของพวกเขาให้ผลผลิตที่กำหนดของผลิตภัณฑ์
- มีการคำนวณสแควร์สสำหรับการประชุมเชิงปฏิบัติการและคลังสินค้าแต่ละแห่งซึ่งตั้งค่าสถานที่เชิงพื้นที่ในแผนทั่วไปขององค์กรจะถูกกำหนด
- การเชื่อมโยงการขนส่งทั้งหมดมีการวางแผนไว้ในองค์กรการมีปฏิสัมพันธ์กับเส้นทางทั่วประเทศ (ภายนอกสำหรับองค์กร);
- เส้นทางที่สั้นที่สุดของการเคลื่อนไหวการสกัดกั้นของรายการแรงงานตามกระบวนการผลิตมีกำหนด
หน่วยการผลิตรวมถึงการติดตาม, เว็บไซต์, ห้องปฏิบัติการ, การตรวจสอบการควบคุมการทดสอบผลิตภัณฑ์หลัก (ผลิตโดยองค์กร), ส่วนประกอบ (ซื้อจากด้านข้าง), วัสดุและ
ผลิตภัณฑ์กึ่งสำเร็จรูปอะไหล่สำหรับการบำรุงรักษาผลิตภัณฑ์และการซ่อมแซมในระหว่างการดำเนินงาน พลังงานประเภทต่าง ๆ ผลิตขึ้นเพื่อวัตถุประสงค์ทางเทคโนโลยี ฯลฯ
ถึง แผนกที่ให้บริการพนักงานรวมถึงแผนกวางระเบิดที่อยู่อาศัยบริการของพวกเขาห้องครัวโรงงาน, ห้องรับประทานอาหาร, บุฟเฟ่ต์, โรงเรียนอนุบาลและสถานรับเลี้ยงเด็ก, โรงพยาบาล, บ้านพักตากอากาศ, การพักผ่อน, โรงเรียนการแพทย์, สมาคมกีฬาสมัครใจ, แผนกฝึกอบรมด้านเทคนิคและสถาบันการศึกษามีส่วนร่วมในคุณสมบัติการผลิตระดับวัฒนธรรมของคนงานวิศวกรวิศวกรรม พนักงาน.
หน่วยการผลิตโครงสร้างหลักขององค์กร (ยกเว้นองค์กรที่มีโครงสร้างรังสีของการจัดการ) เป็นเวิร์คช็อป - พื้นที่การบริหารที่ดำเนินการบางส่วนของกระบวนการผลิตทั่วไป (ขั้นตอนการผลิต)
มาเป็นแผนกที่ค่อนข้างเต็มรูปแบบพวกเขาดำเนินงานเกี่ยวกับหลักการของการคำนวณทางเศรษฐกิจ ในวิศวกรรมเครื่องกลดำเนินการตามกฎจะถูกแบ่งออกเป็นสี่กลุ่ม: พื้นฐานเสริมด้านข้างและยูทิลิตี้ ในการประชุมเชิงปฏิบัติการหลักการดำเนินงานสำหรับการผลิตผลิตภัณฑ์ที่มีไว้สำหรับการใช้งานจะดำเนินการ เป้าหมายหลักแบ่งออกเป็น stockpiling การตัดเฉือนและการชุมนุม
ถึง โรงหล่อรวมถึงว่างเปล่าblacksmith-Stamping, Blacksmith-presses, บางครั้งชุดโครงสร้างรอย เพื่อปลูกฝัง
- ช่างไม้, ความร้อน, ชุดของการชุบ, สีและเคลือบเงาเคลือบและตกแต่งเคลือบชิ้นส่วนเพื่อประกอบ - ชุดของการรวมตัวกันและขั้นสุดท้ายของผลิตภัณฑ์, สี, อุปกรณ์อะไหล่อุปกรณ์และอุปกรณ์ที่ถอดออกได้
ชุดเสริมเป็นเครื่องมือ, อุปกรณ์ที่ไม่ได้มาตรฐาน, รุ่น, การซ่อมแซม, พลังงาน, การขนส่ง
ด้าน - การใช้งานด้าน Tsehi และการประมวลผลวิธีการโลหะขยะโลหะและกดชิปเป็น briquettes บุหรี่ของ bulpotreb ใช้ได้ - Tsehi, ภาชนะบรรจุผลิตสำหรับผลิตภัณฑ์บรรจุภัณฑ์, ป่าแปรรูปที่เก็บรักษาผลิตภัณฑ์บรรจุภัณฑ์การโหลดและส่งไปยังผู้บริโภค
นอกเหนือจากร้านค้าเหล่านี้เกือบทุกโรงงานสร้างเครื่องจักรมีรถไฟการผลิตบริการและแผนกที่ให้บริการฟาร์มที่ไม่ใช่อุตสาหกรรม (ยูทิลิตี้, วัฒนธรรมและในประเทศ, ที่อยู่อาศัย, ฯลฯ )
สถานที่ที่แน่นอนในโครงสร้างของพืชอาคารทั้งหมดที่ถูกครอบครองโดยคลังสินค้าอุปกรณ์สุขาภิบาลและด้านเทคนิคและการสื่อสาร (กริดพลังงาน, ก๊าซและอากาศ, ความร้อน, การระบายอากาศ, รางถนนที่ได้รับการดูแลอย่างดีและการขนส่งที่ดี)
บทบาทพิเศษในโครงสร้างการผลิตของสมาคม (Enterprise) เล่นโดยการออกแบบหน่วยเทคโนโลยี
สถาบันวิจัยและห้องปฏิบัติการ มันพัฒนาภาพวาดกระบวนการทางเทคโนโลยีและงานทดลองกำลังดำเนินการการออกแบบของผลิตภัณฑ์จะถูกนำไปปฏิบัติอย่างเต็มที่ตามข้อกำหนดของ GOST, เงื่อนไขทางเทคนิค, การทดลองการทดลองและการทดลองการทดลองดำเนินการ ในหน่วยเหล่านี้ด้วยกำลังพิเศษการบูรณาการวิทยาศาสตร์ที่มีการผลิตเป็นประจักษ์
การประชุมเชิงปฏิบัติการประกอบด้วยไซต์การผลิตขั้นพื้นฐานและเสริม
ไซต์การผลิตหลักถูกสร้างขึ้นบนเทคโนโลยีหรือหัวเรื่อง ในพื้นที่ที่จัดขึ้นตามหลักการของความเชี่ยวชาญด้านเทคโนโลยีการดำเนินงานทางเทคโนโลยีของสปีชีส์บางชนิดจะดำเนินการ ในร้านโรงหล่อตัวอย่างเช่นพื้นที่สามารถจัดในทิศทางเทคโนโลยีต่อไปนี้: การรับที่ดิน, การผลิตของแท่ง, รูปแบบการหล่อการประมวลผลของการหล่อที่เสร็จแล้วเป็นต้นในช่างตีเหล็ก - ส่วนสำหรับการทำช่องว่างปลอมแปลงบนค้อนและกด การรักษาความร้อน ฯลฯ ในกลไกการหมุนหมุน, การกัด, การบด, พล็อตและพื้นที่อื่น ๆ ในการประกอบ - ส่วนของการประกอบปมและขั้นสุดท้ายของผลิตภัณฑ์การทดสอบชิ้นส่วนและระบบสถานีควบคุม, มันเยิ้ม, ฯลฯ .
ในพื้นที่ที่จัดโดยหลักการของความเชี่ยวชาญหัวเรื่องไม่มีการดำเนินงานแยกต่างหากและกระบวนการทางเทคโนโลยีทั่วไปเป็นผลให้ได้รับผลิตภัณฑ์ที่เสร็จสมบูรณ์สำหรับเว็บไซต์นี้
บริษัท ย่อยประกอบด้วยเว็บไซต์ของช่างกลหลักและพลังงานหลักในการซ่อมแซมและบำรุงรักษากลศาสตร์และอุปกรณ์พลังงาน ตู้เครื่องมือตู้ครัวที่มีการประชุมเชิงปฏิบัติการลับคมบริการขนส่งการประชุมเชิงปฏิบัติการซ่อมแซมและบำรุงรักษาในสภาพดีของอุปกรณ์เทคโนโลยี ฯลฯ
ด้วยระบบการจัดระเบียบบริการและการซ่อมแซมปัจจุบันที่องค์กรไซต์เสริมในเวิร์กช็อปไม่ได้ถูกสร้างขึ้น
เป้าหมายเสริมและแปลงได้รับการจัดระเบียบตามสัญญาณเดียวกันที่แกนและแปลงของการผลิตหลัก
การปฏิบัติต่อผู้ประกอบการการจัดการอย่างต่อเนื่องกับปัจจัยด้านสิ่งแวดล้อมภายนอกทำให้สามารถเปลี่ยนแปลงโครงสร้างการจัดการในเวลาที่เหมาะสมเพื่อส่งเสริมความยั่งยืนขององค์กรและการตอบสนองที่ยืดหยุ่นต่อการแกว่งปานกลางตลาด นั่นคือเหตุผลที่จำเป็นต้องพิจารณาองค์กรของการจัดการการผลิต (ดินแดนการขนส่งทรัพยากรเทคโนโลยี ฯลฯ ) เป็นระบบของการกระทำการมุ่งเน้นการพัฒนาขององค์กร
จำนวนของปัจจัยที่มีผลต่อโครงสร้างการผลิต:
การเป็นพันธมิตรภาคส่วนขององค์กร - การตั้งชื่อของผลิตภัณฑ์คุณสมบัติการออกแบบวัสดุที่ใช้วิธีการรับและการประมวลผลช่องว่าง ความเรียบง่ายของการออกแบบและความสามารถในการผลิตของผลิตภัณฑ์; ระดับความต้องการสำหรับคุณภาพของผลิตภัณฑ์ ประเภทการผลิตระดับความเชี่ยวชาญและความร่วมมือ
องค์ประกอบของอุปกรณ์และอุปกรณ์เทคโนโลยี (สากล, พิเศษ, อุปกรณ์ที่ไม่ได้มาตรฐาน, สายพานลำเลียงหรือสายอัตโนมัติ):
- การบำรุงรักษาอุปกรณ์แบบรวมศูนย์หรือการกระจายอำนาจการซ่อมแซมปัจจุบันของอุปกรณ์และอุปกรณ์เทคโนโลยี
- ความสามารถในการผลิตนั้นรวดเร็วและไม่มีการสูญเสียที่มากขึ้นเพื่อสร้างการเปิดตัวผลิตภัณฑ์ใหม่ในช่วงผลิตภัณฑ์ที่ปรับเปลี่ยน
- ลักษณะของกระบวนการผลิตในร้านค้าพื้นฐานเสริมด้านข้างและสาธารณูปโภค
โครงสร้างการผลิตขององค์กรของอุตสาหกรรมต่าง ๆ มีลักษณะของตัวเองที่เกิดขึ้นจากลักษณะของการผลิตหลัก
ในโรงงานสิ่งทอในกรณีส่วนใหญ่โครงสร้างเทคโนโลยีกำลังดำเนินงานด้วยความเชี่ยวชาญพร้อมกันของแต่ละเว็บไซต์ในบางห้องของเส้นด้ายและอาร์ติคุลที่เข้มงวด โรงงานจำนวนมากที่สุดมีทุกขั้นตอนของการผลิตเนื้อเยื่อ: การปั่นทอผ้าตกแต่ง ส่วนหนึ่งของโรงงานที่มีความเชี่ยวชาญในการดำเนินการหนึ่งหรือสองขั้นตอน
โครงสร้างเทคโนโลยีมีความเหนือกว่าที่โรงงานโลหะ มีการสร้างสำเนาโดเมนเหล็กกลิ้ง Tsehi ถูกสร้างขึ้น
ทั่วไปในโครงสร้างการผลิตขององค์กรต่าง ๆ ของอุตสาหกรรมต่างๆ
- องค์กรของฟาร์มเสริมและให้บริการ พลังงานหลักและช่างกลหลักการขนส่งและคลังสินค้ามีให้บริการที่องค์กรของอุตสาหกรรมใด ๆ บนโรงงานผลิตเครื่องจักรมีร้านค้าที่เป็นเครื่องมือเสมอบนโรงงานสิ่งทอ - การบรรจุและการประชุมเชิงปฏิบัติการรถรับส่งเครื่องมือการผลิตสำหรับการผลิตสิ่งทอ
คำถามของการเลือกและปรับปรุงโครงสร้างการผลิตขององค์กร (สมาคม) ควรแก้ไขทั้งในการก่อสร้างขององค์กรใหม่และในระหว่างการสร้างใหม่ของคนที่มีอยู่
วิธีหลักในการปรับปรุงโครงสร้างการผลิต:
- การขยายตัวขององค์กรและเวิร์กช็อป
- ค้นหาและใช้หลักการขั้นสูงของร้านค้าอาคาร
และ ผู้ประกอบการผลิต;
- การปฏิบัติตามความสัมพันธ์ที่มีเหตุผลระหว่างการประชุมเชิงปฏิบัติการหลักคุ้มทุนและให้บริการ
- งานที่คงที่ในการวางแผนการหาเหตุผลเข้าข้างตนเอง
- การบูรณาการของแต่ละบุคคลการสร้างอุตสาหกรรมที่มีประสิทธิภาพและสมาคมวิทยาศาสตร์และการผลิตขึ้นอยู่กับความเข้มข้นของการผลิต
- สร้างความมั่นใจว่าสัดส่วนระหว่างทุกส่วนขององค์กร
- การเปลี่ยนโปรไฟล์การผลิต I.e. การผลิตผลิตภัณฑ์ความเชี่ยวชาญและความร่วมมือ การพัฒนาการผสมผสานการผลิต; การบรรลุความสม่ำเสมอทางเทคโนโลยีที่สร้างสรรค์
ผลิตภัณฑ์เนื่องจากการรวมและมาตรฐานที่กว้างขวาง การสร้างโครงสร้างการจัดการองค์กรที่คล้ายบีช การรวมกิจการขององค์กรและการประชุมเชิงปฏิบัติการช่วยให้สเกลที่กว้างขึ้นเพื่อแนะนำเทคนิคประสิทธิภาพสูงใหม่ปรับปรุงเทคโนโลยีอย่างต่อเนื่องปรับปรุงองค์กรของการผลิต
การระบุตัวตนและการดำเนินการสำรองสำหรับการปรับปรุงโครงสร้างของการประชุมเชิงปฏิบัติการและไซต์การผลิตเป็นปัจจัยของการปรับปรุงโครงสร้างการผลิตอย่างต่อเนื่องการเพิ่มประสิทธิภาพการผลิต
การปฏิบัติตามความสัมพันธ์ที่มีเหตุผลระหว่างการประชุมเชิงปฏิบัติการหลัก, เสริมและการให้บริการและเว็บไซต์ควรมีวัตถุประสงค์เพื่อเพิ่มแรงโน้มถ่วงที่เฉพาะเจาะจงของการประชุมเชิงปฏิบัติการหลักในจำนวนพนักงานที่จ้างงานค่าใช้จ่ายของสินทรัพย์ถาวรขนาดของพื้นที่ที่ครอบครอง
การวางแผนการหาเหตุผลเข้าข้างตนเองหมายถึงการปรับปรุงแผนแม่บทขององค์กร
คุณภาพการใช้ความสามารถที่มีอยู่ทรัพยากรและสถานการณ์ตลาดที่เอื้ออำนวยนั้นเกี่ยวข้องกับกลไกการวางแผนการผลิต การก่อสร้างแผนที่ดีที่สุดสำหรับการเปลี่ยนแปลงที่เป็นไปได้ในแผนของแผนเป็นกุญแจสำคัญในการดำเนินการเพื่อความยั่งยืนภายในขององค์กรในสภาพแวดล้อมทางเศรษฐกิจภายนอก นั่นคือเหตุผลที่ควรให้ความสนใจเป็นพิเศษกับวัสดุวางแผนวัสดุ
แผนแม่บทเป็นหนึ่งในส่วนที่สำคัญที่สุดของโครงการอุตสาหกรรมอุตสาหกรรมซึ่งมีโซลูชั่นที่ครอบคลุมเกี่ยวกับปัญหาการวางแผนและปรับปรุงอาณาเขตการจัดวางอาคารโครงสร้างการสื่อสารการขนส่งเครือข่ายวิศวกรรมองค์กรและประเทศ บริการรวมถึงที่ตั้งขององค์กรในเขตอุตสาหกรรม (โหนด)
ความต้องการสูงนำเสนอต่อแผนทั่วไปหลักคือ:
1) ที่ตั้งของหน่วยการผลิตเป็นกระบวนการของกระบวนการทางเทคโนโลยีอย่างเคร่งครัด - คลังสินค้าของวัตถุดิบวัสดุและผลิตภัณฑ์กึ่งสำเร็จรูปการจัดซื้อการตัดเฉือนเทสเฮิลเทศน์คลังสินค้าของผลิตภัณฑ์สำเร็จรูป
2) ตำแหน่งของไซต์เสริมฟาร์มใกล้กับร้านค้าหลักที่พวกเขาให้บริการ
3) อุปกรณ์ Rational ของรางรถไฟภายในองค์กร พวกเขาจะต้องด้อยสิทธิทั้งในสถานที่ของคลังสินค้าของวัตถุดิบวัสดุและผลิตภัณฑ์กึ่งสำเร็จรูปและคลังสินค้าของผลิตภัณฑ์สำเร็จรูปที่สินค้าทำโดยอุปกรณ์ที่ถอดออกได้ชิ้นส่วนอะไหล่การเก็บรักษาบรรจุภัณฑ์การบรรจุการส่งสินค้า เพื่อผู้บริโภค;
4) ความแม่นยำที่ยิ่งใหญ่ที่สุดและวิธีที่สั้นที่สุดในการขนส่งวัตถุดิบวัสดุผลิตภัณฑ์กึ่งสำเร็จรูปและผลิตภัณฑ์สำเร็จรูป
5) ข้อยกเว้นของเคาน์เตอร์และผลตอบแทนไหลทั้งภายในและภายนอก
6) ตัวเลือกที่เหมาะสมที่สุดสำหรับตำแหน่งของการสื่อสารภายนอกขององค์กรและเข้าถึงพวกเขาไปยังเครือข่ายวิศวกรรมถนนทางหลวงทางรถไฟ ฯลฯ
7) ที่พักในบล็อกของห้องปฏิบัติการ (วัด, เคมี,การควบคุมเอ็กซ์เรย์อัลตร้าซาวด์ ฯลฯ ) ที่ให้บริการพวกเขาเช่นเดียวกับร้านค้าความร้อนและการเคลือบป้องกันของชิ้นส่วนผลิตภัณฑ์สำเร็จรูป
ที่ผู้ประกอบการขนาดใหญ่เป้าหมายจะแนะนำให้รวมเข้ากับที่อยู่อาศัย เมื่อออกแบบผู้ประกอบการมีความจำเป็นต้องดูแล
อาคารอาคาร ขึ้นอยู่กับลักษณะของผลิตภัณฑ์คุณสมบัติการออกแบบถ้าเป็นไปได้เพื่อสร้างตัวถังในรุ่นหลายชั้น เลือกระยะทางที่มีเหตุผลระหว่างร้านค้าบล็อกการประชุมเชิงปฏิบัติการและสิ่งห่อหุ้มการสังเกตสภาพสุขาภิบาลความปลอดภัยและความปลอดภัยจากอัคคีภัย
นายพลคนทั่วไปควรให้ความเป็นไปได้ของการพัฒนาต่อไปขององค์กรและให้แน่ใจว่าโครงสร้างการผลิตดังกล่าวซึ่งผลการผลิตสูงสุดสามารถทำได้ในราคาที่ต่ำที่สุด สร้างเงื่อนไขเพื่อเพิ่มผลประโยชน์ของพนักงานทุกคนขององค์กร
การจัดวางพื้นฐานเสริมด้านข้างการประชุมเชิงปฏิบัติการสาธารณูปโภค
และ แปลงที่ให้บริการฟาร์ม, หน่วยงานการจัดการ, ทางหลวงขนส่งบนดินแดนขององค์กรมีผลกระทบอย่างมากต่อองค์กรการผลิตเศรษฐกิจของมัน
กำหนดทิศทางของการไหลของการขนส่งสินค้าความยาวของรางรถไฟ
และ วิธีการไร้ค่าเช่นเดียวกับประสิทธิภาพของการใช้พื้นที่การผลิต
ความกะทัดรัดของการพัฒนาความหนาแน่นของเหตุผลและพื้นทำให้เป็นไปได้ที่จะช่วยประหยัดเงินทุนลดปริมาณงานก่อสร้างและการขนส่งภายในการขนส่งทางน้ำลดความยาวของการสื่อสารลดระยะเวลาของวงจรการผลิตเพื่อใช้งานแบบบูรณาการ เครื่องจักรกลและระบบอัตโนมัติของกระบวนการผลิตและเสริมลดเวลาของผลิตภัณฑ์สำเร็จรูปในคลังสินค้าขนาดที่กว้างขึ้นปรับปรุงประสิทธิภาพการทำงานของแรงงานปรับปรุงคุณภาพของผลิตภัณฑ์ลดต้นทุน
ภารกิจของพนักงานของสถาบันโครงการวิศวกรรมศาสตร์และเทคนิคด้านเทคนิคและแรงงานอุตสาหกรรมของผู้ประกอบการอุตสาหกรรมเป็นการปรับปรุงอย่างต่อเนื่องในโครงสร้างการผลิตการจัดวางการประชุมเชิงปฏิบัติการและสถานที่ผลิต โดยเฉพาะอย่างยิ่งความสนใจอย่างจริงจังกับปัญหานี้จะต้องได้รับในระหว่างการฟื้นฟูอุปกรณ์ใหม่ด้านเทคนิคการขยายตัวขององค์กรและการก่อสร้างใหม่ การปรับปรุงแผนแม่บทของโรงงาน - การแสดงออกของการดูแลเพื่อปรับปรุงประสิทธิภาพการผลิตปรับปรุงคุณภาพของผลิตภัณฑ์และสภาพการทำงาน
การวิเคราะห์ข้อมูลเกี่ยวกับพลวัตของภายในเพื่อให้มั่นใจว่าการผลิตขององค์กรและความต้องการการผลิตของตลาดเป็นเงื่อนไขสำหรับการประเมินคุณภาพอย่างยั่งยืน ในขณะเดียวกันก็ให้ความสนใจกับการผลิตการผลิตที่องค์กรสามารถเปิดเผยปัจจัยของความสามารถหรือความไร้ความสามารถขององค์กรและการพัฒนาที่ยั่งยืนในอนาคต ในเวลาเดียวกันกลไกของการวิเคราะห์ดังกล่าวอาจได้รับการแก้ไขโดยความสัมพันธ์ของอสังหาริมทรัพย์ของบริการและวัตถุประสงค์ของการสร้างความมั่นใจให้กับลักษณะโดยรวมของการผลิตการผลิตที่องค์กร
รูปแบบขององค์กรการผลิตเป็นการผสมผสานระหว่างเวลาและในพื้นที่ขององค์ประกอบของกระบวนการผลิตในระดับที่สอดคล้องกันของการบูรณาการแสดงออกโดยระบบความสัมพันธ์ที่ยั่งยืน
โครงสร้างโครงสร้างทางโลกและเชิงพื้นที่ต่าง ๆ เป็นชุดขององค์กรผลิตรูปแบบที่สำคัญ โครงสร้างชั่วคราวขององค์กรการผลิตถูกกำหนดโดยองค์ประกอบขององค์ประกอบของกระบวนการผลิตและขั้นตอนการโต้ตอบของพวกเขาในเวลา ตามประเภทของโครงสร้างชั่วคราวรูปแบบขององค์กรที่มีการส่งรายการแรงงานที่สอดคล้องกันแบบขนานและสอดคล้องกันในการผลิตมีความโดดเด่น
รูปแบบขององค์กรการผลิตที่มีการส่งแรงงานอย่างสม่ำเสมอคือการรวมกันขององค์ประกอบของกระบวนการผลิตซึ่งช่วยให้มั่นใจถึงการเคลื่อนไหวของผลิตภัณฑ์แปรรูปในทุกไซต์โดยบุคคลที่มีมูลค่าตามอำเภอใจ วัตถุแรงงานสำหรับการดำเนินงานที่ตามมาแต่ละครั้งจะถูกส่งหลังจากสิ้นสุดการประมวลผลของแบทช์ทั้งหมดในการดำเนินการก่อนหน้า แบบฟอร์มนี้มีความยืดหยุ่นมากที่สุดเกี่ยวกับการเปลี่ยนแปลงที่เกิดขึ้นในโปรแกรมการผลิตช่วยให้คุณสามารถใช้อุปกรณ์ได้อย่างเต็มที่ซึ่งทำให้สามารถลดค่าใช้จ่ายในการซื้อได้ ข้อเสียของรูปแบบขององค์กรการผลิตดังกล่าวเป็นระยะเวลาที่ค่อนข้างใหญ่ของวงจรการผลิตเนื่องจากแต่ละส่วนก่อนดำเนินการดำเนินการต่อมาก็ประสบกับการคาดการณ์การประมวลผลของชุดทั้งหมด
รูปแบบขององค์กรการผลิตที่มีการส่งขนแบบขนานของวัตถุแรงงานขึ้นอยู่กับการรวมกันขององค์ประกอบของกระบวนการผลิตซึ่งช่วยให้คุณสามารถเรียกใช้กระบวนการและส่งรายการวัตถุจากการดำเนินการไปยังการทำงานของชิ้นงานและไม่ต้องรอ . องค์กรของกระบวนการผลิตดังกล่าวนำไปสู่การลดลงของจำนวนรายละเอียดในการประมวลผลการลดความต้องการในพื้นที่ที่จำเป็นสำหรับการเก็บรักษาและการผ่าน ข้อเสียของมัน - ในการหยุดทำงานที่เป็นไปได้ของอุปกรณ์ (งาน) เนื่องจากความแตกต่างในระยะเวลาของการดำเนินงาน
รูปแบบขององค์กรการผลิตที่มีการส่งรายการแรงงานที่สอดคล้องกันสอดคล้องกันเป็นระดับกลางระหว่าง
รูปแบบต่อเนื่องและแบบขนานและกำจัดข้อบกพร่องบางส่วนที่มีอยู่ในนั้น ผลิตภัณฑ์ที่มีการดำเนินการสำหรับการดำเนินงานจะถูกส่งโดยบุคคลขนส่ง ช่วยให้มั่นใจได้ถึงความต่อเนื่องของการใช้อุปกรณ์และแรงงานเป็นไปได้ที่จะเป็นไปตามทางตรงบางส่วนของส่วนของการดำเนินงานของกระบวนการเทคโนโลยี
โครงสร้างเชิงพื้นที่ขององค์กรของการผลิตจะถูกกำหนดโดยจำนวนอุปกรณ์เทคโนโลยีที่มุ่งเน้นไปที่แพลตฟอร์มการทำงาน (จำนวนงาน) และที่ตั้งของมันสัมพันธ์กับทิศทางของการเคลื่อนไหวของรายการแรงงานในพื้นที่โดยรอบ ขึ้นอยู่กับจำนวนอุปกรณ์เทคโนโลยี (งาน) มีระบบการผลิตเดียวและโครงสร้างที่สอดคล้องกันของสถานที่ทำงานแยกต่างหากและระบบหลายส่วนที่มีการประชุมเชิงปฏิบัติการโครงสร้างเชิงเส้นหรือเซลลูลาร์ ตัวแปรที่เป็นไปได้ของโครงสร้างเชิงพื้นที่ขององค์กรจะถูกนำเสนอในรูปที่ 1.2 โครงสร้างการประชุมเชิงปฏิบัติการนั้นโดดเด่นด้วยการสร้างพื้นที่ที่มีอุปกรณ์ (งาน) อยู่ในขนานในช่องว่างซึ่งเกี่ยวข้องกับความเชี่ยวชาญของพวกเขาในสัญลักษณ์ของความสม่ำเสมอทางเทคโนโลยี ในกรณีนี้ส่วนหนึ่งของชิ้นส่วนที่เข้าสู่เว็บไซต์จะถูกส่งไปยังหนึ่งในงานฟรีที่รอบการประมวลผลที่จำเป็นหลังจากนั้นจะถูกส่งไปยังพื้นที่อื่น (ในการประชุมเชิงปฏิบัติการ)
รูปที่. 1.2 ตัวเลือกสำหรับโครงสร้างเชิงพื้นที่ของกระบวนการผลิต

บนพล็อตที่มีโครงสร้างเชิงพื้นที่เชิงเส้นอุปกรณ์ (งาน) ตั้งอยู่ในหลักสูตรของกระบวนการทางเทคโนโลยีและส่วนหนึ่งของชิ้นส่วนที่ประมวลผลในเว็บไซต์จะถูกส่งจากที่ทำงานหนึ่งไปยังอีกหนึ่งรายการตามลำดับ
โครงสร้างมือถือขององค์กรผสมผสานสัญญาณของเชิงเส้นและร้านค้า การรวมกันของโครงสร้างเชิงพื้นที่และชั่วคราวของกระบวนการผลิตในระดับหนึ่งของการรวมกระบวนการบางส่วนทำให้องค์กรผลิตรูปแบบต่าง ๆ : เทคโนโลยี, หัวเรื่อง, การไหลโดยตรง, จุดรวม, \u200b\u200bแบบบูรณาการ (รูปที่ 1.3) พิจารณาคุณสมบัติลักษณะของแต่ละคน
รูปที่. 1.3 รูปแบบขององค์กรการผลิต
รูปแบบเทคโนโลยีขององค์กรของกระบวนการผลิตมีลักษณะโดยโครงสร้างการประชุมเชิงปฏิบัติการที่มีการส่งรายการแรงงานที่สอดคล้องกัน รูปแบบขององค์กรนี้แพร่หลายในโรงงานสร้างเครื่องจักรเนื่องจากให้อุปกรณ์ที่โหลดสูงสุดในสภาพการผลิตขนาดเล็กและปรับให้เข้ากับการเปลี่ยนแปลงบ่อยครั้งในกระบวนการ ในเวลาเดียวกันการใช้รูปแบบเทคโนโลยีขององค์กรของกระบวนการผลิตมีผลกระทบเชิงลบจำนวนมาก ชิ้นส่วนจำนวนมากและการเคลื่อนไหวที่หลากหลายของพวกเขาในกระบวนการประมวลผลนำไปสู่การเพิ่มปริมาณการผลิตที่ไม่สมบูรณ์และเพิ่มจำนวนจุดเก็บข้อมูลระดับกลาง ส่วนสำคัญของวัฏจักรการผลิตถือเป็นการสูญเสียเวลาเนื่องจากพันธบัตร Instilic ที่ซับซ้อน
รูปแบบขององค์กรการผลิตมีโครงสร้างมือถือที่มีการส่งรายการแรงงานตามลำดับแบบขนาน (สม่ำเสมอ) ในการผลิต บนไซต์หัวเรื่องถูกตั้งค่าตามกฎแล้วอุปกรณ์ทั้งหมดที่จำเป็นในการประมวลผลส่วนของชิ้นส่วนตั้งแต่ต้นจนจบกระบวนการ หากวงจรการประมวลผลถูกปิดภายในไซต์เรียกว่ารายการ
การก่อสร้างวัตถุประสงค์ของแผนการให้ความแม่นยำโดยตรงและลดระยะเวลาของวงจรการผลิตของชิ้นส่วน เมื่อเปรียบเทียบกับรูปแบบเทคโนโลยีเรื่องนี้ช่วยให้คุณสามารถลดต้นทุนทั้งหมดของชิ้นส่วนการขนส่งความต้องการพื้นที่การผลิตต่อหน่วยของผลิตภัณฑ์ ในเวลาเดียวกันองค์กรการผลิตรูปแบบนี้มีข้อเสีย อันหลักคือเมื่อพิจารณาองค์ประกอบของอุปกรณ์ที่ติดตั้งบนเว็บไซต์ความต้องการการประมวลผลบางประเภทของชิ้นส่วนจะถูกนำไปข้างหน้าไปยังด้านหน้าซึ่งไม่ได้ให้การโหลดอุปกรณ์เต็มรูปแบบเสมอไป
นอกจากนี้การขยายตัวของช่วงผลิตภัณฑ์การปรับปรุงของมันต้องการการพัฒนาขื้นใหม่ของไซต์การผลิตการเปลี่ยนแปลงโครงสร้างของสวนอุปกรณ์ รูปแบบการไหลโดยตรงขององค์กรขององค์กรนั้นโดดเด่นด้วยโครงสร้างเชิงเส้นด้วยการส่งรายการแรงงานที่งดงาม แบบฟอร์มนี้ช่วยให้มั่นใจในการดำเนินการตามหลักการขององค์กร: ความเชี่ยวชาญความแม่นยำโดยตรงความต่อเนื่องความต่อเนื่อง การใช้งานนำไปสู่การลดลงในระยะเวลาของวงจรการผลิตการใช้งานอย่างมีประสิทธิภาพมากขึ้นเนื่องจากความเชี่ยวชาญด้านแรงงานมากขึ้นลดลงในการผลิตที่ไม่สมบูรณ์
ด้วยรูปแบบจุดขององค์กรการผลิตงานจะดำเนินการอย่างเต็มที่ในที่ทำงานอย่างเต็มที่ ผลิตภัณฑ์ผลิตขึ้นมาซึ่งส่วนหลักของมันตั้งอยู่ ตัวอย่างคือการชุมนุมของผลิตภัณฑ์ที่มีการเคลื่อนไหวของคนงานรอบ ๆ องค์กรของการดำเนินการตามจุดมีข้อดีหลายประการ: ความเป็นไปได้ของการเปลี่ยนแปลงที่พบบ่อยในการออกแบบผลิตภัณฑ์และลำดับการประมวลผลการผลิตผลิตภัณฑ์ตั้งชื่อต่าง ๆ ในจำนวนเงินที่กำหนดโดยความต้องการของการผลิต; ค่าใช้จ่ายที่เกี่ยวข้องกับการเปลี่ยนตำแหน่งของอุปกรณ์จะลดลงความยืดหยุ่นในการผลิตเพิ่มขึ้น
รูปแบบการผลิตแบบบูรณาการเกี่ยวข้องกับการรวมกันของการดำเนินงานขั้นพื้นฐานและเสริมเป็นกระบวนการอุตสาหกรรมแบบบูรณาการเดียวที่มีโครงสร้างมือถือหรือเชิงเส้นด้วยการส่งรายการแรงงานแบบต่อเนื่องขนานหรือแบบขนานในการผลิต ในทางตรงกันข้ามกับการปฏิบัติที่มีอยู่ของการออกแบบที่แยกต่างหากของการจัดเก็บการขนส่งการควบคุมการควบคุมการประมวลผลบนเว็บไซต์ที่มีรูปแบบการบูรณาการขององค์กรมีความจำเป็นต้องเชื่อมโยงกระบวนการบางส่วนเหล่านี้เป็นกระบวนการผลิตเดียว สิ่งนี้ทำได้โดยการรวมงานทั้งหมดด้วยความช่วยเหลือของความถี่การขนส่งอัตโนมัติซึ่งเป็นชุดของอุปกรณ์ที่สัมพันธ์กันอัตโนมัติอัตโนมัติและคลังสินค้าอุปกรณ์คอมพิวเตอร์ที่มีไว้สำหรับการจัดเก็บข้อมูลและการเคลื่อนย้ายของรายการแรงงานระหว่างสถานที่ทำงานของแต่ละบุคคล
การจัดการกระบวนการผลิตจะดำเนินการที่นี่โดยใช้คอมพิวเตอร์ซึ่งช่วยให้มั่นใจว่าการทำงานขององค์ประกอบทั้งหมดของกระบวนการผลิตบนเว็บไซต์ตามโครงการดังต่อไปนี้: ค้นหา

ชิ้นงานที่จำเป็นในสต็อก - การขนส่งชิ้นงานไปยังเครื่อง - การประมวลผล - การกลับมาของชิ้นส่วนไปยังคลังสินค้า เพื่อชดเชยการเบี่ยงเบนในเวลาระหว่างการขนส่งและการประมวลผลของชิ้นส่วนคลังสินค้าบัฟเฟอร์ของ Inter-operative และ Insurance Insurance ได้รับการสร้างขึ้นในสถานที่ทำงานแยกต่างหาก การสร้างเว็บไซต์การผลิตแบบบูรณาการมีความเกี่ยวข้องกับต้นทุนค่อนข้างสูงที่เกิดจากการรวมและระบบอัตโนมัติของกระบวนการผลิต
ผลกระทบทางเศรษฐกิจในการเปลี่ยนไปสู่รูปแบบการผลิตแบบบูรณาการนั้นทำได้โดยการลดความยาวของวงจรการผลิตของชิ้นส่วนการเพิ่มขึ้นของเวลาในการโหลดของเครื่องมือเครื่องจักรปรับปรุงการควบคุมและควบคุมกระบวนการผลิต ในรูปที่ 1.4 แสดงให้เห็นถึงแผนการจัดอุปกรณ์ในพื้นที่ที่มีรูปแบบต่าง ๆ ขององค์กรการผลิต
รูปที่. 1.4 รูปแบบของสถานที่ตั้งของอุปกรณ์ (งาน) ในพื้นที่ที่มีรูปแบบต่าง ๆ ของการผลิต:
ก) เทคโนโลยี; b) เรื่อง; c) การไหลโดยตรง d) จุด (สำหรับกรณีของการประกอบ); e) บูรณาการ
- นี่เป็นส่วนที่ใช้งานได้จริงของกระบวนการศึกษาในสถาบันการศึกษาที่สูงหรือระดับมัธยมศึกษาซึ่งอยู่ในองค์กรในกิจกรรมการทำงานจริง การปฏิบัติถูกออกแบบมาเพื่อรวมความรู้และทักษะเชิงทฤษฎีที่จำเป็นในการกำหนดคุณสมบัติและการรับรองนักเรียนขั้นสุดท้ายในฐานะผู้เชี่ยวชาญ ผลการดำเนินงานของการปฏิบัติงานได้รับการประเมินตามมาตรฐานที่นำมาใช้ในโรงเรียนและพอดีกับกระบวนการศึกษา
นักศึกษา
การปฏิบัติอุตสาหกรรมสำหรับนักเรียนมักจะกลายเป็นจุดเริ่มต้นของอาชีพของเขา ความผิดพลาดที่พบบ่อยที่สุดของนักเรียนคือทัศนคติที่เป็นทางการต่อกระบวนการผ่านการปฏิบัติตามการศึกษาอื่น ในการสกัดประโยชน์สูงสุดจากการปฏิบัติจำเป็นต้องมีทัศนคติที่ถูกต้องและเข้าใจว่านี่เป็นโอกาสที่ไม่เหมือนใครในการ "ลองดิน" ในขณะที่ยังอยู่ภายใต้ปีกของสถาบันการศึกษาของคุณ ประหยัดเวลาและความแข็งแรงอย่างมีนัยสำคัญคุณจะไม่ทำการเคลื่อนไหวที่ไม่จำเป็นในตอนท้ายของมหาวิทยาลัยและคุณจะรู้ว่าจะไปที่ไหน
โอกาสในการฝึกฝนนักเรียน:
รวมความรู้เชิงทฤษฎี
ใช้ความรู้และทักษะในทางปฏิบัติ
นำทางในเวิร์กโฟลว์ที่แท้จริงและดูหินใต้น้ำของความพิเศษที่เลือกซึ่งไม่สามารถมองเห็นได้ในทางทฤษฎี;
ติดต่อโดยตรงกับชุมชนมืออาชีพ
รับทักษะการค้นหางานและสื่อสารกับนายจ้าง
ได้รับประสบการณ์ในความร่วมมือกับโน้ตบุ๊กที่มีประสบการณ์
โดยเร็วที่สุดเข้าใจว่าพิเศษหรือแม้แต่พื้นที่ที่เลือกอย่างไม่ถูกต้องและไม่ตอบสนองความต้องการวิชาชีพของคุณ
นำทางในอาชีพและตัดสินใจ;
"ปรับแต่ง" ตลาดและเข้าใจสิ่งที่อยู่ในความต้องการและสิ่งที่จะต้องรีบเร่ง;
ค้นหาสถานที่ทำงานที่เหมาะสมสำหรับการเริ่มต้นอาชีพ
รับประสบการณ์เริ่มต้นที่ขาดไปกับมืออาชีพรุ่นใหม่ในอุปกรณ์ที่จะทำงานหลังจากการฝึกอบรมและสร้างสถิติแรกของคุณในหนังสือการจ้างงาน
เพื่อให้บรรลุความสำเร็จครั้งแรกและแสดงความสามารถในความพิเศษที่เลือกต่อหน้านายจ้างในอนาคต
นักเรียนกำลังอยู่ระหว่างการผลิตภาคปฏิบัติในหลักสูตรอาวุโสของมหาวิทยาลัยเมื่อมีการเลือกพิเศษแล้วและโดยปกติแล้วหัวข้อการฝึกฝนมีความสัมพันธ์กับความรู้และทักษะที่ได้รับในภาคการศึกษา การฝึกฝนเกิดขึ้นที่ฐานของผู้ประกอบการจริงซึ่งมหาวิทยาลัยมีข้อตกลงเบื้องต้น ทิศทางขององค์กรต้องปฏิบัติตามความเชี่ยวชาญของนักเรียน นักเรียนมีสิทธิ์เลือกฐานข้อมูลการปฏิบัติที่เหมาะสมและมหาวิทยาลัยต้องแสดงรายการตัวเลือกที่เป็นไปได้ หากนักเรียนกำลังทำงานในโปรไฟล์อยู่แล้วเขามีสิทธิ์ในการฝึกฝนในที่ทำงานนี้
ในระหว่างการฝึกฝนนักเรียนจะต้องเก็บไดอารี่ซึ่งลงนามโดยหัวหน้าการปฏิบัติของเขา ในตอนท้ายของการปฏิบัติผลลัพธ์ของมันจะถูกประเมินในการสอบและเครดิตและถูกบันทึกไว้ในหนังสือทดสอบ นอกจากนี้การทำงานของนักเรียนประเมินการจัดการฐานการปฏิบัติซึ่งเขาทำงานและออกลักษณะเฉพาะ ทิศทางของการฝึกการผลิตสามารถเป็นเทคโนโลยี (งานจริงโดยตรงการเข้าซื้อกิจการของทักษะ) และการวิจัยหรือประกาศนียบัตรล่วงหน้า (ดำเนินการวิจัยทางวิทยาศาสตร์เกี่ยวกับวัสดุจริง)
ด้านกฎหมายของปัญหาควรกำหนดไว้ในเอกสารกำกับดูแลของมหาวิทยาลัยและยังถูกควบคุมโดยบทความที่เกี่ยวข้องของ TC RF ระยะเวลาของวันทำงานของนักศึกษานักศึกษาจาก 16 ถึง 18 ปีควรไม่เกิน 36 ชั่วโมงต่อสัปดาห์ (มาตรา 92 ของรหัสแรงงานของสหพันธรัฐรัสเซีย) และอายุ 18 ปีไม่เกิน 40 ชั่วโมงต่อสัปดาห์ (บทความ 91 ของรหัสแรงงานของสหพันธรัฐรัสเซีย) ในช่วงระยะเวลาปฏิบัตินักเรียนนำไปใช้กับกฎระเบียบภายในที่นำมาใช้ในองค์กรและกฎทั่วไปสำหรับการคุ้มครองแรงงาน ในกรณีที่การปฏิบัติต้องใช้เวลาในการฝึกฝนเขาได้รับสิทธิทั้งหมดของพนักงาน: สิทธิในการรับเงินเดือนสิทธิที่จะต้องจ่ายเงินค่าเผื่อความพิการ ฯลฯ นอกจากนี้ยังได้รับมอบหมายให้รับผิดชอบต่อความรับผิดชอบของพนักงานที่เหมาะสม
นายจ้าง
แม้จะมีความจริงที่ว่าผู้เข้ารับการฝึกอบรมนักเรียนเป็นธุรกิจที่ค่อนข้างลำบากสำหรับองค์กรในการฝึกการผลิตมีข้อได้เปรียบที่ปฏิเสธไม่ได้และสำหรับ บริษัท การฝึกปฏิบัติและโต้ตอบกับสถาบันการศึกษาโปรไฟล์องค์กรได้รับโอกาส:
"การเลี้ยงดู" มืออาชีพรุ่นเยาว์ภายใต้ตัวเองสอนพวกเขาตามความจำเป็นต่อองค์กรของคุณด้วยข้อกำหนดและข้อมูลจำเพาะ
ปรับโปรแกรมการศึกษาสำหรับมหาวิทยาลัยเฉพาะทางมีปฏิสัมพันธ์กับพวกเขา
ด้านที่กฎหมายของกระบวนการทำให้ผู้ฝึกหัดมีปัญหามากมายที่มีอยู่ค่อนข้างเอาชนะ อุปสรรค์หลักสำหรับบุคลากรคือการขาดบทความที่ควบคุมการยอมรับของนักเดินทางได้อย่างชัดเจน แนวคิดของสัญญาระหว่างนักเรียนกับองค์กรในกรณีที่มีการปฏิบัติอยู่ในหลักการ ในสถานการณ์นี้มีสองตัวเลือกสำหรับการกระทำ
1. บทสรุปของสัญญาจ้างงานกับผู้ฝึกงาน ในกรณีของการปฏิบัติอุตสาหกรรมและหากมีสถานที่ว่างที่เหมาะสมนักเรียนจะถูกนำมาใช้บนพื้นฐานของสัญญาจ้างงานเร่งด่วนและเข้าสู่แรงงานสัมพันธ์ เหตุผลในการสรุปสัญญาสามารถสูตรได้ตามมาตรา 59 ของประมวลกฎหมายแรงงานของสหพันธรัฐรัสเซียโดยประมาณดังนี้: "สัญญาการจ้างงานสรุปได้ในระหว่างการปฏิบัติของการผลิต" หากนักเรียนเป็นงานอย่างเป็นทางการครั้งแรกเขาต้องทำหนังสือแรงงานและประจักษ์พยานประกันเงินบำนาญ (บทความ 65 ของรหัสแรงงานของสหพันธรัฐรัสเซีย) ตั้งแต่ข้อสรุปของสัญญานักเดินทางจะได้รับสิทธิและภาระผูกพันที่เกี่ยวข้องทั้งหมดของพนักงานที่เต็มเปี่ยม
2. ทำให้ผู้ฝึกงานโดยไม่ต้องลงทะเบียนกับพนักงาน หากอยู่ในสัญญาระหว่างสถาบันการศึกษาและนายจ้างก็สะกดคำว่านักเรียนกำลังฝึกปฏิบัติโดยไม่มีการจ้างงานอย่างเป็นทางการและหากไม่มีตำแหน่งงานว่างนักเรียนจะไม่ได้รับฟังก์ชั่นแรงงานที่เฉพาะเจาะจง แต่อยู่ในทางปฏิบัติการทำความคุ้นเคยมากขึ้น ไม่รับผิดชอบเช่นพนักงาน อย่างไรก็ตามกฎของกำหนดการภายในที่ดำเนินงานในองค์กรและกฎสำหรับการคุ้มครองแรงงานในการแจกจ่าย เพื่อลงทะเบียนนักเรียนให้กับองค์กรการสั่งซื้อจะถูกเผยแพร่ซึ่งมีการกำหนดรายละเอียดที่จำเป็นทั้งหมด (ชื่อของนักเรียนกำหนดเวลาและเป้าหมายของการปฏิบัติขั้นตอนการส่งผ่านผู้ให้คำปรึกษาที่รับผิดชอบ ฯลฯ )
หากนักเรียนทำงานไปแล้วและโปรไฟล์การทำงานของเขาสอดคล้องกับความพิเศษที่กำลังศึกษาอยู่สามารถฝึกฝนในสถานที่ทำงานของเขาได้มอบใบรับรองที่เหมาะสมให้กับมหาวิทยาลัย
ดังนั้นการฝึกการผลิตจึงเป็นเหตุการณ์ที่เป็นประโยชน์ร่วมกันทั้งสำหรับนักเรียนและนายจ้างช่วยให้พวกเขาคุ้นเคยกันและเริ่มมีปฏิสัมพันธ์ระดับมืออาชีพ
เมื่อใช้วัสดุของเว็บไซต์คำแนะนำของผู้เขียนและลิงก์ที่ใช้งานอยู่ในเว็บไซต์จะต้อง!