सिम्स फ्रीप्ले फिल्मों का अभ्यास करते हैं। इंटर्नशिप। मोड़ की प्रक्रिया के लिए आवश्यकताएँ
फिर से चल रहा है
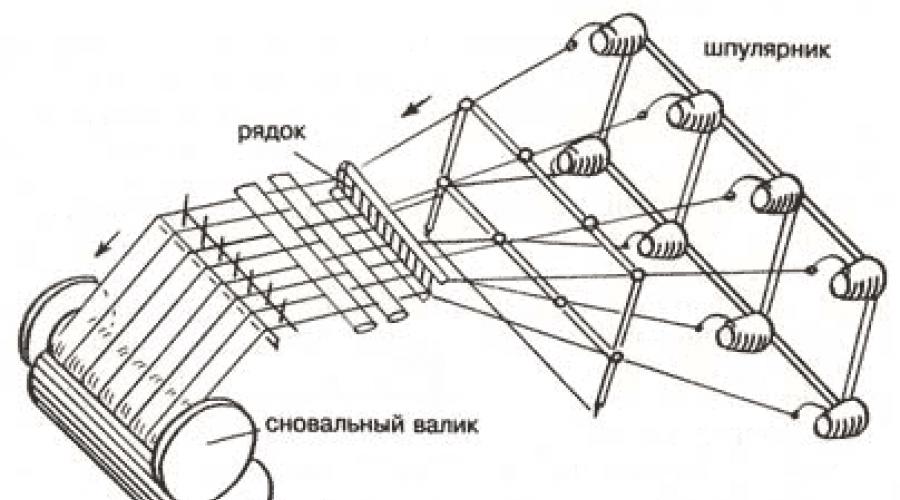
बुनाई मशीन के आधार की तैयारी में मध्यवर्ती चरण, जिसे एक ओवरवर्कर में रिवाइंड करने के बाद बॉबिन्स पर प्रवेश करने वाले मुख्य यार्न के अधीन है। वास्तव में, यह एक सरीसृप पैकेज के लिए बड़ी संख्या में घुमावदार पैक के साथ धागे का संघ है। एक चुकौती रोलर या बुनाई नवोई को चालू करने की प्रक्रिया में, गणना की गई लंबाई के धागे की एक निश्चित संख्या कहा जाता है।
मालिक
- बुनाई मशीन के आधार की तैयारी में इंटरमीडिएट चरण, जो मोड़ विभाग में रिवाइंडिंग के बाद बॉबिन्स पर प्रवेश करने वाले मुख्य यार्न के अधीन है। वास्तव में, यह एक सरीसृप पैकेज के लिए बड़ी संख्या में घुमावदार पैक के साथ धागे का संघ है। एक चुकौती रोलर या बुनाई नवोई को चालू करने की प्रक्रिया में, गणना की गई लंबाई के धागे की एक निश्चित संख्या कहा जाता है।आधुनिक सरीसृप कार
तरीके फिर से
उत्पादन में चार विधियों का अभ्यास किया जाता है: आंशिक, रिबन, सेक्शनल और पूर्ण। इन तरीकों में से प्रत्येक पर बाधित और निरंतर हो सकता है।सबसे बड़ा प्रदर्शन प्रदान करने के लिए सबसे आम तरीका पार्टनर है। उद्यमों में अध्ययन और अनुभव भी दिखाया गया है कि एक प्रतिष्ठित दृश्य एक परेशान उपस्थिति है।
पार्टो
भागों के आधारों के फाइलों को फिर से रोलर्स पर एक निश्चित संख्या के साथ रखा जाता है, जो बुनाई नौोई पर धागे की संख्या के बराबर धागे की कुल संख्या के साथ एक बैच बनाते हैं।
पंचबैक का उपयोग किया जाता है, प्रौद्योगिकी की शर्तों के अनुसार, यार्न का एक काटने (कपास, लिनन, ऊनी रिंगर, कृत्रिम और सिंथेटिक धागे और धागे के लिए)।
फीता
एक बड़ी संख्या में घुमावदार पैक वाले धागे को एक विशेष ड्रम पर अलग रिबन पर रखा जाता है। रिबन में धागे की कुल संख्या वेव्का नवोई पर धागे की संख्या के बराबर होती है। फिर सभी टेप एक साथ बुनाई नवोई पर एक प्रकट रोलर के साथ कड़ा कर रहे हैं।
रिबन विधि का उपयोग किया जाता है: ऊन हार्डवेयर यार्न के लिए, क्योंकि इसमें एक उच्च रैखिक घनत्व होता है और इसमें कटौती नहीं होती है (न्यूनतम प्रक्रिया के साथ अपशिष्ट, और ऊनी धागा अन्य प्रकार की कच्चे माल की तुलना में बेहतर और अधिक महंगा है); जब कृत्रिम वध फिर से होता है, तो बड़ी संख्या में धागे होते हैं (10-12 हजार या अधिक); रंगीन धागे को बाहर करने के दौरान, मूल बातें एक तरीके से होती हैं, जटिल इंटरवेविंग के मामले में (आधार का तरीका रंग के धागे का अनुक्रम होता है)।
अनुभागीय
बड़ी संख्या में घुमावदार पैक वाले धागे अलग-अलग वर्गों (एक छोटी भर की चौड़ाई के साथ) पर लटकाए जाते हैं। धागे की कुल संख्या, व्यक्तिगत वर्गों में ढेर, बुनाई नवोई पर धागे की संख्या के बराबर है। व्यक्तिगत खंडों को तब सामान्य ट्रंक और फार्म बुनाई पर भर्ती किया जाता है
तकनीकी ऊतकों की मूल बातें तैयार करने के लिए उपयोग किया जाता है।
पूर्ण
बाहर निकलने के लिए पूर्ण तरीके की एक विशेषता यह है कि घुमावदार पैक के साथ आधार सीधे बुनाई नवोई पर घाव होता है।
मोड़ की प्रक्रिया के लिए आवश्यकताएँ
- प्रक्रिया में, यार्न या धागे के भौतिकीकरण एसवी-वीएएस को बिगड़ना नहीं चाहिए;
- फ़ीड धागे का तनाव समान होना चाहिए और, जब भी संभव हो, पूरी प्रक्रिया के दौरान निरंतर;
- मतदान की लंबाई की गणना की जानी चाहिए, बुनाई उपकरणों की एक पूरी श्रृंखला श्रद्धेय रोलर्स से प्राप्त की जानी चाहिए;
- घुमावदार रूप सख्ती से बेलनाकार होना चाहिए और विशिष्ट घुमावदार घनत्व को अपनाया गया मूल्य का पालन करना चाहिए;
- मोड़ की प्रक्रिया का प्रदर्शन अधिकतम होना चाहिए, और अपशिष्ट न्यूनतम है।
प्रक्रिया का सर्किट आरेख

आंकड़े "ए", "बी", "बी" में - एक आंशिक विधि दिखाया गया है ("ए और" बी - ड्रम से शाफ्ट की ड्राइव; "बी" - बिजली की मोटर से शाफ्ट की ड्राइव) ; "जी" - एक रिबन विधि।
1 आधार के धागे, घुमावदार पैक के साथ घुमावदार भागों के साथ घुमावदार भाग 2 और लाभान्वित पंक्ति 3 के माध्यम से रखा गया, मापने वाले शाफ्ट 4 को बढ़ाता है और प्रकट शाफ्ट (ड्रम) पर नेविगेट करता है 5. पॉइंटिंग शाफ्ट 6 घुमावदार को दबाने के लिए कार्य करता है ।
जैसा कि आकृति से देखा जा सकता है, मोड़ की रिबन विधि आंशिक से अलग है क्योंकि ड्रम 5 पर आधार घाव को बुनाई नौोई 7 को हटा दिया जाता है। यह रिबन मशीनों के अत्यधिक डाउनटाइम की ओर जाता है (मशीनों का सीपीवी नहीं होता है 0.3 - 0.4 से अधिक)। रिबन मशीनों की दक्षता में वृद्धि के लिए, श्रद्धेय ड्रम हटाने योग्य बनाते हैं; उन्हें मौलिक निधि के लिए श्लिचाल डिवीजन को भेजा जाता है।
यार्न और फाइबर के प्रकार के आधार पर, मशीनों की पिलोन योजनाओं (सिलेंडरों, तनाव उपकरणों, आदि) में अतिरिक्त डिवाइस सक्षम किए जा सकते हैं।

प्रक्रिया आरेख। तरीके फिर से
Vices, अपशिष्ट जब फिर से
गर्म सबसे खराब नींव और भविष्य के ऊतक की गुणवत्ता को खराब करता है, गिग्नम (अपशिष्ट) में वृद्धि करता है और श्लिकिंग मशीनों और बुनाई मशीनों के प्रदर्शन को कम करता है। जब यह संभव हो, तो निम्नलिखित vices संभव हैं:
- Fallowka - जब टूटे हुए धागे का अंत प्रकट रोलर पर धागे के अंत तक बाध्य नहीं होता है, और उस पर भिगो देता है;
- कोपपी - जब फटे हुए धागे का अंत एक खुलासा रोलर पर एक और धागे से बंधा होता है।
Fallowd और परिषद एक allincing के दौरान एक श्रद्धा रोलर पर harnesses के गठन का कारण बनता है, और जब बुनाई, दृष्टिकोण और धागे की उपज; - रोलर पर रवानिस - थ्रेड समूह का एक ब्रेक और उन्हें बीम या ऊन में बांधने के लिए बाध्यकारी;
- सरीसृप रोलर के किनारे में धागे काटने - फ्लैंज या निकला हुआ किनारा डिस्क के सापेक्ष पंक्ति की गलत सेटिंग का परिणाम;
- स्लैबिन और धागे का एक अलग तनाव - तनाव उपकरणों को अनुचित रूप से विनियमित करने या तनाव प्रणाली के वॉशर के नीचे से धागे को पर्ची का परिणाम;
- रोलर पर धागे की संख्या का अनुपालन और बोतल पर शर्त की स्थापना के दौरान खिड़कियों की अपवित्रता का परिणाम;
- क्षेत्र की लैंडलाइट - रोटर रोलर के असमान फिट के कारण कारणों तक होती है;
- गलत चेतावनी लंबाई - जब मीटर गलत होता है तो होता है;
- बाध्यकारी, बीम घुमावदार, विभिन्न प्रकार के यार्न के रोलर पर मिश्रण करते समय बड़े नोड्स भी होते हैं।
फिर से अपशिष्ट
- बॉबिन दरों के बदलाव के कारण
- धागे तोड़ते समय
रननी में तरलता
मोड़ में टूटना एक धागे के प्रति मिलियन मीटर की कई चट्टानों के रूप में निर्धारित किया जाता है। सूत्र द्वारा 1 मिलियन मीटर का दायरा माना जाता है:
पीड़ा
ओ \u003d के * 1000000 / एमएस * एलएसएन, [1 मिलियन मीटर प्रति क्लिफ]
K 1 खुलासा रोलर या टेप द्वारा चट्टानों की संख्या है;
एमएसएन - एक प्रकट रोलर या टेप पर धागे की संख्या; Lsn - गर्म लंबाई
कॉनिकल बॉबिन के साथ पुनर्निर्मित होने पर टूटने की परिमाण 1 मिलियन मीटर की सीमाओं पर स्थित है: 4-6% (मध्यम मोटाई के एक्स / बी यार्न); 8-10% (ऊन क्रेस्ट यार्न); 10-14% (ऊन हार्डवेयर यार्न)। स्क्रैपर स्क्रैप्स लगभग 2 गुना कम।
प्रकट मशीनों की सेवा
चल रही मशीनों को आमतौर पर 2 लोगों द्वारा सर्विस किया जाता है: एक रेवेलमैन और एक रावण। फिर से चट्टानों को समाप्त करता है, उलटा रोलर्स को बदलता है, कार भरता है, इसे साफ करता है और लुब्रिकेट करता है। कच्चे बाहरी बॉबिन फिर से जाने के दौरान टंबलर के अंदर स्पेयर बॉबिनेट्स पर शर्त को प्रतिस्थापित करता है। अक्सर 2-5 कारों के लिए एक ब्रिगेड (रैविन) 2-3 लोगों के रूप में काम करते हैं।
प्रकट मशीनों का प्रदर्शन
सैद्धांतिक उत्पादकता
पीटी \u003d वीसी * टी * एम * टी / 1000000, [किलो / एच]
वास्तविक प्रदर्शन
पीएफ \u003d पीटी * सीपीवी, [किलो / एच]
वीसी - मोड़ की गति, एम / मिनट;
टी प्रकट मशीन (टी \u003d 60 मिनट) का ऑपरेशन समय है;
एम - एक सरीसृप रोलर पर धागे की संख्या;
टी - रैखिक घनत्व, टेक्स; सीपीवी - उपयोगी समय का गुणांक (सीपीवी \u003d 0.4-0.6)।
पार्टन सरीसृप मशीन एसपी -140। प्रौद्योगिकी प्रणाली
आंशिक सरीसृप मशीन को उच्च गति पर श्रद्धांजलि के साथ जलाशय के साथ यार्न को चालू करने के लिए डिज़ाइन किया गया है। रिबन मशीनों के कारणों की तुलना में, जब यह संभव हो, मुख्य धागे के तनाव की एक बड़ी वर्दी सुनिश्चित की जाती है, तो नवयुग का सबसे अच्छा आकार और संरचना, श्रम लागत कम हो जाती है और बुनाई में उपचार की लागत कम हो जाती है।
बॉबिन फ्रेम 2 के साथ थ्रेड, एक प्रकट फ्रेम 2 पर स्थित, दो गाइड रॉड्स 3 के बीच और एक पंक्ति 4 के माध्यम से गुजरता है, मेरिलेट रोलर 5 को बढ़ाता है और फिर से शाफ्ट 6 पर नेविगेट करता है, जो क्लिनोरेम ट्रांसमिशन के माध्यम से इलेक्ट्रिक मोटर 7 से आंदोलन प्राप्त करता है 8. मुख्य यार्न को सील करना एक रोटरी शाफ्ट द्वारा किया जाता है। 9. पंक्ति 4, आरक्षित शाफ्ट के फ्लैंज के बीच समान रूप से मूल धागे को वितरित करने से आप मूलभूत धागे को एक दूसरे के समानांतर में डाल सकते हैं।

पार्टन सरीसृप मशीन एसपी -140। किनेमेटिक योजना
डीसी कंट्रोलोनेबल ट्रांसमिशन के इलेक्ट्रिक मोटर 5 से, आंदोलन को एक पुनर्निर्मित शाफ्ट में प्रेषित किया जाता है। 2 रोलर को फिर से शाफ्ट के बारे में घर्षण के कारण एक कदम बढ़ता है। Reunpel शाफ्ट पिनोलॉजिस्ट 9 और 4 के बीच स्थित है, जो, प्रकट शाफ्ट को ठीक करते समय, या इसे हटाने से पहले, इलेक्ट्रिक मोटर 3 से अक्षीय दिशा में आंदोलन प्राप्त कर सकते हैं।
इलेक्ट्रिक मोटर से पिनला से आंदोलन वर्म गियर, गियर और वर्म-स्क्रू गियर के माध्यम से प्रसारित किया जाता है। पिनोली पिनोल के सिरों पर स्पाइक्स के साथ एक प्रकट शाफ्ट से जुड़ा हुआ है और आरक्षित शाफ्ट डिस्क के झुंड में संबंधित ग्रूव। एक खुलासा रोलर के साथ पिनॉल के क्लैंप और डिस्कनेक्शन को इलेक्ट्रिक मोटर 3 के शाफ्ट पर क्लच को फिसलने से पहले किया जाता है।
मेरिले शाफ्ट 7 से, आंदोलन तहोजेर्गर 6 के दांत वाले गियर और दशमलव काउंटर 8 को प्रसारित किया जाता है।
पंक्ति एक निश्चित दूरी के लिए एक पारस्परिक आंदोलन बनाती है, जो एक खुलासा शाफ्ट पर धागे के बिखरने के बिखरने को सुनिश्चित करती है, उन्हें निचली परतों में रोकती है और सही बेलनाकार घुमाव को प्राप्त करने में योगदान देती है।
पंक्ति का पारस्परिक आंदोलन वर्म गियर और कोणीय लीवर के क्रैंक-कनेक्टिंग ट्रांसमिशन का उपयोग करके रिवर्सल शाफ्ट के घूर्णन के तंत्र से प्रसारित किया जाता है, जो पंक्ति के आंदोलन की रिपोर्ट करता है।
एक काम किया आरक्षित शाफ्ट को हटाने और खाली के पिनोलॉजिस्ट को आपूर्ति की व्यवस्था एक वर्म जोड़ी के साथ एक रिवर्सिंग इलेक्ट्रिक मोटर 1 से सक्रिय है, एक समान कीड़ा जो दांतेदार क्षेत्र को शाफ्ट पर बदल देती है 10. इलेक्ट्रिक मोटर 1 के साथ चालू हो जाती है दो बटनों में से एक: उनमें से एक की कार्रवाई के तहत एक खाली शाफ्ट उठाया जाता है, दूसरे की कार्रवाई के तहत - पूर्ण खुलासा शाफ्ट को कम करना।
मशीन पर रैखिक गति की स्थिरता को फिर से बनाए रखने के लिए एक तंत्र है क्योंकि घुमावदार व्यास घुमावदार शाफ्ट को बढ़ाता है। यह एक टैचोजेनेरेटर का उपयोग करके किया जाता है। एक श्रद्धा शाफ्ट पर आधार की घुमाव के व्यास में मामूली वृद्धि के साथ, स्वाभाविक रूप से, धागे की रैखिक वेग बढ़ जाती है, और चूंकि माप के बाद के धागे के घर्षण के कारण घूमता है, तो इसकी घूर्णन गति बढ़ जाती है। एक माप रोलर के साथ एक शाफ्ट पर एक tachogenerator है। यह इलेक्ट्रिक मोटर से जुड़ा हुआ है 5. टैचोजेनेरेटर द्वारा उत्पादित विद्युत प्रवाह बढ़ता है; चुंबकीय एम्पलीफायर के माध्यम से गुजर रहा है, यह वर्तमान की ताकत के अनुपात में एम्पलीफायर को demagnetys। चूंकि इलेक्ट्रिक मोटर 5 की शक्ति स्थिर है, इसलिए यह मोटर घुमाव को आपूर्ति की गई वोल्टेज में कमी और विद्युत मोटर चरखी की घूर्णन की गति में कमी आती है। इसके अलावा, इलेक्ट्रिक मोटर चरखी की घूर्णन की गति में कमी आरक्षित शाफ्ट के घुमावदार व्यास में वृद्धि के अनुपात में होती है।
इस प्रकार, प्रकट शाफ्ट पर आधार की घुमाव के व्यास में वृद्धि के साथ, इसकी घूर्णन गति कम हो जाती है, जिसके कारण रैखिक गति की स्थिरता सुनिश्चित होती है। हालांकि, मशीन के संचालन के दौरान, मशीन तंत्र की चमक के कारण रैखिक गति की स्थिरता से विचलन मनाए जाते हैं। परिवर्तन की गति परिवर्तनीय प्रतिरोध संभाल का उपयोग करके सेट है। मशीन एक तीर गति संकेतक से लैस है।
एक तीन चरण गियर संचरण की मदद से मेरिले शाफ्ट 7 से, आंदोलन को मोड़ की लंबाई के दशमलव काउंटर द्वारा प्रसारित किया जाता है। काउंटर की गणना 100,000 मीटर के आधार की अधिकतम लंबाई के लिए की जाती है।
धागे की लंबाई एक यांत्रिक पथ द्वारा मापा जाता है - एक मापने वाले दस्ता के साथ जुड़े एक मीटर जो चलती धागे पर घर्षण के कारण घूर्णन करता है। मोड़ की प्रक्रिया में, विशेष रूप से मशीन शुरू करने और रोकने के दौरान, माप शाफ्ट की सतह के साथ धागे की एक फिसल जाती है, जिसके परिणामस्वरूप धागे की वास्तविक लंबाई के बीच का अंतर, फिर से शाफ्ट पर ढेर होता है , और मीटर पढ़ने। इससे पार्टी को अंतिम रूप देने पर नरम सिरों के बाहर निकलने और अपूर्ण आधारों के गठन में वृद्धि होती है। विशेष रूप से प्रकट मशीनों के संचालन की यह गलतता आश्चर्य के साथ अड्डों के निर्माण में स्पष्ट है। एक पुन: शाफ्ट पर घुमावदार होने पर, स्थापित लंबाई मशीन का यार्न स्वचालित रूप से बंद हो जाता है।

प्रकट मशीन एसपी -140 की किनेमेटिक योजना
रिबन खुलासा मशीन एसएल -250-डब्ल्यू। प्रौद्योगिकी प्रणाली
एसएल -250-डब्ल्यू मशीन को रिबन को फिर से बुनाई नवोई पर धागे के बाद के प्रतिपादन के साथ क्रॉस घुमाव के शंकुधारी बॉबिन से रिबन फिर से ऊनी और सूती धागा के लिए डिज़ाइन किया गया है।
आधारों के फिलामेंट्स कॉनिकल बॉबिन 1 के साथ अभिसरण करते हैं, बॉबिनेटर्स पर स्थिर-घुड़सवार खुलासे वाले अनुभाग, स्ट्रेचिंग उपकरणों के माध्यम से गुजरते हैं - ब्रेक 3, सरीसृप फ्रेम के रैक पर तय किए गए, और फिर 4 तंत्र के संपर्क हुक के माध्यम से दोनों पार्टियों पर प्रकट फ्रेम के सामने वाले धागे की उपस्थिति को नियंत्रित करना। आधार के प्रकट फ्रेम से बाहर निकलने पर, आधार गाइड शाफ्ट 5, एक लाभप्रद पंक्ति 6, कैलिपर 7 की एक पंक्ति, मापने वाले शाफ्ट 8 और गाइड शाफ्ट 9 और एक चुकाए गए ड्रम 10 पर घाव बढ़ाने के माध्यम से गुजर रहे हैं।
आवेदन के लिए धन्यवाद, पुल अनुभागों के आरक्षण में पुनर्लेखन ऑपरेशन की तीव्र लागत कम हो गई है। बॉबिन्स को कैसे ट्रिगर किया जाता है, इस क्षेत्र में, बॉबिन और निथेनेटर के बीच के धागे काट दिए जाते हैं, भूरे रंग के खंड प्रकट फ्रेम से रेल पर आगे बढ़ते हैं, और बॉबिन के साथ पहले से स्थापित स्थानों के साथ अतिरिक्त अनुभागों को लिया जाएगा। इस प्रकार, मशीन रीलोडिंग को स्थानों को बदलने और आधार के आधारों के सिरों को बाध्य करने के लिए कम किया जाता है।
स्ट्रेचिंग डिवाइस का उपयोग थ्रेड के आवश्यक तनाव को बनाने के लिए किया जाता है जब उन्हें मरम्मत की गई ड्रम पर रखा जाता है।
विद्युत कार्रवाई के धागे को नियंत्रित करने की तंत्र एक या एक से अधिक धागे के ब्रेक के मामले में मशीन की स्वचालित रोक लगाती है।
विभाजन पंक्ति गाइड बॉडी है और साथ ही साथ समूहों पर धागे को आकार देने के लिए अलग-अलग आकार (कीमतों) को विभाजित करने के लिए अलग करता है। इस संबंध में, विभाजित पंक्ति में, दांतों की प्रणोदन और इसके अलावा, यह एक भारोत्तोलन डिवाइस से लैस है।
कैलिपर पंक्ति टेप की चौड़ाई और ड्रम में घुमाव के दौरान ड्रम प्रकट करने वाले ड्रम के रूप में टेप की पूर्वाग्रह और टेप की पूर्वाग्रह के लिए कार्य करता है।
मरिले शाफ्ट एक दशमलव गियर काउंटर से जुड़ा हुआ है। पहले टेप को विकसित करते समय (इसकी शुरुआत में, दशमलव काउंटर शामिल किया गया है और साथ ही साथ इसके साथ - सरीसृप ड्रम के क्रांति का काउंटर। पहले रिबन के अंत में, रिवर्सल ड्रम के क्रांति का काउंटर स्टॉपिंग मशीन के तंत्र को सक्रिय करता है। शेष टेप केवल इस मीटर की गवाही पर जुड़े हुए हैं। दो काउंटरों की उपस्थिति के कारण, एक ही लंबाई के घुमावदार टेप की संभावना संभव है। एक मीटर के साथ काम करते समय, माप के माप के साथ धागे की पर्ची की विभिन्न परिमाण के कारण एक ही लंबाई के सभी टेप प्राप्त करना असंभव है और स्टार्ट-अप के मामलों की एक अलग संख्या और ड्राइविंग करते समय मशीनों को रोकना असंभव है फीता।
स्वादिष्ट पंक्ति 6, कैलिपर 7 पंक्ति, एक दशमलव काउंटर और गाइड शाफ्ट 9 के साथ मेरिले शाफ्ट 8 कैलिपर तंत्र 11 की तालिका पर तय की गई है। टेप को अनसूरी करते समय, कैलिपर तंत्र की तालिका 11 इस पर तय की गई सभी विवरणों के साथ, ड्राइविंग स्क्रू के माध्यम से 12, गाइड 13 के साथ समान रूप से आगे बढ़ रहा है, इसके साथ, टेप की परतों के संबंधित विस्थापन सुनिश्चित किए जाते हैं और इसके क्रॉस सेक्शन का सही रूप बनाया जाता है। यार्न और टेप घनत्व की रैखिक घनत्व के आधार पर, कैलिपर आंदोलन का मूल्य भिन्न होता है।
रे-ड्रम 10 का परिधि 4 मीटर के बराबर है। इसके रोटेशन के साथ, ड्रम मजबूर अनुवाद आंदोलन की रिपोर्ट करता है। मरम्मत की गई ड्रम एक अलग ड्राइव से जबरन घूमती है।
जब प्रकट ड्रम एक Navito एक आधार बनाने के लिए आवश्यक रिबन की संख्या दी गई है, तो टेप बुनाई नौोई में टेप हैं।
इस ऑपरेशन को करने के लिए, मशीन में एक मशीन 16 है, जो प्रकटीकरण मशीन का दूसरा भाग है। धागे से गुजरने की प्रक्रिया में, धागे फिर से ड्रम 10 के साथ घायल होते हैं और, गाइड शाफ्ट 14 के माध्यम से गुजरते हुए, बुनाई डुबकी के लिए नेविगेट किया जाता है। गाइड शाफ्ट 14 का उपयोग आधार को बुनाई नवोई को निर्देशित करने के लिए किया जाता है और ए धागे के तनाव पैदा करने के लिए अतिरिक्त क्षेत्र। असल में, बुनते हुए नवोई को पास करने के दौरान आधार के फिलामेंट्स के तनाव की निर्दिष्ट परिमाण 10-ब्रेक ब्रेक द्वारा सरीसृप ड्रम को ब्रेक करके बनाया जाता है।
बुनाई नवोई को आधार पारित करने की प्रक्रिया में, ट्रांजिट मशीन 16 को ड्राइविंग स्क्रू की कार्रवाई के तहत ड्रम के साथ समान रूप से स्थानांतरित किया जाता है। यह आंदोलन कैलिपर को स्थानांतरित करने के बराबर है, लेकिन विपरीत दिशा में निर्देशित किया जाता है। बुनाई नौसेना के flanges के सापेक्ष आधार के आधारों की उचित बिछाने के लिए दबाने वाली मशीन की आंदोलन आवश्यक है। वीवायर नवोई एक अलग ड्राइव से घूमता है।

उत्पादन प्रक्रिया तैयार उत्पादों में कच्चे माल और सामग्रियों के परिवर्तन पर उद्यम कर्मियों के लक्षित कार्यों का संयोजन है।
उत्पादन प्रक्रिया के मुख्य घटक जो उत्पादन की प्रकृति निर्धारित करते हैं पेशेवर रूप से प्रशिक्षित कर्मियों हैं; चाहे उपकरण (मशीनरी, उपकरण, इमारतों, संरचनाओं, आदि); श्रम वस्तुओं (कच्चे माल, सामग्री, अर्द्ध तैयार उत्पादों); ऊर्जा (बिजली, थर्मल, मैकेनिकल, हल्का, मांसपेशी); सूचना (वैज्ञानिक, वाणिज्यिक, परिचालन उत्पादन, कानूनी, सामाजिक-राजनीतिक)।
इन घटकों की व्यावसायिक रूप से नियंत्रित बातचीत एक विशिष्ट उत्पादन प्रक्रिया बनाती है और इसे सामग्री बनाती है।
उत्पादन प्रक्रिया किसी भी उद्यम की गतिविधियों का आधार है। उत्पादन प्रक्रिया की सामग्री के उद्यम और इसकी उत्पादन इकाइयों के निर्माण पर निर्णायक प्रभाव पड़ता है।
उत्पादन प्रक्रिया का मुख्य हिस्सा तकनीकी प्रक्रिया है। तकनीकी प्रक्रिया के कार्यान्वयन के दौरान, ज्यामितीय रूपों में बदलाव, श्रम वस्तुओं के आकार और भौतिक विज्ञान गुण होते हैं।
उत्पादन में उनके महत्व और भूमिका में, उत्पादन प्रक्रियाओं को मूल, सहायक और सर्विसिंग में विभाजित किया जाता है।
मुख्य सामग्रियों को उत्पादन प्रक्रियाओं कहा जाता है, जिसके दौरान उद्यम द्वारा उत्पादित मुख्य उत्पादों का निर्माण किया जाता है।
सहायक में ऐसी प्रक्रियाएं शामिल हैं जो मुख्य प्रक्रियाओं के निर्बाध प्रवाह को सुनिश्चित करती हैं। उनका परिणाम उद्यम में उपयोग किए जाने वाले उत्पाद हैं। सहायक उपकरण की मरम्मत, उपकरणों का विनिर्माण, भाप का विकास, संपीड़ित वायु इत्यादि के लिए प्रक्रियाएं हैं।
सर्विसिंग प्रक्रियाओं को इस कार्यान्वयन के दौरान कहा जाता है कि बुनियादी और सहायक प्रक्रियाओं दोनों के सामान्य कार्यप्रणाली के लिए आवश्यक सेवाएं की जा रही हैं। ये परिवहन, भंडारण, भागों को चुनने, परिसर की सफाई आदि की प्रक्रियाएं हैं।
उत्पादन प्रक्रिया में विभिन्न प्रकार के विभिन्न संचालन होते हैं, जिन्हें क्रमशः मुख्य (तकनीकी) और सहायक में विभाजित किया जाता है।
तकनीकी संचालन एक या अधिक श्रमिकों द्वारा उत्पादन (भाग, नोड, उत्पाद) के ऊपर एक कार्यस्थल के ऊपर एक कार्यस्थल पर किए गए उत्पादन प्रक्रिया का हिस्सा है।
उत्पादों की उपस्थिति और उद्देश्य में, तकनीकी उपकरणों की डिग्री हाथ, मशीन-मैनुअल, मशीन और हार्डवेयर पर वर्गीकृत किया जाता है।
मैन्युअल संचालन मैन्युअल रूप से एक साधारण उपकरण (कभी-कभी मशीनीकृत) का उपयोग करके किया जाता है, उदाहरण के लिए, मैन्युअल रंग, असेंबली, उत्पाद की पैकेजिंग इत्यादि।
मशीन-मैनुअल ऑपरेशंस मशीनों और तंत्र की मदद से कार्यकर्ता की अनिवार्य भागीदारी के साथ किए जाते हैं, उदाहरण के लिए, इलेक्ट्रोकार्स पर माल की गाड़ी, मैन्युअल फ़ीड के साथ मशीनों पर भागों को संसाधित करना।
मशीन ऑपरेशंस को पूरी तरह से तकनीकी प्रक्रिया में श्रमिकों की न्यूनतम भागीदारी के साथ मशीन द्वारा किया जाता है, उदाहरण के लिए, मशीन प्रसंस्करण क्षेत्र में भागों को स्थापित करना और उन्हें संसाधित करने के अंत में उन्हें हटाकर, मशीनों के संचालन की निगरानी करना, यानी। श्रमिक तकनीकी संचालन में भाग नहीं लेते हैं, लेकिन केवल उन्हें नियंत्रित करते हैं।
हार्डवेयर संचालन विशेष इकाइयों (जहाजों, स्नान, भट्टियों, आदि) में आगे बढ़ते हैं। कार्यकर्ता उपकरण की सर्विसबिलिटी और उपकरणों की गवाही का निरीक्षण करता है और प्रौद्योगिकी की आवश्यकताओं के अनुसार कुल योग के संचालन के तरीकों में समायोजित करना संभव बनाता है। हार्डवेयर संचालन खाद्य, रसायन, धातुकर्म और अन्य उद्योगों में व्यापक हैं।
उत्पादन प्रक्रिया के संगठन में भौतिक वस्तुओं के निर्माण की एक प्रक्रिया में श्रम, उपकरण और वस्तुओं के संयोजन के साथ-साथ अंतरिक्ष में तर्कसंगत संयोजन और मुख्य, सहायक और सेवा प्रक्रियाओं के समय में भी शामिल होने में शामिल हैं।
उत्पादन प्रक्रिया के तर्कसंगत संगठन की आर्थिक दक्षता उत्पादों के उत्पादन चक्र की अवधि को कम करने, उत्पादों के उत्पादन के लिए लागत को कम करने, निश्चित उत्पादन संपत्तियों के उपयोग में सुधार करने और कार्यशील पूंजी के कारोबार में वृद्धि में सुधार करने में व्यक्त की जाती है।
उत्पादन का प्रकार नामकरण, नियमितता, स्थिरता और उत्पादन की मात्रा के कारण उत्पादन की तकनीकी, संगठनात्मक और आर्थिक विशेषताओं की व्यापक विशेषताओं द्वारा निर्धारित किया जाता है। उत्पादन के प्रकार की विशेषता वाले मुख्य सूचक किज़ के संचालन को ठीक करने का गुणांक है। कार्यस्थलों के समूह के लिए फास्टनिंग गुणांक को सभी अलग-अलग तकनीकी संचालन की संख्या के अनुपात के रूप में परिभाषित किया गया है या एक महीने के भीतर निष्पादन के अधीन, नौकरियों की संख्या के लिए:
Kz \u003d |
ओपीआई |
||||
आर। म। |
|||||
जहां कोपी आई-एम कार्यस्थल पर किए गए संचालन की संख्या है; केआरएम साजिश पर या कार्यशाला में नौकरियों की संख्या है।
उत्पादन के तीन प्रकार हैं: एकल, धारावाहिक, द्रव्यमान।
एकल उत्पादन को एक ही उत्पादों के उत्पादन की एक छोटी मात्रा, पुन: निर्माण और मरम्मत की विशेषता है, जिनकी आमतौर पर कल्पना नहीं की जाती है। एकल उत्पादन के लिए संचालन का फास्टनिंग गुणांक आमतौर पर 40 से ऊपर होता है।
सीरियल उत्पादन समय-समय पर दोहराए जाने वाले पार्टियों द्वारा उत्पादों के निर्माण या मरम्मत द्वारा विशेषता है। बैटरी या श्रृंखला में उत्पादों की संख्या और सुरक्षित संचालन के गुणांक के गुणों के आधार पर छोटे, मध्यम-इलाके और बड़े पैमाने पर उत्पादन को अलग करते हैं।
छोटे पैमाने पर उत्पादन के लिए, औसत उत्पादन के लिए 21 से 40 (समावेशी) के संचालन के उपवास गुणांक - बड़े पैमाने पर उत्पादन के लिए, 11 से 20 (समावेशी) के लिए - 1 से 10 (समावेशी) तक।
बड़े पैमाने पर उत्पादन की एक बड़ी मात्रा में उत्पाद उत्पादन की विशेषता है, लगातार लंबे समय तक निर्मित या मरम्मत की जाती है, जिसके दौरान अधिकांश नौकरियों पर एक ऑपरेटिंग ऑपरेशन किया जाता है। बड़े पैमाने पर उत्पादन के लिए संचालन के समेकन का गुणांक 1 के बराबर लिया जाता है।
प्रत्येक प्रकार के उत्पादन की तकनीकी और आर्थिक विशेषताओं पर विचार करें।
सिंगल और इसके करीब, छोटे पैमाने पर उत्पादन कार्यस्थलों में एक बड़े नामकरण के हिस्सों के निर्माण द्वारा विशेषता है जिनके पास एक निश्चित विशेषज्ञता नहीं है। यह उत्पादन विभिन्न उत्पादन आदेशों को करने के लिए काफी लचीला और अनुकूलित होना चाहिए।
एकल उत्पादन की स्थितियों में तकनीकी प्रक्रियाओं को प्रत्येक आदेश के लिए भागों की प्रसंस्करण के लिए मार्ग कार्ड के रूप में समेकित किया जाता है; भूखंड सार्वभौमिक उपकरण और एक स्नैप से लैस हैं, जो एक व्यापक नामकरण के कुछ हिस्सों का निर्माण प्रदान करते हैं। कई श्रमिकों द्वारा किए जाने वाले कार्यों की एक विस्तृत विविधता उन्हें विभिन्न पेशेवर कौशल की आवश्यकता होती है, इसलिए संचालन पर अत्यधिक योग्य श्रमिक हैं। कई क्षेत्रों में, विशेष रूप से अनुभवी उत्पादन में, व्यवसायों का संयोजन अभ्यास किया जाता है।
एकल उत्पादन की स्थितियों में उत्पादन के संगठन की अपनी विशेषताएं हैं। विवरण, आदेश और उनकी प्रसंस्करण के तरीकों की विविधता को ध्यान में रखते हुए, उत्पादन साइटों को एक तकनीकी सिद्धांत पर एक तकनीकी सिद्धांत पर बनाया जाता है जिसमें सजातीय समूहों के लिए उपकरण की व्यवस्था होती है। विनिर्माण प्रक्रिया में भागों के उत्पादन के इस तरह के एक संगठन के साथ, विभिन्न वर्गों के माध्यम से गुजरता है। इसलिए, जब उन्हें प्रत्येक बाद के ऑपरेशन (साजिश) में प्रेषित किया जाता है, तो निम्नलिखित ऑपरेशन करने के लिए प्रसंस्करण, परिवहन, नौकरी परिभाषाओं की गुणवत्ता के गुणवत्ता नियंत्रण को अच्छी तरह से काम करना आवश्यक है। परिचालन योजना और प्रबंधन की विशेषताएं समय पर कॉन्फ़िगरेशन और ऑर्डर के निष्पादन में शामिल हैं, संचालन के प्रत्येक भाग के प्रचार की निगरानी करते हैं,
साइटों और नौकरियों की व्यवस्थित लोडिंग प्रदान करना। सामग्री और तकनीकी आपूर्ति के संगठन में बड़ी कठिनाइयां उत्पन्न होती हैं। निर्मित उत्पादों का व्यापक नामकरण, सामग्रियों की बढ़ी खपत दर का उपयोग निर्बाध आपूर्ति में कठिनाइयों का निर्माण करता है, यही कारण है कि सामग्रियों के बड़े शेयर उद्यमों में जमा होते हैं, और यह बदले में, ओवेवर बकोनर में जाता है।
एकल उत्पादन संगठन की विशेषताएं आर्थिक संकेतकों को प्रभावित करती हैं। एक प्रकार के उत्पादन के एक प्रावधान के साथ उद्यमों के लिए, उत्पादों की अपेक्षाकृत उच्च जटिलता और संचालन के बीच हिस्सों की लंबी अवधि की परत के कारण अधूरा उत्पादन की एक बड़ी मात्रा विशेषता है। उत्पादों की लागत संरचना मजदूरी के उच्च हिस्से द्वारा विशेषता है। यह हिस्सा आमतौर पर 20-25% है।
एकल उत्पादन के तकनीकी और आर्थिक संकेतकों को बेहतर बनाने के लिए मुख्य संभावनाएं एक तकनीकी और संगठनात्मक स्तर पर धारावाहिक के साथ पहुंचने से जुड़ी हुई हैं। भागों और घटकों के भागों द्वारा निर्मित भागों और एकीकरण के नामकरण के संकुचन के साथ सीरियल उत्पादन विधियों का उपयोग संभव है, जो आपको विषय साइटों के संगठन में जाने की अनुमति देता है; भागों लॉन्च बैचों को बढ़ाने के लिए रचनात्मक निरंतरता का विस्तार; उत्पादन की तैयारी के लिए समय को कम करने और उपकरणों के उपयोग में सुधार के लिए भागों को बनाने के लिए डिजाइन और प्रक्रिया में प्रियजनों को समूहित करना।
सीरियल उत्पादन को कुछ अंतराल पर दोहराने वाले पार्टियों द्वारा भागों के सीमित नामकरण के निर्माण द्वारा विशेषता है। यह आपको सार्वभौमिक के साथ विशेष उपकरणों का उपयोग करने की अनुमति देता है। तकनीकी प्रक्रियाओं को डिजाइन करते समय, इसमें प्रत्येक ऑपरेशन को करने और स्नैप करने की प्रक्रिया शामिल होती है।
निम्नलिखित सुविधाओं को बड़े पैमाने पर उत्पादन आयोजित करने के लिए विशेषता है। एक नियम के रूप में, टीएसएचएचई, विषय आरक्षित क्षेत्रों की अपनी संरचना में हैं, जिन उपकरणों को मानक तकनीकी प्रक्रिया के दौरान निपटान किया जाता है। नतीजतन, नौकरियों के बीच अपेक्षाकृत सरल लिंक उनके निर्माण की प्रक्रिया में भागों के प्रत्यक्ष प्रवाह आंदोलन को व्यवस्थित करने के लिए और पूर्वापेक्षाएँ प्रदान की जाती हैं।
भूखंडों का विषय विशेषज्ञता एक दूसरे के बाद ऑपरेशन करने वाले कई मशीनों पर समानांतर भागों के हिस्से को संसाधित करने के लिए आवश्यक बनाता है। जैसे ही पिछला ऑपरेशन कई पहले भागों की प्रसंस्करण के साथ समाप्त होता है, वे पूरे बैच के प्रसंस्करण के अंत तक निम्नलिखित ऑपरेशन में प्रेषित होते हैं। इस प्रकार, बड़े पैमाने पर उत्पादन के तहत, उत्पादन प्रक्रिया का एक समानांतर अनुक्रम संगठन संभव हो जाता है। यह उनकी विशिष्ट विशेषता है।
बड़े पैमाने पर उत्पादन के मामले में संगठन के इस या उस रूप का आवेदन जारी किए गए उत्पादों की जटिलता और मात्रा पर निर्भर करता है। तो, बड़े, श्रम-केंद्रित विवरण, में निर्मित
बड़ी मात्रा में और एक समान तकनीकी प्रक्रिया होने, एक साइट पर आईटी वैरिएबल-फ्लो उत्पादन पर संगठन के साथ एनशिन। मध्यम आकार, बहुभाषी और कम श्रम-गहन का विवरण पार्टी में संयुक्त है। यदि उत्पादन में उनमें से लॉन्च नियमित रूप से दोहराया जाता है, तो समूह प्रसंस्करण के हिस्सों का आयोजन किया जाता है। छोटे, कम तकनीक वाले हिस्सों, जैसे सामान्यीकृत स्टड, बोल्ट, एक विशेष साइट द्वारा तय किए जाते हैं। इस मामले में, प्रत्यक्ष प्रवाह उत्पादन का संगठन संभव है।
सीरियल उत्पादन उद्यमों के लिए, इकाई की तुलना में काफी कम, श्रम तीव्रता और विनिर्माण उत्पादों की लागत विशेषता है। बड़े पैमाने पर उत्पादन में, इकाई की तुलना में, उत्पादों को छोटे अंतराल के साथ संसाधित किया जाता है, जो कार्य की मात्रा को प्रगति में कम कर देता है।
संगठन के दृष्टिकोण से, बड़े पैमाने पर उत्पादन में श्रम उत्पादकता वृद्धि का मुख्य रिजर्व ट्रैक्ट उत्पादन के तरीकों का परिचय है।
बड़े पैमाने पर उत्पादन की विशेषता सबसे बड़ी विशेषज्ञता से है और बड़ी मात्रा में भागों के सीमित नामकरण के निर्माण की विशेषता है। मास उत्पादन सबसे सही उपकरणों से लैस है जो आपको लगभग पूरी तरह से भागों के निर्माण को स्वचालित करने की अनुमति देता है। स्वचालित स्ट्रीम लाइनों को बहुत सारे वितरण प्राप्त हुए।
मशीनिंग की तकनीकी प्रक्रियाओं को संक्रमण से अधिक ध्यान से विकसित किया जाता है। प्रत्येक मशीन अपेक्षाकृत कम संख्या में संचालन से सुरक्षित होती है, जो नौकरियों का सबसे पूरा बूट सुनिश्चित करती है। उपकरण व्यक्तिगत विवरण की तकनीकी प्रक्रिया की प्रक्रिया के साथ श्रृंखला में स्थित है। श्रमिक एक, दो संचालन करने में विशेषज्ञ हैं। ऑपरेशन के लिए ऑपरेशन से विवरण टुकड़े द्वारा प्रसारित किया जाता है। बड़े पैमाने पर उत्पादन के मामले में, अंतर-परिचालन परिवहन आयोजित करने का महत्व, नौकरियों का रखरखाव बढ़ रहा है। उपकरण, उपकरणों, उपकरण काटने की स्थिति की स्थायी निगरानी उत्पादन प्रक्रिया की निरंतरता सुनिश्चित करने के लिए स्थितियों में से एक है, जिसके बिना क्षेत्रों में और कार्यशालाओं में काम की लय अनिवार्य रूप से उल्लंघन की जाती है। उत्पादन के सभी सितारों में दी गई लय को बनाए रखने की आवश्यकता बड़े पैमाने पर उत्पादन में प्रक्रियाओं के संगठन की एक विशिष्ट विशेषता बन जाती है।
मास उत्पादन उपकरण का सबसे पूरा उपयोग, श्रम उत्पादकता का एक उच्च समग्र स्तर, विनिर्माण उत्पादों की सबसे कम लागत सुनिश्चित करता है। टैब में। 1.1 विभिन्न प्रकार के उत्पादन की तुलनात्मक विशेषताओं पर डेटा प्रस्तुत किया जाता है।
तालिका 1.1 विभिन्न प्रकार के उत्पादन की तुलनात्मक विशेषताएं
तुलनीय |
उत्पादन का प्रकार |
|||||||
लक्षण |
एक |
धारावाहिक |
द्रव्यमान |
|||||
शब्दावली |
असीमित |
सीमित |
||||||
रिलीज की मात्रा |
शब्दावली |
शब्दावली |
शब्दावली |
|||||
a द्वारा निर्मित |
निर्मित |
बी द्वारा निर्मित |
||||||
पार्टी |
||||||||
मात्रा |
||||||||
repeatability |
अनुपस्थित |
सामयिक |
लगातार |
|||||
प्रयोज्यता |
यूनिवर्सल |
आंशिक रूप से विशेष |
बुनियादी |
|||||
उपकरण |
विशेष |
|||||||
फिक्सिंग |
अनुपस्थित |
सीमित |
एक दो |
संचालन |
||||
संचालन |
विस्तृत संचालन |
मशीन पर |
||||||
मशीनों |
||||||||
स्थान |
||||||||
उपकरण |
सजातीय मशीनें |
प्रसंस्करण |
प्रौद्योगिकीय |
|||||
रचनात्मक |
प्रोसेस |
प्रसंस्करण |
||||||
तकनीकी रूप से |
||||||||
समान विवरण |
||||||||
वस्तुओं का स्थानांतरण |
संगत |
समानांतर |
समानांतर |
|||||
संचालन के साथ श्रम |
समानांतर |
|||||||
सर्जरी के लिए |
||||||||
संगठन का रूप |
प्रौद्योगिकीय |
विषय |
सरल |
|||||
विनिर्माण |
||||||||
प्रोसेस |
||||||||
1.4. उत्पादन प्रक्रिया का संगठन
में स्थान और समय
उद्यम की तर्कसंगत उत्पादन संरचना का निर्माण निम्नलिखित क्रम में किया जाता है:
- उद्यम की दुकानों की संरचना, उत्पादों के दिए गए आउटपुट प्रदान करने के आकार में उनकी शक्ति स्थापित की गई है;
- प्रत्येक कार्यशाला और गोदाम के लिए वर्गों की गणना की जाती है, उद्यम की सामान्य योजना में स्थानिक स्थान निर्धारित होते हैं;
- उद्यम के भीतर सभी परिवहन लिंक की योजना बनाई गई है, देश भर में उनकी बातचीत (उद्यम के लिए बाहरी) पथ;
- उत्पादन प्रक्रिया के साथ श्रम वस्तुओं के अवरोध आंदोलन का सबसे छोटा मार्ग निर्धारित किया जाता है।
उत्पादन इकाइयों में निशान, साइट्स, प्रयोगशालाएं, नियंत्रण जांच से गुजरना, मुख्य उत्पादों (उद्यम द्वारा निर्मित), घटकों (पक्ष से खरीदे गए), सामग्री और शामिल हैं
अर्द्ध तैयार उत्पादों, उत्पादों के रखरखाव के लिए स्पेयर पार्ट्स और ऑपरेशन के दौरान मरम्मत; तकनीकी उद्देश्यों आदि के लिए विभिन्न प्रकार की ऊर्जा उत्पन्न होती है।
सेवा मेरे कर्मचारियों की सेवा करने वाले विभागों में आवास बमबारी विभाग, उनकी सेवाएं शामिल हैं,फैक्टरी-रसोई, डाइनिंग रूम, बफेट्स, किंडरगार्टन और नर्सरी, सैंटोरियम, बोर्डिंग हाउस, हॉलिडे होम, प्रिविटीज, मेडिकल स्कूल, स्वैच्छिक खेल समाज, तकनीकी प्रशिक्षण विभाग और शैक्षणिक संस्थान उत्पादन योग्यता में लगे हुए, श्रमिकों के सांस्कृतिक स्तर, इंजीनियरिंग श्रमिकों, कर्मचारियों।
उद्यम की मुख्य संरचनात्मक उत्पादन इकाई (प्रबंधन की विकिरण संरचना के साथ उद्यमों को छोड़कर) एक कार्यशाला है - एक प्रशासनिक क्षेत्र जो सामान्य उत्पादन प्रक्रिया (उत्पादन चरण) का एक निश्चित हिस्सा करता है।
आओ काफी पूर्ण विभाजन हैं, वे आर्थिक गणना के सिद्धांतों पर काम करते हैं। मैकेनिकल इंजीनियरिंग में, एक नियम के रूप में जाता है, चार समूहों में विभाजित होते हैं: मूल, सहायक, पक्ष और उपयोगिता। मुख्य कार्यशालाओं में, कार्यान्वयन के लिए इरादे वाले उत्पादों के निर्माण के लिए संचालन किया जाता है। मुख्य लक्ष्यों को भंडार, मशीनिंग और असेंबली में बांटा गया है।
सेवा मेरे फाउंड्री में रिक्त शामिल हैलोहार-मुद्रांकन, ब्लैकस्मिथ-प्रेस, कभी-कभी वेल्डेड संरचनाओं के सेट; खेती करने के लिए
- तंत्र, लकड़ी के काम, थर्मल, इलेक्ट्रोप्लाटिंग के सेट, पेंट और वार्निश सुरक्षात्मक और भागों के सजावटी कोटिंग्स, असेंबली के लिए - उत्पादों की कुल और अंतिम असेंबली, उनके रंग, उपकरण स्पेयर पार्ट्स और हटाने योग्य उपकरण के सेट।
सहायक सेट वाद्ययंत्र, गैर मानक उपकरण, मॉडल, मरम्मत, ऊर्जा, परिवहन हैं।
साइड - Tsehi उपयोग और धातु अपशिष्ट धातु के तरीकों की प्रसंस्करण और bulpotreb के सिगरेट, ब्रिकेट में चिप्स दबाकर। उपलब्ध - Tsehi, पैकेजिंग उत्पादों के लिए विनिर्माण कंटेनर, sawn जंगलों जो संरक्षित उत्पादों, इसकी पैकेजिंग, लोडिंग और उपभोक्ता को भेज रहे हैं।
इन दुकानों के अलावा, लगभग हर मशीन-निर्माण संयंत्र में गैर-औद्योगिक खेतों (उपयोगिताओं, सांस्कृतिक और घरेलू, आवास इत्यादि) की सेवा वाली उत्पादन ट्रेन, सेवाएं और विभाग हैं।
सभी मशीन निर्माण संयंत्रों की संरचना में एक निश्चित स्थान गोदाम, स्वच्छता और तकनीकी उपकरणों और संचार (पावर ग्रिड, गैस और वायु कंद, हीटिंग, वेंटिलेशन, अच्छी तरह से बनाए रखा सड़क रेल और बढ़िया परिवहन, आदि द्वारा कब्जा कर लिया गया है।
एसोसिएशन (एंटरप्राइज़) की उत्पादन संरचना में एक विशेष भूमिका डिजाइन, तकनीकी इकाइयों द्वारा खेला जाता है,
अनुसंधान संस्थानों और प्रयोगशालाओं। यह चित्र, तकनीकी प्रक्रियाओं और प्रयोगात्मक कार्यों को विकसित कर रहा है, उत्पादों के डिजाइनों को गोस्ट, तकनीकी स्थितियों, प्रयोगात्मक और प्रयोगात्मक डिजाइन कार्यों की आवश्यकताओं के साथ पूर्ण अनुपालन में लाया जाता है। एक विशेष बल के साथ इन इकाइयों में, उत्पादन के साथ विज्ञान का एकीकरण प्रकट होता है।
कार्यशालाओं में बुनियादी और सहायक उत्पादन साइटें शामिल हैं।
मुख्य उत्पादन साइटें एक तकनीकी या विषय वस्तु पर बनाई गई हैं। तकनीकी विशेषज्ञता के सिद्धांत पर आयोजित क्षेत्रों में, एक निश्चित प्रजातियों के तकनीकी संचालन किए जाते हैं। फाउंड्री शॉप में, उदाहरण के लिए, निम्नलिखित तकनीकी दिशाओं में क्षेत्रों का आयोजन किया जा सकता है: भूमि-प्राप्त करने, रॉड्स का निर्माण, कास्टिंग फॉर्म, तैयार कास्टिंग की प्रसंस्करण, आदि, ब्लैकस्मिथ में - हथौड़ा और प्रेस पर जाली रिक्त स्थान बनाने के लिए अनुभाग, गर्मी उपचार, आदि, यांत्रिक - मोड़, घूमने, मिलिंग, पीसने, साजिश और अन्य क्षेत्रों में, असेंबली में - नोडल और उत्पादों की अंतिम असेंबली के अनुभाग, उनके हिस्सों और प्रणालियों के परीक्षण, नियंत्रण स्टेशन, चिकनाई इत्यादि। ।
विषय विशेषज्ञता के सिद्धांत द्वारा आयोजित क्षेत्रों में, परिणामस्वरूप अलग-अलग प्रकार के संचालन नहीं होते हैं, और सामान्य रूप से तकनीकी प्रक्रियाएं, परिणामस्वरूप, इस साइट के लिए पूर्ण उत्पादों को प्राप्त करती हैं।
सहायक कंपनी में मुख्य मैकेनिक की साइटें और मुख्य मरम्मत और यांत्रिकी और ऊर्जा उपकरणों के रखरखाव में मुख्य ऊर्जा शामिल हैं; टूल-डिस्पेंसर पेंट्री एक तेज कार्यशाला, परिवहन सेवा, मरम्मत कार्यशाला और तकनीकी उपकरणों की अच्छी स्थिति में रखरखाव आदि के साथ पेंट्री।
एंटरप्राइज़ में सेवा और वर्तमान मरम्मत की एक केंद्रीकृत प्रणाली के साथ, कार्यशालाओं में सहायक साइटें नहीं बनाई गई हैं।
सहायक लक्ष्यों और भूखंडों को समान संकेतों के अनुसार व्यवस्थित किया जाता है कि मुख्य उत्पादन के कोर और भूखंड।
बाहरी पर्यावरणीय कारकों के लिए प्रबंधन उद्यमों का निरंतर उपचार उद्यम की स्थिरता को बढ़ावा देने और बाजार मध्यम पारदर्शी उत्तेजनाओं के लिए इसकी लचीली प्रतिक्रिया को बढ़ावा देने के लिए समय-समय पर प्रबंधन संरचना को बदलना संभव बनाता है। यही कारण है कि उत्पादन प्रबंधन (क्षेत्रीय, परिवहन, संसाधन, तकनीकी, आदि कारकों के संगठन के रूप में कार्यों की एक प्रणाली के रूप में, उद्यम के विकास को उन्मुख करने के लिए आवश्यक है।
कई कारक विनिर्माण संरचना को प्रभावित करते हैं:
उद्यम का क्षेत्रीय संबद्धता - उत्पादों का नामकरण, इसकी डिज़ाइन सुविधाओं, उपयोग की जाने वाली सामग्री, रिक्त स्थान प्राप्त करने और प्रसंस्करण के लिए विधियां; उत्पाद की डिजाइन और विनिर्माण की सादगी; उत्पाद की गुणवत्ता के लिए आवश्यकताओं का स्तर; उत्पादन प्रकार, इसकी विशेषज्ञता और सहयोग का स्तर;
उपकरण और तकनीकी उपकरण की संरचना (सार्वभौमिक, विशेष, गैर मानक उपकरण, कन्वेयर या स्वचालित रेखाएं):
- उपकरण रखरखाव का केंद्रीकृत या विकेन्द्रीकृत संगठन, इसके तकनीकी उपकरणों की वर्तमान मरम्मत;
- संशोधित उत्पाद श्रृंखला में नए उत्पादों की रिहाई के पुनर्निर्माण के लिए उत्पादन की क्षमता तत्काल और बिना नुकसान के है;
- बुनियादी, सहायक, पक्ष और उपयोगिता दुकानों में उत्पादन प्रक्रिया की प्रकृति।
विभिन्न उद्योगों के उद्यम की उत्पादन संरचना में मुख्य उत्पादन की प्रकृति से उत्पन्न होने वाली अपनी विशेषताएं हैं।
कपड़ा कारखानों में, ज्यादातर मामलों में, एक तकनीकी संरचना यार्न और कठोर आर्टिकुलास के कुछ कमरों पर व्यक्तिगत साइटों के साथ-साथ विशेषज्ञता के साथ काम कर रही है। कारखानों की सबसे बड़ी संख्या में ऊतक निर्माण के सभी चरण हैं: कताई, बुनाई, परिष्करण। कारखाने का एक हिस्सा एक या दो चरणों को करने में माहिर हैं।
तकनीकी संरचना धातुगत कारखानों पर प्रचलित है। कॉपीपेड, डोमेन, स्टील, रोलिंग टीएसएचआईएचआईआई बनाया गया है।
विभिन्न उद्योगों के उद्यमों की उत्पादन संरचना में सामान्य
- सहायक और सर्विसिंग फार्म का संगठन। किसी भी उद्योग के उद्यम में मुख्य ऊर्जा और मुख्य मैकेनिक, परिवहन और गोदाम उपलब्ध हैं। मशीन-बिल्डिंग प्लांट पर एक वस्त्र कारखाने - भरने और शटल कार्यशालाओं, कपड़ा उत्पादन के लिए विनिर्माण उपकरण पर हमेशा एक वाद्य यंत्र है।
एंटरप्राइज़ (एसोसिएशन) की उत्पादन संरचना को चुनने और सुधारने का सवाल नए उद्यमों के निर्माण और मौजूदा पुनर्निर्माण के दौरान दोनों को हल किया जाना चाहिए।
उत्पादन संरचना में सुधार के मुख्य तरीके:
- उद्यमों और कार्यशालाओं का विस्तार;
- इमारत की दुकानों के एक और उन्नत सिद्धांत को खोजें और कार्यान्वित करें
तथा विनिर्माण उद्यम;
- मुख्य, सहायक और सर्विसिंग कार्यशालाओं के बीच तर्कसंगत संबंधों के अनुपालन;
- तर्कसंगत उद्यमों की योजना बनाने पर लगातार काम;
- व्यक्तिगत उद्यमों का एकीकरण, शक्तिशाली औद्योगिक का निर्माण औरउत्पादन की एकाग्रता के आधार पर वैज्ञानिक और उत्पादन संघ;
- उद्यम के सभी हिस्सों के बीच आनुपातिकता सुनिश्चित करना;
- उत्पादन प्रोफ़ाइल बदलना, यानी उत्पाद उत्पादन, विशेषज्ञता और सहयोग; उत्पादन के संयोजन का विकास; प्राप्तिरचनात्मक तकनीकी समरूपता
व्यापक एकीकरण और मानकीकरण के कारण उत्पाद; एक बीच की तरह उद्यम प्रबंधन संरचना बनाना। उद्यमों और कार्यशालाओं का समेकन व्यापक पैमाने पर नई उच्च-प्रदर्शन तकनीकों को पेश करने, लगातार प्रौद्योगिकी में सुधार करने, उत्पादन के संगठन में सुधार करने की अनुमति देता है।
कार्यशालाओं और उत्पादन स्थलों की संरचना में सुधार के लिए रिजर्व की पहचान और कार्यान्वयन उत्पादन संरचना में वृद्धि, उत्पादन दक्षता में वृद्धि के कारक है।
मुख्य, सहायक और सर्विसिंग कार्यशालाओं और साइटों के बीच तर्कसंगत संबंधों के अनुपालन का उद्देश्य नियोजित श्रमिकों की संख्या, निश्चित संपत्तियों की लागत, कब्जे वाले क्षेत्रों के आकार में मुख्य कार्यशालाओं की विशिष्ट गुरुत्वाकर्षण बढ़ाने के लिए किया जाना चाहिए।
योजना का तर्कसंगतता उद्यम की मास्टर योजना में सुधार का तात्पर्य है।
उपलब्ध क्षमताओं, संसाधनों और एक अनुकूल बाजार की स्थिति के उपयोग की गुणवत्ता उत्पादन योजना तंत्र से जुड़ी है। योजना की योजना में संभावित परिवर्तन के लिए एक इष्टतम योजना का निर्माण बाहरी आर्थिक माहौल में उद्यम की आंतरिक स्थिरता को लागू करने की कुंजी है। यही कारण है कि भौतिक योजना सामग्री को विशेष ध्यान देना चाहिए।
मास्टर प्लान एक औद्योगिक उद्यम की परियोजना के सबसे महत्वपूर्ण भागों में से एक है, जिसमें क्षेत्र के नियोजन और सुधार, भवनों की नियुक्ति, संरचनाओं, परिवहन संचार, इंजीनियरिंग नेटवर्क, व्यापार और घरेलू संगठन के मुद्दों के लिए व्यापक समाधान शामिल है सेवाओं, साथ ही एक औद्योगिक क्षेत्र (नोड) में उद्यम का स्थान।
सामान्य योजना को उच्च मांगें प्रस्तुत की जाती हैं, जिनमें से मुख्य हैं:
1) उत्पादन इकाइयों का स्थान तकनीकी प्रक्रिया की प्रक्रिया में सख्ती से है - कच्चे माल, सामग्री और अर्द्ध तैयार उत्पादों, खरीद, मशीनिंग, असेंबली टीएसएचएस, तैयार उत्पादों के गोदामों के गोदामों;
2) सहायक स्थलों की नियुक्ति, मुख्य उत्पादन दुकानों के पास खेतों जो वे सेवा करते हैं;
3) उद्यम के अंदर रेलवे ट्रैक के तर्कसंगत उपकरण। उन्हें कच्चे माल, सामग्रियों और अर्द्ध तैयार उत्पादों के गोदामों के दोनों परिसर और तैयार उत्पादों के गोदामों के अधीन होना चाहिए, जहां सामान हटाने योग्य उपकरण, स्पेयर पार्ट्स, संरक्षण, पैकेजिंग, कैपिंग, लोडिंग, उत्पादों के प्रेषण द्वारा किए जाते हैं उपभोक्ता के लिए;
4) सबसे बड़ी प्रत्यक्ष सटीकता और कच्चे माल, सामग्रियों, अर्द्ध तैयार उत्पादों और तैयार उत्पादों को परिवहन करने के सबसे कम तरीके;
5) काउंटर और वापसी दोनों के अंदर और बाहर प्रवाह का अपवाद;
6) उद्यम के बाहरी संचार के स्थान के लिए सबसे उपयुक्त विकल्प और इंजीनियरिंग नेटवर्क, राजमार्ग सड़कों, रेलवे इत्यादि तक पहुंच।
7) लेबोरेटरीज के ब्लॉक में आवास (मापने, रसायन,एक्स-रे नियंत्रण, अल्ट्रासाउंड, आदि) उनकी सेवा, साथ ही साथ गर्मी उपचार की दुकानों और भागों की सुरक्षात्मक कोटिंग्स, तैयार उत्पादों।
बड़े उद्यमों में, लक्ष्यों को आवास में गठबंधन करने की सलाह दी जाती है। उद्यमों को डिजाइन करते समय, देखभाल करना आवश्यक है
बिल्डिंग बिल्डिंग। उत्पाद की प्रकृति के आधार पर, यदि संभव हो, तो इसकी डिज़ाइन विशेषताएं, एक बहु-मंजिला संस्करण में हल करने के लिए। दुकानों, कार्यशाला ब्लॉक और बाड़ों के बीच तर्कसंगत दूरी चुनते हैं, स्वच्छता की स्थिति, सुरक्षा और अग्नि सुरक्षा आवश्यकताओं को देखते हुए।
पीईएल सामान्य को उद्यम के आगे के विकास की संभावना भी प्रदान करना चाहिए और ऐसी उत्पादन संरचना सुनिश्चित करना चाहिए जिसमें सबसे कम उत्पादन परिणाम सबसे कम लागत पर हासिल किए जा सकते हैं; उद्यम के सभी कर्मचारियों के हितों को अधिकतम करने के लिए स्थितियां बनाएं।
बुनियादी, सहायक, पक्ष, उपयोगिता कार्यशालाओं का प्लेसमेंट
तथा खेतों, प्रबंधन निकायों, उद्यम के क्षेत्र में परिवहन राजमार्गों की सेवा करने वाले प्लॉट उत्पादन के संगठन, इसकी अर्थव्यवस्था पर एक बड़ा प्रभाव डालते हैं;
कार्गो प्रवाह की दिशा, रेल के पटरियों की लंबाई निर्धारित करता है
तथा बेकार तरीके, साथ ही उत्पादन क्षेत्रों के उपयोग की दक्षता।
विकास की कॉम्पैक्टनेस, इसकी तर्कसंगत घनत्व और फर्श पूंजी निवेश को बचाने, निर्माण कार्य और अंतर-जल परिवहन की मात्रा को कम करने, संचार की लंबाई को कम करने, एकीकृत को लागू करने के लिए उत्पादन चक्र की अवधि को कम करने के लिए संभव बनाता है उत्पादन और सहायक प्रक्रियाओं के मशीनीकरण और स्वचालन, व्यापक पैमाने पर गोदाम पर तैयार उत्पाद के रहने के समय को कम करें, श्रम उत्पादकता में सुधार, उत्पाद की गुणवत्ता में सुधार, इसकी लागत को कम करें।
परियोजना संस्थानों, इंजीनियरिंग और तकनीकी श्रमिकों और औद्योगिक उद्यमों के औद्योगिक श्रमिकों के कर्मचारियों का कार्य उत्पादन संरचना, कार्यशालाओं और उत्पादन स्थलों की नियुक्ति में निरंतर सुधार है। विशेष रूप से इस मुद्दे पर गंभीर ध्यान पुनर्निर्माण, तकनीकी पुन: उपकरण, उद्यम के विस्तार और नए निर्माण के दौरान दिया जाना चाहिए। पौधे की मास्टर प्लान में सुधार - उत्पादन की दक्षता में सुधार, उत्पादों और कामकाजी परिस्थितियों में सुधार के लिए देखभाल का अभिव्यक्ति।
उद्यम के उत्पादन को सुनिश्चित करने की गतिशीलता पर जानकारी का विश्लेषण और बाजार द्वारा अपने उत्पादन की मांग इसकी स्थायित्व के गुणात्मक मूल्यांकन के लिए एक शर्त है। साथ ही उद्यम में उत्पादन के उत्पादन पर ध्यान देना भविष्य में उद्यम और टिकाऊ विकास की क्षमता या अक्षमता के कारकों को प्रकट कर सकता है। साथ ही, इस तरह के विश्लेषण के तंत्र को सेवा के गुणों के संबंधों और उद्यम में उत्पादन के उत्पादन की समग्र विशेषताओं को सुनिश्चित करने के उद्देश्यों के संबंध में तय किया जा सकता है।
उत्पादन संगठन का रूप समय का एक निश्चित संयोजन है और उत्पादन प्रक्रिया के तत्वों के अंतरिक्ष में अपने एकीकरण के इसी स्तर पर, टिकाऊ संबंधों की प्रणाली द्वारा व्यक्त किया जाता है।
विभिन्न अस्थायी और स्थानिक संरचनात्मक निर्माण उत्पादन संगठन के प्रमुख रूपों का एक सेट बनाते हैं। उत्पादन संगठन की अस्थायी संरचना उत्पादन प्रक्रिया के तत्वों की संरचना और समय पर उनकी बातचीत के लिए प्रक्रिया द्वारा निर्धारित की जाती है। अस्थायी संरचना के प्रकार के अनुसार, उत्पादन में श्रम वस्तुओं के लगातार, समानांतर और समांतर-निरंतर संचरण के साथ संगठन के रूप प्रतिष्ठित हैं।
श्रम वस्तुओं के निरंतर संचरण के साथ उत्पादन संगठन का रूप उत्पादन प्रक्रिया के तत्वों का एक संयोजन है, जो एक मनमाने ढंग से मूल्य के पार्टियों द्वारा सभी उत्पादन स्थलों में संसाधित उत्पादों के आंदोलन को सुनिश्चित करता है। प्रत्येक बाद के ऑपरेशन के लिए श्रम वस्तुएं पिछले ऑपरेशन पर पूरे बैच की प्रसंस्करण के अंत के बाद ही प्रसारित की जाती हैं। यह फॉर्म उत्पादन कार्यक्रम में उत्पन्न होने वाले परिवर्तनों के संबंध में सबसे अधिक लचीला है, यह आपको उपकरण का पूरी तरह से उपयोग करने की अनुमति देता है, जो इसे खरीदने की लागत को कम करना संभव बनाता है। उत्पादन के संगठन के इस तरह के एक रूप का नुकसान उत्पादन चक्र की अपेक्षाकृत बड़ी अवधि है, क्योंकि प्रत्येक भाग के बाद के ऑपरेशन करने से पहले, यह पूरे बैच की प्रसंस्करण की प्रत्याशा में पीड़ित है।
श्रम वस्तुओं के समानांतर संचरण के साथ उत्पादन के संगठन का रूप उत्पादन प्रक्रिया के तत्वों के इस तरह के संयोजन पर आधारित है, जो आपको ऑपरेशन से ऑब्जेक्ट आइटम को टुकड़े के संचालन और प्रतीक्षा के बिना चलाने, संसाधित करने और प्रसारित करने की अनुमति देता है । उत्पादन प्रक्रिया के इस तरह के एक संगठन प्रसंस्करण में विवरणों की संख्या में कमी, भंडारण और पास के लिए आवश्यक क्षेत्रों में आवश्यकताओं में कमी की ओर ले जाता है। इसके नुकसान - संचालन की अवधि में मतभेदों के कारण उपकरण (नौकरियों) के संभावित डाउनटाइम में।
श्रम वस्तुओं के समानांतर-निरंतर संचरण के साथ उत्पादन संगठन का रूप मध्यवर्ती है
अनुक्रमिक और समांतर रूपों और आंशिक रूप से उनमें अंतर्निहित त्रुटियों को समाप्त करता है। ऑपरेशन के लिए ऑपरेशन के साथ उत्पाद परिवहन पार्टियों द्वारा प्रसारित किए जाते हैं। यह उपकरण और श्रम के उपयोग की निरंतरता सुनिश्चित करता है, तकनीकी प्रक्रिया के संचालन के हिस्से के हिस्से के आंशिक रूप से समानांतर पारित होना संभव है।
उत्पादन संगठन की स्थानिक संरचना कार्य मंच (नौकरियों की संख्या) पर केंद्रित तकनीकी उपकरणों की संख्या से निर्धारित की जाती है, और आसपास के अंतरिक्ष में श्रम वस्तुओं के आंदोलन की दिशा के सापेक्ष इसका स्थान। तकनीकी उपकरणों की संख्या (नौकरियों) की संख्या के आधार पर, एक एकल उत्पादन प्रणाली और एक अलग कार्यस्थल की इसी संरचना और एक कार्यशाला, रैखिक या सेलुलर संरचना के साथ एक बहु-भाग प्रणाली है। संगठन की स्थानिक संरचना के संभावित रूपों को चित्र में प्रस्तुत किया जाता है। 1.2। कार्यशाला संरचना को उन क्षेत्रों के निर्माण द्वारा विशेषता है जिन पर उपकरण (नौकरियां) रिक्त स्थान के प्रवाह में समानांतर में स्थित है, जिसमें तकनीकी समरूपता के संकेत में उनकी विशेषज्ञता शामिल है। इस मामले में, साइट में प्रवेश करने वाले हिस्सों का हिस्सा मुफ्त नौकरियों में से एक को भेजा जाता है जहां आवश्यक प्रसंस्करण चक्र गुजरता है, जिसके बाद यह किसी अन्य क्षेत्र (कार्यशाला में) को प्रेषित किया जाता है।
अंजीर। 1.2। उत्पादन प्रक्रिया की स्थानिक संरचना के लिए विकल्प

एक रैखिक स्थानिक संरचना के साथ एक साजिश पर, उपकरण (नौकरियां) तकनीकी प्रक्रिया के दौरान स्थित है और साइट पर संसाधित भागों का हिस्सा एक कार्यस्थल से दूसरे क्रमशः प्रसारित होता है।
संगठन की सेलुलर संरचना रैखिक और दुकान के संकेतों को जोड़ती है। आंशिक प्रक्रियाओं के एकीकरण के एक निश्चित स्तर पर उत्पादन प्रक्रिया के स्थानिक और लौकिक संरचनाओं का संयोजन उत्पादन संगठन के विभिन्न रूपों का कारण बनता है: एक तकनीकी, विषय, प्रत्यक्ष प्रवाह, बिंदु, एकीकृत (चित्र 1.3)। उनमें से प्रत्येक की विशेषता विशेषताओं पर विचार करें।
अंजीर। 1.3। उत्पादन के संगठन के रूप
उत्पादन प्रक्रिया के संगठन का तकनीकी रूप श्रमिक वस्तुओं के लगातार संचरण के साथ एक कार्यशाला संरचना द्वारा विशेषता है। संगठन का यह रूप मशीन-निर्माण कारखानों पर व्यापक है, क्योंकि यह छोटे पैमाने पर उत्पादन की स्थिति में अधिकतम उपकरण लोडिंग प्रदान करता है और प्रक्रिया में लगातार परिवर्तनों के लिए अनुकूलित होता है। साथ ही, उत्पादन प्रक्रिया के संगठन के तकनीकी रूप के उपयोग में कई नकारात्मक परिणाम हैं। प्रसंस्करण प्रक्रिया में बड़ी संख्या में हिस्सों और उनके कई आंदोलन अपूर्ण उत्पादन की मात्रा में वृद्धि और मध्यवर्ती भंडारण बिंदुओं की संख्या में वृद्धि की ओर बढ़ते हैं। उत्पादन चक्र का एक महत्वपूर्ण हिस्सा जटिल इंटरटिलिक बॉन्ड के कारण समय की हानि का गठन करता है।
उत्पादन संगठन के विषय रूप में उत्पादन में श्रम वस्तुओं के समानांतर अनुक्रमिक (सुसंगत) संचरण के साथ एक सेलुलर संरचना होती है। विषय साइट पर एक नियम के रूप में सेट किया गया है, सभी उपकरणों को शुरुआत से अंत तक के अंत तक भागों के हिस्से को संसाधित करने के लिए आवश्यक सभी उपकरण। यदि साइट के भीतर प्रसंस्करण चक्र बंद हो जाता है, तो इसे आइटम कहा जाता है।
भूखंडों का उद्देश्य निर्माण प्रत्यक्ष सटीकता प्रदान करता है और भागों के उत्पादन चक्र की अवधि को कम करता है। तकनीकी रूप की तुलना में, विषय आपको भागों के परिवहन क्षेत्रों की आवश्यकता, उत्पादों की प्रति इकाई उत्पादन क्षेत्रों की आवश्यकता को कम करने की अनुमति देता है। साथ ही, उत्पादन संगठन के इस रूप में नुकसान होता है। मुख्य एक यह है कि साइट पर स्थापित उपकरणों की संरचना को निर्धारित करते समय, कुछ प्रकार के उत्पादों की प्रसंस्करण की आवश्यकता को आगे बढ़ाया जाता है, जो हमेशा पूर्ण उपकरण लोडिंग प्रदान नहीं करता है।
इसके अलावा, उत्पाद श्रृंखला का विस्तार, इसके अपडेट के लिए उत्पादन स्थलों की आवधिक पुनर्विकास की आवश्यकता होती है, उपकरण पार्क की संरचना में परिवर्तन होता है। संगठन के संगठन के प्रत्यक्ष प्रवाह रूप को श्रम वस्तुओं के शानदार संचरण के साथ एक रैखिक संरचना द्वारा विशेषता है। यह फॉर्म संगठन के कई सिद्धांतों के कार्यान्वयन को सुनिश्चित करता है: विशेषज्ञता, प्रत्यक्ष सटीकता, निरंतरता, समांतरता। इसका उपयोग उत्पादन चक्र की अवधि में कमी की ओर जाता है, अधिक श्रम विशेषज्ञता के कारण श्रम का अधिक कुशल उपयोग, अपूर्ण उत्पादन में कमी।
उत्पादन संगठन के बिंदु रूप के साथ, एक कार्यस्थल पर काम पूरी तरह से किया जाता है। उत्पाद का निर्माण किया जाता है जहां इसका मुख्य हिस्सा स्थित है। एक उदाहरण इसके आसपास कार्यकर्ता के आंदोलन के साथ उत्पाद की असेंबली है। प्वाइंट कार्यवाही के संगठन में कई फायदे हैं: उत्पादन की जरूरतों से निर्धारित राशि में विभिन्न नामकरण उत्पादों के निर्माण, उत्पादों और प्रसंस्करण अनुक्रम के डिजाइन में लगातार परिवर्तनों की संभावना; उपकरण के स्थान को बदलने से जुड़ी लागत कम हो जाती है, उत्पादन लचीलापन बढ़ता है।
उत्पादन संगठन के एकीकृत रूप में उत्पादन में श्रम वस्तुओं के अनुक्रमिक, समांतर या समांतर-अकेले संचरण के साथ सेलुलर या रैखिक संरचना के साथ एक एकल एकीकृत औद्योगिक प्रक्रिया में बुनियादी और सहायक संचालन का संयोजन शामिल होता है। संग्रहण, परिवहन, नियंत्रण, नियंत्रण, संगठन के एक एकीकृत रूप के साथ साइटों पर प्रसंस्करण के अलग-अलग अभ्यास के विपरीत, इन आंशिक प्रक्रियाओं को एक उत्पादन प्रक्रिया में जोड़ने के लिए आवश्यक है। यह एक स्वचालित परिवहन आवृत्ति परिसर की मदद से सभी नौकरियों को जोड़कर हासिल किया जाता है, जो व्यक्तिगत कार्य स्थानों के बीच श्रम वस्तुओं के भंडारण और विस्थापन को व्यवस्थित करने के लिए एकत्रित, स्वचालित और गोदाम उपकरणों का एक सेट है।
उत्पादन प्रक्रिया का प्रबंधन कंप्यूटर का उपयोग करके यहां किया जाता है, जो निम्न योजना के अनुसार साइट पर उत्पादन प्रक्रिया के सभी तत्वों के संचालन को सुनिश्चित करता है: खोज

स्टॉक में आवश्यक वर्कपीस - मशीन के लिए वर्कपीस का परिवहन - प्रसंस्करण - गोदाम में भाग की वापसी। भागों के परिवहन और प्रसंस्करण के दौरान समय में विचलन की भरपाई करने के लिए, अंतर-ऑपरेटिव और बीमा के आसपास के बफर गोदाम अलग-अलग कार्यस्थलों में बनाए जाते हैं। एकीकृत उत्पादन साइटों का निर्माण उत्पादन प्रक्रिया के एकीकरण और स्वचालन के कारण अपेक्षाकृत उच्च समय की लागत से जुड़ा हुआ है।
उत्पादन संगठन के एकीकृत रूप में संक्रमण में आर्थिक प्रभाव भागों के उत्पादन चक्र की लंबाई, मशीन टूल्स के लोडिंग समय में वृद्धि, उत्पादन प्रक्रियाओं के नियंत्रण में सुधार और उत्पादन प्रक्रियाओं में सुधार करके हासिल किया जाता है। अंजीर में। 1.4 उत्पादन संगठन के विभिन्न रूप वाले क्षेत्रों में उपकरण व्यवस्था योजनाओं को दर्शाता है।
अंजीर। 1.4। उत्पादन संगठन के विभिन्न रूप वाले क्षेत्रों में उपकरणों (नौकरियों) के स्थान की योजनाएं:
ए) तकनीकी; बी) विषय; ग) प्रत्यक्ष प्रवाह; डी) बिंदु (असेंबली के मामले के लिए); ई) एकीकृत
- यह उच्चतम या माध्यमिक सीट शैक्षिक संस्थान में शैक्षिक प्रक्रिया का एक व्यावहारिक हिस्सा है, जो वास्तविक कार्य गतिविधियों में संगठनों में है। अभ्यास एक विशेषज्ञ के रूप में योग्यता और अंतिम छात्र प्रमाणन असाइन करने के लिए आवश्यक सैद्धांतिक ज्ञान और कौशल को मजबूत करने के लिए डिज़ाइन किया गया है। उत्पादन प्रथाओं के परिणामों का मूल्यांकन स्कूल में अपनाए गए मानकों के अनुसार किया जाता है, और शैक्षणिक प्रक्रिया में फिट होता है।
छात्र
एक छात्र के लिए औद्योगिक अभ्यास अक्सर अपने पेशेवर करियर का शुरुआती बिंदु बन जाता है। छात्रों की सबसे आम गलती एक और अध्ययन कार्य के रूप में, प्रथाओं को पारित करने की प्रक्रिया के लिए एक औपचारिक दृष्टिकोण है। अभ्यास से अधिकतम लाभ निकालने के लिए, सही दृष्टिकोण होना जरूरी है और समझना आवश्यक है कि यह आपके शैक्षिक संस्थान के पंख के तहत "मिट्टी का प्रयास करें" का एक अनूठा अवसर है। काफी समय और ताकत की बचत, आप विश्वविद्यालय के अंत में अनावश्यक आंदोलन नहीं करेंगे और आपको पता चलेगा कि वास्तव में कहां जाना है।
एक छात्र का अभ्यास करने के अवसर क्या हैं:
सैद्धांतिक ज्ञान को समेकित करें;
अभ्यास में ज्ञान और कौशल लागू करें;
असली वर्कफ़्लो में नेविगेट करें और चयनित विशेषता के पानी के नीचे के पत्थरों को देखें, जो सिद्धांत में दिखाई नहीं दे रहे हैं;
सीधे पेशेवर समुदाय के साथ संपर्क करें;
नौकरी खोज कौशल प्राप्त करें और नियोक्ता के साथ संवाद करें;
एक अनुभवी नोटबुक के साथ सहयोग में अनुभव प्राप्त करें;
जितनी जल्दी हो सके समझें कि विशेषता या यहां तक \u200b\u200bकि क्षेत्र को गलत तरीके से चुना जाता है और आपकी पेशे की आवश्यकताओं को पूरा नहीं करते हैं;
पेशे में नेविगेट करें और फैसला करें;
बाजार को "निजीकृत करें" और समझ में क्या है कि मांग में क्या है और और क्या पहुंचे जाने की जरूरत है;
अपने आप को एक करियर शुरू करने के लिए उपयुक्त एक कार्यस्थल खोजें;
प्रारंभिक अनुभव प्राप्त करें जो डिवाइस में युवा पेशेवरों के साथ प्रशिक्षण के बाद काम करने के लिए बहुत कम है, और रोजगार पुस्तक में अपना पहला रिकॉर्ड बनाएं;
पहली सफलता प्राप्त करने और भविष्य के नियोक्ता के सामने चयनित विशेषता में क्षमता दिखाने के लिए।
छात्र विश्वविद्यालयों के वरिष्ठ पाठ्यक्रमों में विनिर्माण व्यावहारिक अभ्यास से गुजर रहे हैं जब एक विशेषता पहले ही चुनी गई है, और आमतौर पर अभ्यास का विषय सेमेस्टर में प्राप्त ज्ञान और कौशल के साथ सहसंबंधित होता है। अभ्यास वास्तविक उद्यमों के आधार पर होता है, जिसके साथ विश्वविद्यालय का प्रारंभिक समझौता होता है। संगठन की दिशा को छात्र विशेषज्ञता का पालन करना होगा। छात्र को एक उपयुक्त अभ्यास डेटाबेस चुनने का अधिकार है, और विश्वविद्यालय को संभावित विकल्पों की एक सूची प्रदान करनी होगी। यदि छात्र पहले से ही प्रोफ़ाइल पर काम कर रहा है, तो उसे इस काम के स्थान पर अभ्यास करने का अधिकार है।
अभ्यास के दौरान, छात्र को एक डायरी रखना चाहिए, जो उनके अभ्यास के प्रमुख द्वारा हस्ताक्षरित है। अभ्यास के अंत में, इसके परिणाम परीक्षाओं और क्रेडिट के बराबर होने पर अनुमानित हैं और परीक्षण पुस्तक में उल्लेखनीय हैं। इसके अलावा, छात्र का काम व्यावहारिक आधार के प्रबंधन का आकलन करता है, जिस पर उन्होंने काम किया, और विशेषता को जारी करता है। उत्पादन अभ्यास की दिशा तकनीकी (सीधे व्यावहारिक कार्य, कौशल का अधिग्रहण) और अनुसंधान या पूर्व-डिप्लोमा (व्यावहारिक सामग्री पर वैज्ञानिक अनुसंधान का संचालन) हो सकती है।
इस मुद्दे के कानूनी पक्ष को विश्वविद्यालय के नियामक दस्तावेजों में परिभाषित किया जाना चाहिए, और टीसी आरएफ के प्रासंगिक लेखों द्वारा भी शासित किया गया है। 16 से 18 वर्षों तक छात्र-यात्रियों के कार्य दिवस की अवधि प्रति सप्ताह 36 घंटे से अधिक नहीं होनी चाहिए (रूसी संघ के श्रम संहिता का अनुच्छेद 92) और 18 साल की आयु प्रति सप्ताह 40 घंटे से अधिक नहीं होनी चाहिए (लेख) रूसी संघ के श्रम संहिता के 91)। अभ्यास की अवधि के दौरान, छात्र संगठन में अपनाए गए आंतरिक नियमों और श्रम संरक्षण के लिए सामान्य नियमों पर लागू होते हैं। यदि इस अभ्यास में अभ्यास करने में समय लगता है, तो उसे कर्मचारी के सभी अधिकार प्राप्त होते हैं: वेतन प्राप्त करने का अधिकार, भुगतान की जाने का अधिकार, अक्षमता भत्ता, आदि। इसके अलावा, यह उचित कर्मचारी जिम्मेदारियों को सौंपा गया है।
नियोक्ता
इस तथ्य के बावजूद कि छात्र-प्रशिक्षु संगठन के लिए एक परेशान व्यवसाय हैं, उत्पादन अभ्यास में निर्विवाद फायदे और कंपनी के लिए। प्रोफ़ाइल शैक्षिक संस्थान के साथ अभ्यास और बातचीत करने का अभ्यास बनना, संगठन को मौका मिलता है:
"अपने आप के तहत युवा पेशेवरों को बढ़ाने के लिए, उन्हें आवश्यकताओं और विनिर्देशों के साथ अपने संगठन के लिए आवश्यक सटीक रूप से सिखाएं;
विशेष विश्वविद्यालयों के लिए शैक्षिक कार्यक्रमों को समायोजित करें, उनके साथ बातचीत करें।
प्रशिक्षु बनाने की प्रक्रिया के कानूनी पक्ष में कई कठिनाइयां हैं, हालांकि, काफी दूर हैं। कर्मियों के लिए मुख्य स्नैग एक लेख की कमी है जो स्पष्ट रूप से यात्रियों को काम करने के लिए अपनाने को विनियमित करता है। अभ्यास के मामले में छात्र और संगठन के बीच अनुबंध की अवधारणा सिद्धांत रूप में अनुपस्थित है। इस स्थिति में कार्रवाई के लिए दो विकल्प हैं।
1. एक प्रशिक्षु के साथ एक रोजगार अनुबंध का निष्कर्ष। औद्योगिक अभ्यास के मामले में और यदि उचित रिक्त स्थान है, तो छात्र को तत्काल रोजगार अनुबंध के आधार पर अपनाया जाता है और श्रम संबंधों में प्रवेश किया जाता है। अनुबंध के समापन के लिए तर्क को रूसी संघ के श्रम संहिता के अनुच्छेद 59 के अनुसार लगभग इस तरह के अनुसार तैयार किया जा सकता है: "उत्पादन प्रथाओं के पारित होने के दौरान रोजगार अनुबंध समाप्त हो गया है।" यदि छात्र पहला आधिकारिक रोजगार है, तो उसे पेंशन बीमा की श्रम पुस्तक और गवाही देने की आवश्यकता है (रूसी संघ के श्रम संहिता के अनुच्छेद 65)। अनुबंध के समापन के बाद, यात्रियों को एक पूर्ण कर्मचारी के सभी प्रासंगिक अधिकारों और दायित्वों के साथ संपन्न किया जाता है।
2. कर्मचारियों को नामांकन के बिना एक प्रशिक्षु बनाना। यदि शैक्षणिक संस्थान और नियोक्ता के बीच अनुबंध में शुरुआत में यह बताया गया है कि छात्र आधिकारिक रोजगार के बिना अभ्यास कर रहे हैं, और यदि कोई रिक्तियां नहीं हैं, तो छात्र को एक विशिष्ट श्रम समारोह नहीं मिलता है, लेकिन अभ्यास में अधिक परिचित है, है। एक कर्मचारी की तरह जिम्मेदार नहीं है। हालांकि, उद्यम में संचालित आंतरिक अनुसूची के नियम और श्रम संरक्षण के नियमों को वितरित किया जाता है। एंटरप्राइज़ में छात्रों को नामांकित करने के लिए, एक आदेश प्रकाशित होता है, जिसमें सभी आवश्यक विवरण निर्धारित किए जाते हैं (छात्रों के नाम, समय सीमा और अभ्यास के लक्ष्यों, गुजरने, जिम्मेदार सलाहकार इत्यादि के लिए प्रक्रिया)।
यदि छात्र पहले से ही काम करता है, और उसकी कार्य प्रोफ़ाइल उस विशेषता के अनुरूप है जिसके लिए यह अध्ययन कर रहा है, तो यह अपने काम के स्थान पर अभ्यास कर सकता है, जो विश्वविद्यालय को उचित प्रमाण पत्र प्रदान करता है।
इस प्रकार, उत्पादन अभ्यास एक पारस्परिक रूप से फायदेमंद घटना है, दोनों छात्रों और नियोक्ताओं के लिए, उन्हें एक-दूसरे से परिचित होने में मदद करते हैं और पेशेवर बातचीत शुरू करते हैं।
साइट की सामग्री का उपयोग करते समय, लेखक के निर्देश और साइट के लिए एक सक्रिय लिंक की आवश्यकता होती है!